

Трудоёмкость и производительность
Трудоёмкость – количество времени, затрачиваемое на изготовление одного изделия при определённом технологическом процессе. Существуют 2 метода расчёта трудоёмкости: опытно-статический и расчётно-аналитический.
Рассмотрим
расчётно-аналитический метод.
![]() ,
где
,
где![]() ,
,![]() – трудоёмкость одного изделия,
– трудоёмкость одного изделия,![]() – неперекрываемое вспомогательное
время,
– неперекрываемое вспомогательное
время,![]() – основное время видоизменения детали,
– основное время видоизменения детали,![]() – время обслуживания рабочего места
(техническое и организационное
обслуживание),
– время обслуживания рабочего места
(техническое и организационное
обслуживание),![]() – время перерывов на отдых и естественные
потребности. В этой сумме основное или
технологическое время – время, затраченное
на изменение размеров или формы, изменение
состояния поверхности или структуры
материала заготовки или готового
изделия.
– время перерывов на отдых и естественные
потребности. В этой сумме основное или
технологическое время – время, затраченное
на изменение размеров или формы, изменение
состояния поверхности или структуры
материала заготовки или готового
изделия.
Если изменения состояния заготовки реализуются только оборудованием (станок, гальваническая ванна, установочный автомат сварки и так далее), то есть без участия человека, то основное время называется машинным, и наоборот, если используется лишь труд человека, то ручным временем. В случае если работает и машина, и человек, то основное время называется машиноручным. В большинстве случаев основное время определяется путём расчёта режимов обработки.
Вспомогательное время расходуется на приёмы не связанные с изменением состояния, размеров и формы заготовки или изменением деталей в сборке: установка и закрепление детали в технологическом оборудовании, освобождение от закрепления, измерение, контроль, пуск и остановка технологического оборудования и оснастки. По аналогии с основным данное время может быть машинным, ручным и машиноручным. Чаще всего оно определяется с помощью хронометража.
Время обслуживания и время перерывов учитывается через соответствующие коэффициенты относительно операционного времени. Если рабочие сами не налаживают оборудование, то подготовительно-заключительное время нормируется отдельно и тогда рассчитывается норма штучного времени для оператора и норма подготовительно-заключительного времени для наладчика.
На основании этого времени назначается квалифицированный работник, по тарифно-квалификационному справочнику в зависимости от степени подготовки и с соответствующими знаниями и навыками необходимыми для выполнения данной операции.
Выбор варианта технологического процесса
Основной в этом случае является себестоимость и производительность.
В случае сравнения разных вариантов технологических процессов не определяют полную себестоимость, а достаточно знать технологическую себестоимость (ту часть себестоимости, которая и зависит от варианта технологического процесса), более того во всех случаях совпадает некоторые компоненты технологической себестоимости, которая не зависит от варианта технологического процесса, эти компоненты также можно исключить из рассмотрения на этапе планирования, можно не рассматривать и мало затратные операции.
![]() ,
где
,
где![]() – себестоимость,
– себестоимость,![]() – текущие (переменные) расходы на одну
деталь;
– текущие (переменные) расходы на одну
деталь;![]() – единичные (постоянные) затраты на
годовую программу;
– единичные (постоянные) затраты на
годовую программу;![]() – годовая программа.
– годовая программа.
А
технологическая себестоимость всей
программы:
![]() .
.
Рассмотрим
от чего зависят затраты
![]() :
:![]() ,
где
,
где![]() – расходы на основные материалы;
– расходы на основные материалы;![]() – зарплата рабочих;
– зарплата рабочих;![]() – расходы обусловленные работой
оборудования.
– расходы обусловленные работой
оборудования.![]() ,
где
,
где![]() – цена на килограмм материала и цена
реализации отходов (только тех, которые
можно продать).
– цена на килограмм материала и цена
реализации отходов (только тех, которые
можно продать).![]() – количество расхода материала и
реализованных отходов.
– количество расхода материала и
реализованных отходов.
![]() ,
где
,
где![]() – норма времени на одну операцию,
– норма времени на одну операцию,![]() – годовая ставка рабочего по тарифной
сетке,
– годовая ставка рабочего по тарифной
сетке,![]() – число операций.
– число операций.
Р – расходы на ремонт, амортизацию, горюче-смазочные материалы, охлаждающие жидкости, смазочно-охлаждающие жидкости.
![]() ,
где
,
где![]() – оплата подготовительно-заключительного
времени, где
– оплата подготовительно-заключительного
времени, где![]() – норма подготовительно-заключительного
времени на одну наладку,
– норма подготовительно-заключительного
времени на одну наладку,![]() – почасовая ставка наладчика,
– почасовая ставка наладчика,![]() – число наладок или партий в год,
– число наладок или партий в год,![]() – стоимость наладки оборудования.
Количество деталей в партии зависит от
множества факторов, например от
необходимого запаса обеспечения
непрерывной сборки.
– стоимость наладки оборудования.
Количество деталей в партии зависит от
множества факторов, например от
необходимого запаса обеспечения
непрерывной сборки.
В соответствии с приведёнными функциями себестоимость одной детали можно представить графиком, как зависимость от годовой программы.
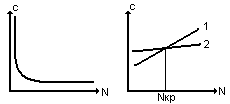
Сравнение линий на втором рисунке показывает, что в точке пересечения этих линий получается вариант равной себестоимости технологических процессов. Отклонение от данной точки приводит к целесообразному выбору технологического процесса.
Можно
вычислить критическую точку по формуле:
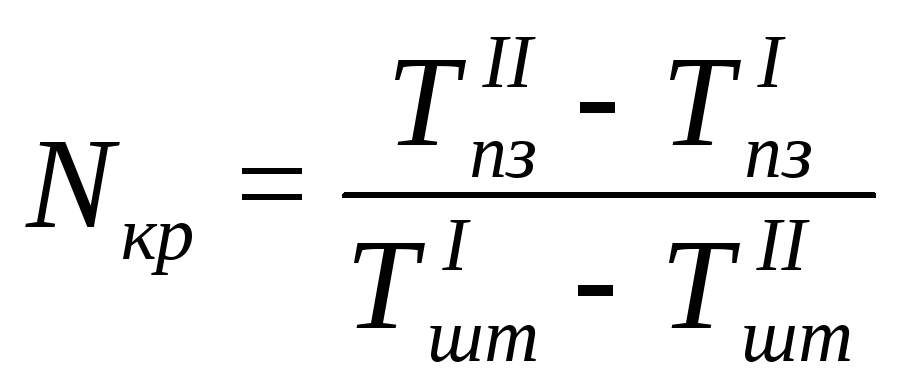 ,
следовательно, если
,
следовательно, если![]() – оптимален 1 вариант, а если
– оптимален 1 вариант, а если![]() – оптимален 2 вариант.
– оптимален 2 вариант.
Существуют несколько критериев, по которым возможно проверить оптимальность технологического процесса, такие как:
![]() – коэффициент эффективности использования
времени,
– коэффициент эффективности использования
времени,![]() – время затраченное непосредственно
на обработку детали,
– время затраченное непосредственно
на обработку детали,![]() – полное время затраченное на обработку
детали.
– полное время затраченное на обработку
детали.
![]() – коэффициент стабильности технологического
процесса, где
– коэффициент стабильности технологического
процесса, где![]() и
и![]() – минимальный и средний процент выхода
годных деталей за определённый отрезок
времени.
– минимальный и средний процент выхода
годных деталей за определённый отрезок
времени.
![]() – коэффициент автоматизации, где
– коэффициент автоматизации, где![]() – время ручной работы,
– время ручной работы,![]() – длительность операционного цикла.
– длительность операционного цикла.
![]() – коэффициент оснащения технологического
процесса оборудованием и оснасткой,
где
– коэффициент оснащения технологического
процесса оборудованием и оснасткой,
где![]() – число стандартного или унифицированного
оборудования,
– число стандартного или унифицированного
оборудования,![]() – общее число оборудования.
– общее число оборудования.