

1.3. Выбор толщины стенок отливки и их сопряжения
При выборе толщины стенок отливки необходимо выбирать наименьшую, обеспечивающую требуемую расчетную прочность.
Наименьшую толщину стенок при литье в песчаные формы стали и чугуна определяют по графикам в зависимости от приведенного габарита детали N, который находят по формуле:
N=![]() ,
где l,
b,
h
- длина, ширина и высота отливки в метрах
соответственно. Наименьшие толщины
стенок литых деталей из различных
сплавов, полученных в песчаных формах,
приведены в табл. 1.3.
,
где l,
b,
h
- длина, ширина и высота отливки в метрах
соответственно. Наименьшие толщины
стенок литых деталей из различных
сплавов, полученных в песчаных формах,
приведены в табл. 1.3.
При выполнении различных видов сопряжений необходимо избегать неравномерности толщины стенок, скопления металла в отдельных местах и резких переходов от толстых сечений к тонким. В таких местах при кристаллизации появляются усадочные раковины или горячие трещины.
Таблица 1.3. Наименьшая толщина стенок отливок
Материал |
Величина отливки |
Наименьшая толщина стенок |
Углеродистая сталь |
мелкие |
6 |
средние |
10-12 |
|
крупные |
15 |
|
Низколегированная сталь |
|
на 20-40% больше углеродистой стали |
Серый и высокопрочный чугуны |
мелкие ≤ 2 кг |
3-4 |
средние ≤ 50 кг |
6-10 |
|
крупные > 50 кг |
10-20 |
|
Ковкий чугун |
габариты от 50•50 до 500 • 500 |
от 2,5 до 7 |
Бронза оловянная |
протяженность стенки от 50 до 600 мм |
от 3 до 8 |
Специальные бронзы и латуни |
мелкие |
до 6 |
средние |
до 8 |
|
Алюминиевые сплавы |
протяженность стенки от 200 до 800 мм |
от 3 до 8 |
Магниевые сплавы |
мелкие |
4 |
|
средние |
6 |
Цинковые сплавы |
- |
3 |
Правильный выбор радиусов закруглений (галтелей) в местах переходов от одних сечений к другим в значительной степени определяет качество литой детали. Оптимальная величина радиусов закруглений зависит в основном от толщины стенок. Закругления необходимо производить из одного центра (рис.1.7) как для внутреннего, так и для наружного радиусов.
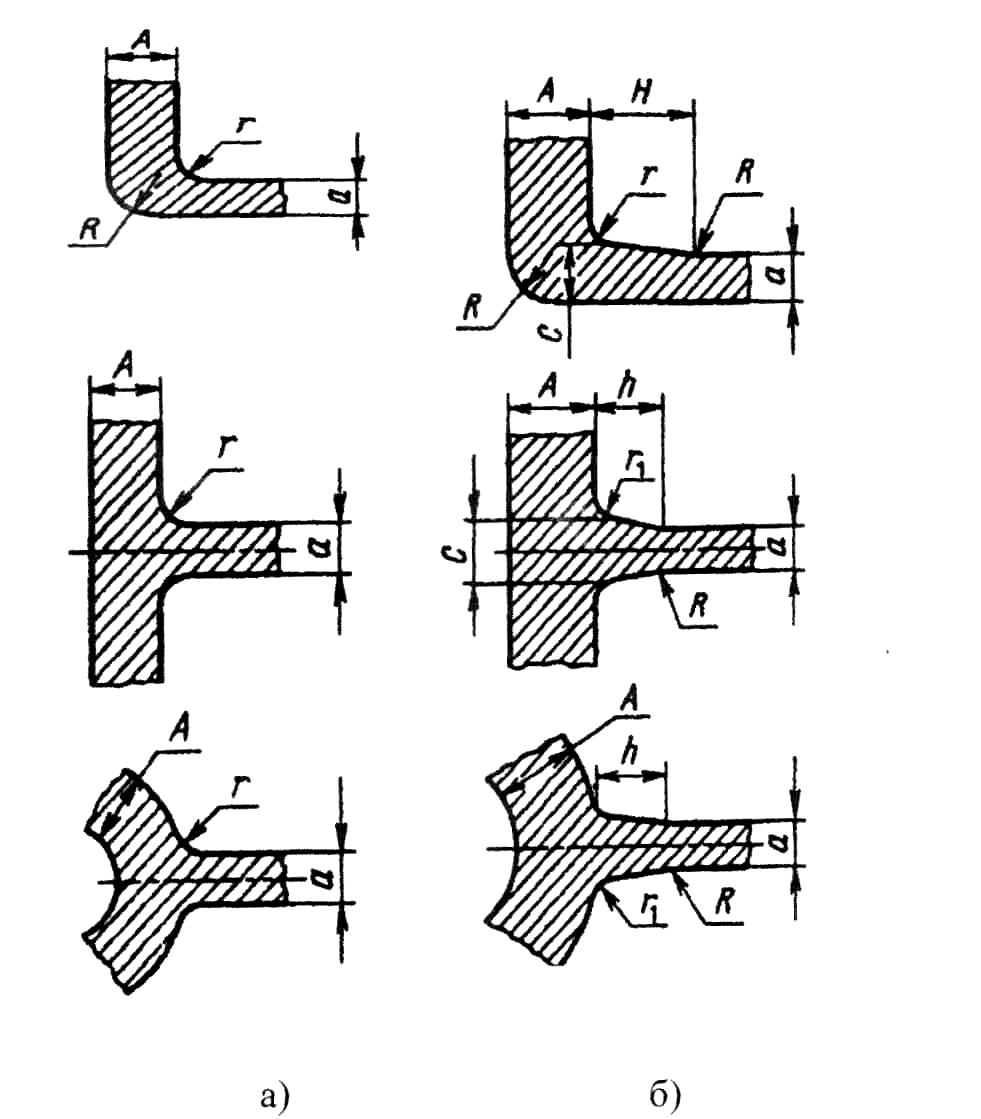
Рис. 1.7. Рекомендуемые переходы от одной стенки к другой в литых деталях: а - А/а < 1,75; б - А/а > 1,75
1.4. Назначение литейных уклонов
Литейные уклоны выполняются для облегчения извлечения модели из формы на ее вертикальных поверхностях (перпендикулярных к плоскости разъема). Уклоны могут быть конструктивными и формовочными. Уклоны, предусмотренные при конструировании отливок, называют конструктивными; размеры отливок при этом не изменяются. При отсутствии конструктивных уклонов предусматривают формовочные уклоны, которые влекут за собой изменение размеров отливки. Формовочные уклоны на вертикальных стенках обозначают тонкими линиями (рис.8).
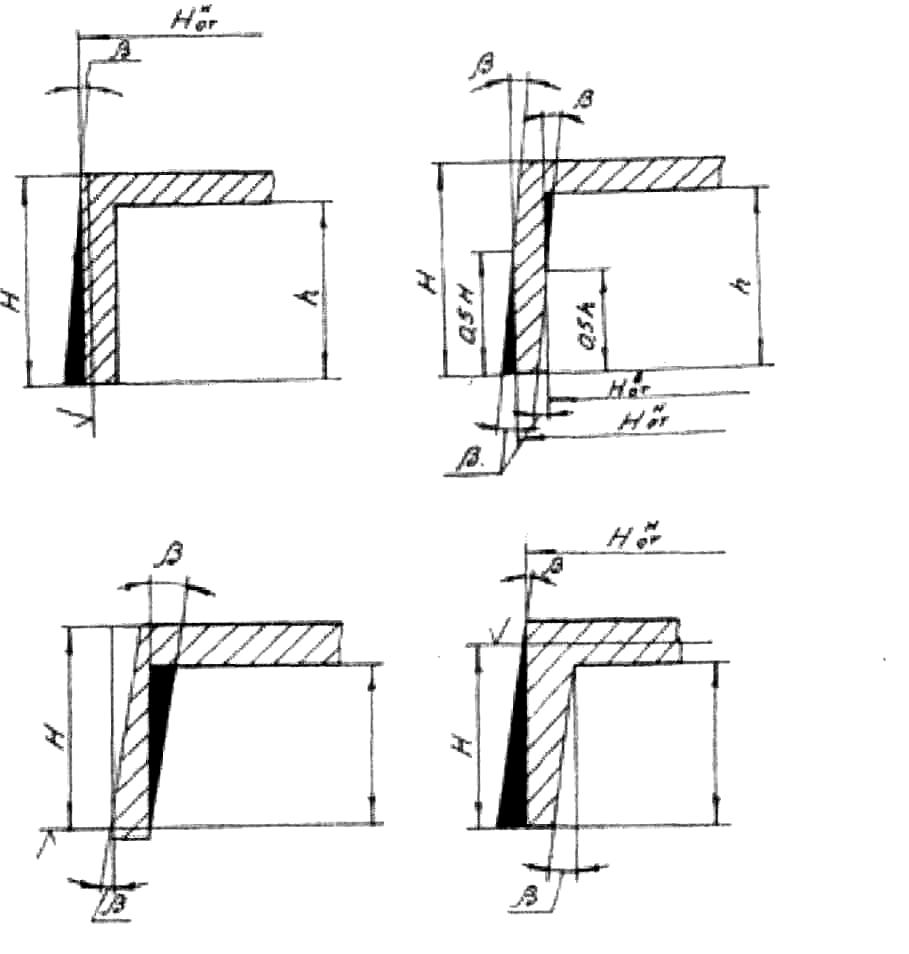
Рис.1.8. Литейные уклоны на отливках
Величины литейных уклонов для моделей и стержневых ящиков приведены в табл.1.4.
Таблица 1.4. Величины литейных уклонов для моделей и стержневых ящиков
Высота формообразующей поверхности Н, мм |
Уклон моделей и стержневых ящиков β |
Высота формообразующей поверхности Н, мм |
Уклон моделей и стержневых ящиков β |
||
град |
мин |
град |
мин |
||
<10 |
1 |
0 |
|
|
|
>10-18 |
0 |
45 |
>180-250 |
0 |
14 |
18-30 |
0 |
45 |
250-315 |
0 |
14 |
30-50 |
0 |
30 |
315-400 |
0 |
13 |
50-80 |
0 |
30 |
400-500 |
0 |
12 |
80-120 |
0 |
23 |
500-630 |
0 |
12 |
120-180 |
0 |
17 |
630-800 |
0 |
10 |