

Практическая часть Порядок выполнения работы
Для выполнения задания необходимо:
1.Получить у преподавателя номер индивидуального задания по табл.3 приложения. Отчет о выполнении работы оформить на листах формата А4 в соответствии с примером (приложение 1).
2. Начертить чертёж детали «Стакан» (рис. 3.2) в масштабе 1:1
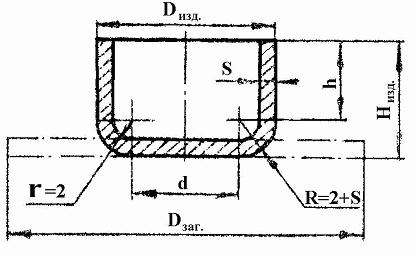
Рис. 3.2. Стакан
3. Провести расчёт операций листовой штамповки
4. Определить коэффициент использования материала (КИМ) для всех видов раскроя. Выбрать наиболее экономичный вид раскроя.
5. Рассчитать силу вырубки Pвыр.
6. Определить коэффициент вытяжки
7. Рассчитать силу вытяжки .
8 .Обсудить результаты работы и сделать выводы.
Контрольные вопросы
1. Формоизменяющие операции листовой штамповки.
2. Разделительные операции.
3. Листовая штамповка. Сущность, достоинства, недостатки, область применения.
4. Операция вытяжка.
5. Операция вырубка.
6. Влияние вида раскроя на КИМ при вырубке.
7. Что такое раскрой материала?
8. Оборудование, используемое при листовой штамповке.
9. Инструмент, применяемый при листовой штамповке.
10. Влияние размеров детали, толщины и механических свойств материала заготовки на силу вырубки и вытяжки.
Тестовые задания для занятия №3
1. Протяжка на оправке приводит к ...
уменьшению внутреннего и увеличению внешнего диаметра
уменьшению внешнего и увеличению внутреннего диаметра
увеличению внутреннего и внешнего диаметра- да
уменьшению внутреннего и внешнего диаметра
2. Операция отделения части заготовки по замкнутому контуру называется ...
отрубка
гибка
прошивка- да
протяжка
3. Какая операция холодной листовой штамповки формирует внутренний диаметр заготовки
пробивка- да
отбортовка
вырубка
отрезка
4. Толщина листа при холодной листовой штамповке обычно не превышает
5 мм
10 мм- да
15 мм
20 мм
5. Для того, чтобы увеличить ширину гладкого пояска при вырубке или пробивке необходимо
заострить обе режущие кромки
притупить одну режущую кромку- да
притупить обе режущие кромки
это режущих кромок не зависит
6. Какая операция холодной листовой штамповки формирует внутренний диаметр заготовки 1) нет правильного ответа- да
2) отбортовка3) вырубка
4)отрезка
7. Операция отделения части заготовки по замкнутому контуру называется ...
отрубка
гибка
нет правильного ответа- да
протяжка
8. Для того чтобы увеличить ширину гладкого пояска при вырубке нужно
заострить обе режущие кромки
притупить режущую кромку матрицы- да
притупить обе режущие кромки
притупить режущую кромку пуансона
Таблица 3. 4 |
Величина коэффициентов K для вытяжки цилиндрических деталей |
Величина K при коэффициентах m |
0,75 |
0,28- 0,35 |
0,35- 0,37 |
0,37- 0,40 |
0,40- 0,45 |
0,45- 0,50 |
0,50- 0,60 |
0,70 |
0,35 - 0,42 |
0,42- 0,47 |
0,47- 0,50 |
0,50- 0,55 |
0,55- 0,60 |
0,60- 075 |
|||
0,65 |
0,43- 0,50 |
0,50- 0,56 |
0,56- 0,60 |
0,60- 0,67 |
0,67- 0,75 |
0,75- 0,90 |
|||
0,60 |
0,50- 0,60 |
0,60- 0,68 |
0,68- 0,75 |
0,75- 0,82 |
0,82- 0,90 |
0,90- 1,10 |
|||
0,55 |
0,60- 0,75 |
0,75- 0,80 |
0,80- 0,90 |
0,90- 1,00 |
1,00- 1,10 |
|
|||
0,52 |
0,65 - 0,80 |
0,80 - 0,90 |
0,90- 1,00 |
1,00- 1,10 |
|
|
|||
0,50 |
0,75- 0,90 |
0,90- 1,00 |
1,00- 1,10 |
|
|
|
|||
0,48 |
0,85- 1,00 |
1,00- 1,10 |
|
|
|
|
|||
0,45 |
0,95- 1,10 |
|
|
|
|
|
|||
Относительная толщина заготовки S/Dзаг•100 |
от 5,0 до 2,0 |
От 2,0 до 1,2 |
От 1,2 до 0,8 |
От 0,8 до 0,5 |
От 0,5 до 0,2 |
От 0,2 до 0,1 |
|||
ПРИЛОЖЕНИЕ
Таблица 1 |
Варианты заданий к расчетной части работы |
15 |
110 |
30 |
3,0 |
Латунь Л62 |
14 |
90 |
30 |
2,5 |
Сталь 20 |
||
13 |
120 |
35 |
2,0 |
Медь М1 |
||
12 |
80 |
25 |
1,5 |
Алюминиевый сплав АД |
||
11 |
100 |
25 |
1,0 |
Латунь Л62 |
||
10 |
70 |
25 |
0,3 |
Сталь 20 |
||
9 |
70 |
20 |
0,5 |
Медь М1 |
||
8 |
60 |
15 |
2,0 |
Алюминиевый сплав АД |
||
7 |
50 |
10 |
1,5 |
Латунь Л62 |
||
6 |
50 |
15 |
0,5 |
Сталь 10 |
||
5 |
60 |
20 |
1,0 |
Сталь 40 |
||
4 |
80 |
20 |
2,5 |
Алюминиевый сплав АД |
||
3 |
40 |
10 |
2,0 |
Латунь Л62 |
||
2 |
30 |
10 |
1,0 |
Сталь 20 |
||
1 |
40 |
15 |
1,5 |
Сталь 10 |
||
Номер варианта |
Диаметр изделия Dизд., мм |
Высота изделия Hизд., мм |
Толщина заготовки S, мм |
Марка материала |
ПРИЛОЖЕНИЕ
Министерство образования и науки Российской Федерации
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«КАЗАНСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
им. А.Н. ТУПОЛЕВА-КАИ»
Кафедра материаловедения, сварки и структурообразующих технологий
ОТЧЁТ
по лабораторной работе №
ХОЛОДНАЯ ШТАМПОВКА
РАСЧЕТ ОПЕРАЦИЙ ЛИСТОВОЙ ШТАМПОВКИ
Выполнена студентом _____________________гр.__________ Вар№
Цель работы:
1. Чертёж детали (М 1:1)
2. Марка материала:
3.3. Расчет параметров процесса.
3.3.1. Расчет диаметра вырубаемой заготовки Dзаг ,мм.
3.3.2. Определить для трех видов раскроя:
величину перемычек а и в ,мм
ширину полосы В, мм
шаг подачи А, мм
3.3.3. Расчет коэффициента использования заготовки (КИМ).
![]()
![]()
3.3.4. Расчет силы вырубки Рвыр.,Н
![]()
3.3.5. Расчет коэффициента вытяжки m.
![]()
3.3.6. Расчет силы вытяжки Рвыт. ,Н
![]()
3.3.7. Результаты расчетов
Параметры операции «ВЫРУБКА»
Схема раскроя |
Низд. (мм) |
Dизд. (мм) |
Dзаг. (мм) |
S (мм) |
а (мм) |
в (мм) |
В (мм) |
А (мм) |
КИМ |
Рвыр. (Н) |
|
|
|
|
|
|
|
|
|
|
|
Параметры операции «ВЫТЯЖКА»
Dзаг.(мм) |
Dизд.(мм) |
m |
Рвыт. (Н) |
|
|
|
|