

Усилие при волочении
Как уже выяснено, напряжение волочения σвол оно же является давлением волочения) равно отношению тянущей силы Р к площади поперечного сечения конца прутка, вышедшего из матрицы, F1, т.е. σвол = Р/F1
Во избежание обрывов изделия это напряжение должно быть меньше предела текучести протянутого материала с учетом наклепа.
Основными факторами, влияющими на удельное давление волочения, являются: механические показатели протягиваемого материала, площадь и периметр поперечного сечения изделия, величина обжатия, профиль глазка, коэффициент трения и смазка.
Для определения удельного давления волочения круглых прутков, проволоки и профилей С. И. Губкин предложил следующую формулу:
 (1)
(1)
где σвол – напряжение при волочении в кг/мм2;
![]() предел
текучести материала в начальном и
конечном сечениях, определенный с учетом
упрочнения в кг/мм2
(рис. 5.3);
предел
текучести материала в начальном и
конечном сечениях, определенный с учетом
упрочнения в кг/мм2
(рис. 5.3);
F0 и F1 - площади сечения прутка до и после волочения в мм2;
П- периметр прутка или профиля после волочения в мм;
l – длина цилиндрической части матрицы в мм;
α – угол волочения в град.
 ;
;

f- коэффициент трения;
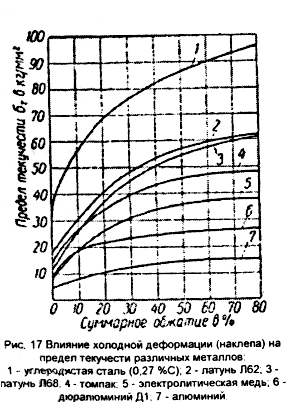
Рис.5.3. Влияние холодной деформации(наклепа) на предел текучести различных металлов
1- углеродистая сталь(0,27%С), 2 – латунь Л62, 3 - латунь Л68, 4. - томпак,
5 – электротехническая медь, 6 – дюралюминий Д1, 7 – алюминий.
Усилие при волочении труб может быть подсчитано по упрощенным формулам Л.Е. Альшевского
без оправки Р = 1,2 р ω q F1 c
на оправке Р = 1,05 р1 ω1 q F1c
на стержне Р = 1,75 р1 ω2 q F1c
Р =
![]() ;
;
![]() и
и
![]() - предел
прочности металла до и после волочения
(рис. 5.4)
- предел
прочности металла до и после волочения
(рис. 5.4)
Р1
=
![]() ;
;
![]() и
и
![]() - предел прочности металла до и после
волочения (рис. 5.3);
- предел прочности металла до и после
волочения (рис. 5.3);
(Для углеродистой стали использовать 9-ю кривую).
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
с = r0/r1 - отношение средних радиусов трубы до и после волочения;
F1 - площадь сечения трубы после волочения.
Опыты показывают, что для одной и той же трубы при волочении на оправке усилие волочения на 15-20% больше, чем при волочении на стержне.
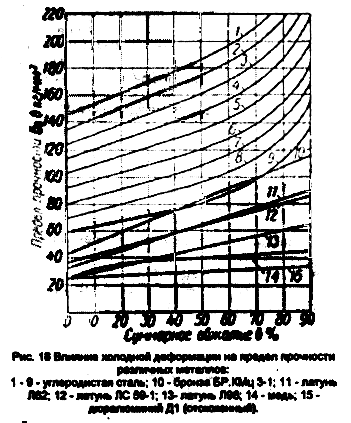
Рис. 5.3. .Влияние холодной деформации на предел прочности различных металлов:
1- 9 углеродистая сталь,10 – бронза, 11 – латунь Л62, 12 – Латунь ЛС 56-1, 13 - латунь Л68, 14. - медь, 15 – дюралюминий Д1.
Коэффициент трения при волочении изделий из цветных металлов и сплавов при смазке эмульсией и машинным маслом составляет 0,1 – 0,15. Угол волочения у прутковых матриц чаще всего принимается 6 – 80, а у трубных 12 – 160.
Практическая часть Порядок выполнения работы
Для выполнения задания необходимо:
1.Получить у преподавателя индивидуальное задание по таблице 1 приложения.
2.Изучить способы волочения и механическую схема деформации при волочении.
3. Определить усилие волочения для прутков из заданного материала диаметром d1 при их протягивании на размер d2 через матрицу с углом α и длиной цилиндрического пояска l при коэффициенте трения f.
4. Рассчитать усилие волочения по формулам: С.И. Губкина, Л.Е. Альшевского (на оправке) и по упрощенной формуле из примера в приложении.
5.Оформить отчет о выполнении работы на листах формата А4 согласно примеру представленному в приложении.