

Практическая часть Порядок выполнения работы
Для выполнения задания необходимо:
1.Получить у преподавателя номер индивидуального задания по табл..1 приложения. Отчет о выполнении работы оформить на листах формата А4 в соответствии с примером (приложение 3).
2. Начертить чертеж детали «Втулка» (рис. 2.5) в масштабе 1:1

Рис. 2.5. Втулка
3. По чертежу детали разработать чертеж поковки.
3.1.Выбор плоскости разъёма штампа
3.2.Назначить припуски на механическую обработку детали и допуски на размеры поковок.
3.3.Назначить кузнечные допуски
3.4.Назначить размеры облойной канавки.
3.5.Начертить эскиз облойной канавки (рис.2.4, 2.5), согласно принятого оборудования, с простановкой всех размеров.
4.Определить основные параметры процесса.
4.1.Определить вес заготовки.
4.2.Определить размеры исходной заготовки.
5.Определить мощность штамповочного оборудования
5.1.Рассчитать массу падающих частей штамповочного молота
5.2.Рассчитать усилие штамповки
6. Начертить эскиз поковки и эскиз заготовки
Пример эскиза см.рис. 2.6, 2.7, 2.8). приложения.
7.Обсудить результаты работы и сделать выводы.
Контрольные вопросы
1. Сущность и область применения горячей объёмной штамповки.
2. Охарактеризовать основные способы горячей объёмной штамповки (открытая, закрытая).
3. Оборудование, применяемое при горячей объёмной штамповке.
4. Выбор плоскости разъема штампа .
5. Назначение припусков, радиусов скруглений, штамповочных уклонов на поковке.
6. Назначение облойной канавки.
7. Назначение наметки.
8. Для чего производится расчет усилия штамповки.
Тестовые задания для занятия № 2
1. Пластическая деформация металла путем воздействия на заготовку специализированного инструмента ограничивающего течение металла называется
прессование
волочение
ковка
нет правильного ответа- да
2. Продолжите фразу:"При штамповке на гидравлических штамповочных прессах усилие пресса...
обратно пропорционально весу падающих частей
обратно пропорционально квадрату веса падающих частей
прямо пропорционально весу падающих частей- да
прямо пропорционально квадрату веса падающих частей
3. Пластическая деформация металла путем воздействия на заготовку специализированного инструмента ограничивающего течение металла называется
прессование
волочение
ковка
штамповка- да
4. Объем металла добавляемого к поковке для упрощения ее формы называется...
допуском
напуском- да
дополнительным припуском
этот объем металла входит в припуск
5. Радиусы скругления предназначены...
для упрощения формы
для облегчения выемки заготовки
все ответы правильные
для улучшения заполнения полости штампа- да
6. Штамповочные уклоны предназначены...
для упрощения формы
для облегчения выемки заготовки- да
все ответы правильные
для улучшения заполнения полости штампа
ПРИЛОЖЕНИЕ 1
Таблица 1 Варианты заданий к расчетной части работы
|
|
|||||||||||||||||||||
Способ штамповки, оборудование |
закрыт. штамп, пресс |
открыт. штамп, молот |
закрыт. штамп, пресс |
открыт. штамп, молот |
закрыт. штамп, пресс |
открыт. штамп, молот |
открыт. штамп, молот |
закрыт. штамп, молот |
||||||||||||||
Д |
Н=40 |
d,мм |
45 |
50 |
60 |
65 |
70 |
80 |
85 |
90 |
||||||||||||
|
D,мм |
55 |
60 |
70 |
80 |
90 |
100 |
105 |
110 |
|||||||||||||
|
С |
Н=35 |
d,мм |
45 |
50 |
60 |
65 |
70 |
80 |
85 |
90 |
|||||||||||
|
D,мм |
55 |
60 |
70 |
80 |
90 |
100 |
105 |
110 |
|||||||||||||
|
В |
Н=30 |
d,мм |
45 |
50 |
60 |
65 |
70 |
80 |
85 |
90 |
|||||||||||
|
D,мм |
55 |
60 |
70 |
80 |
90 |
100 |
105 |
110 |
|||||||||||||
|
А |
Н=25 |
d,мм |
45 |
50 |
60 |
65 |
70 |
80 |
85 |
90 |
|||||||||||
|
D,мм |
55 |
60 |
70 |
80 |
90 |
100 |
105 |
110 |
|||||||||||||
|
Материал |
сталь 15 |
сталь 25 |
сталь 35 |
сталь 50 |
сталь 40ХС |
сталь 50Х |
сталь 40Х |
сталь 35ХМ |
|||||||||||||
|
№ Варианта |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||||||||||
ПРИЛОЖЕНИЕ 2

Рис. 2.6. Эскиз поковки при открытой штамповке.
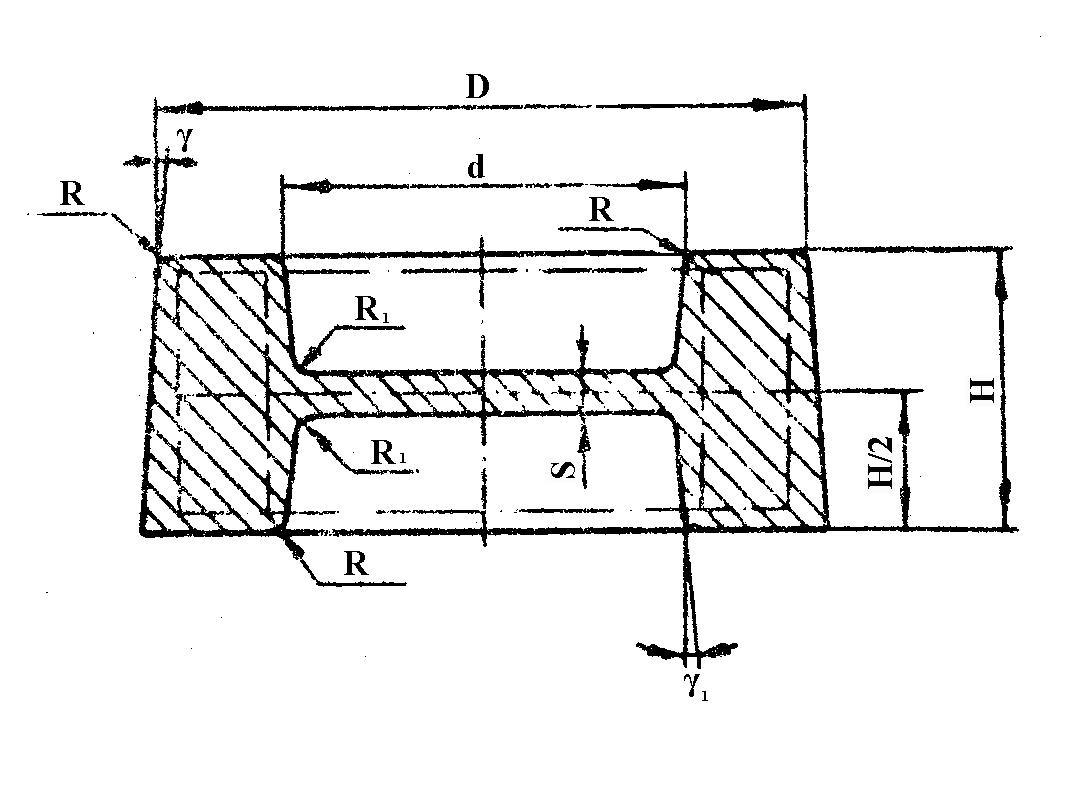
Рис. 2.7. Эскиз поковки при закрытой штамповке.
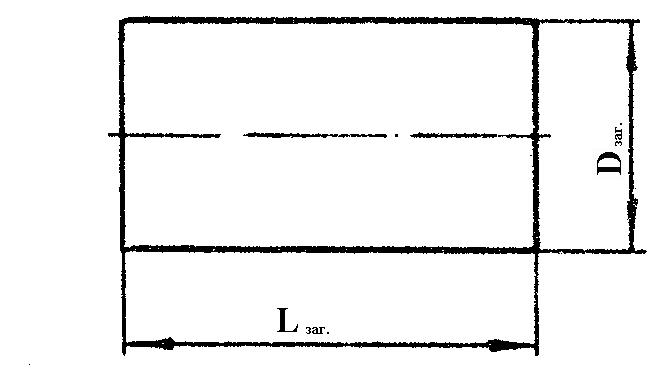
Рис. 2.8. Эскиз исходной заготовки.
ПРИЛОЖЕНИЕ 3
Министерство образования и науки Российской Федерации
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«КАЗАНСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
им. А.Н. ТУПОЛЕВА-КАИ»
____________________________________________________________________
Кафедра материаловедения, сварки и структурообразующих технологий
ОТЧЁТ
по лабораторной работе №
ГОРЯЧАЯ ОБЪЁМНАЯ ШТАМПОВКА
РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ И РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ ПРОЦЕССА
Выполнена студентом _______________________гр._________Вар. №
Цель работы:
1. Чертёж детали (М 1:1)
2. Материал:
3. Обоснование выбора плоскости разъёма штампа.
4. Определение ориентировочной массы поковки, ( кг).
Gпок. ≈ 1,25 Gдет.
Gдет.= ρ • Vдет.
5. Назначение припусков на механическую обработку и допусков на размеры поковок (мм).
Размер детали, мм |
Припуск, мм |
Допуск, мм |
Размер поковки, мм |
|
|
|
|
6. Обоснование выбора радиусов закруглений, штамповочных уклонов и намётки.
7. Выбор радиусов закругления, штамповочных уклонов и толщины перемычки
Масса поковки, кг |
внешние R, мм |
внутренние R1,мм |
|
|
|
Штамповочное оборудование |
внешний γ 0 |
внутренний γ1 0 |
|
|
|
Диаметр наметки отверстия, мм |
Толщина перемычки, S, мм |
|
|