

Формы матриц
В производстве применяют матрицы трех видов (рис. 4.5.): цилиндрическую (а), радиальную (б) и коническую (в).
При работе с цилиндрическими матрицами усилие прессования выше, чем при работе с коническими, а радиальные матрицы занимают промежуточное положение. Минимальное усилие прессования получается при применении конических матриц с углом β = 25 - 45º. Но увеличение угла β способствует запрессовке окалины, поэтому на практике применяют матрицы с углом β = 25 – 300. Увеличение высоты цилиндрического пояска матрицы увеличивает усилие прессования.
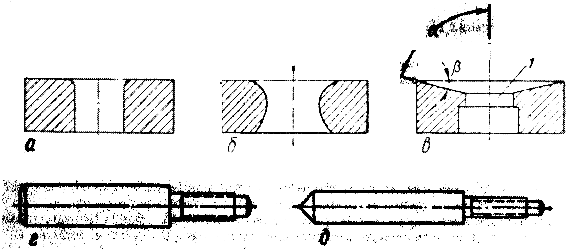
Рис. 4.5. Инструмент для прессования: а - цилиндрическая матрица; б - радиальная матрица; в - коническая матрица; г, д - иглы для прессования труб
При прессовании в матрицу с цилиндрическим отверстием в углах контейнера, вблизи матрицы образуются объемы, не участвующие в течении металла. Они служат тормозом, искажающим характер истечения при прессовании.
При прессовании алюминия и его сплавов, способных сильно прилипать к инструменту, цилиндрический поясок 1 (Рис. 4.5.в) делают невысоким (3-5 мм), а при прессовании меди и других сплавов при высокой температуре высоту пояска увеличивают иногда до 20-25 мм.
Матрицы, используемые для прессования тяжелых цветных металлов, изготавливают из наиболее стойкой стали типа ЗХВ8, а для прессования легких сплавов - из стали 4ХВС или 5ХВС.
На рис. 4.5 г, д показаны иглы, применяемые при прессовании труб. Длина пробки, выпрессовываемой из центральной части слитка остроконечной иглой (рис. 4.5.д), примерно в два раза меньше, чем при прессовании тупой иглой (рис. 4.5.г). Иглы диаметром до 40 мм изготовляются из стали ЗХВ8, а свыше 40 мм - из стали 4ХВС.
Усилие прессования
Максимальную силу давления гидравлического пресса Р, или тоннаж пресса, определяют умножением площади главного плунжера пресса F на давление воды р в его главном цилиндре с учетом потерь, на трение в конструкции пресса, которые учитывают коэффициентом 0,9:
Р = 0,9рF.
В гидравлических установках давление воды обычно берется р = 200 - 300 aтм. Усилие, необходимое для выдавливания металла из контейнера, называют усилием прессования Рпр. Его можно определить по показанию манометра, установленного на главном цилиндре пресса:
![]() или
или
![]()
где Р - номинальный тоннаж пресса в кг;
р - давление воды в сети в атм;
рv - давление воды в цилиндре по показанию манометра в момент прессования в aтм;
F - площадь главного плунжера в см2 .
Усилие прессования Рпр отнесенное к единице площади сечения полости контейнера F0 называют удельным давлением истечения σu:
![]()
Оно колеблется в пределах от 25 до 105 кг/мм2.
Для тяжело прессуемых сплавов выбирают контейнеры меньшего диаметра (у них σu больше).
Усилие прессования зависит от свойств металла, температуры слитка и инструмента, смазки, степени деформации, размеров слитка, скорости прессования, формы матрицы и т.п.
Такая сложная зависимость усилия прессования от различных условий затрудняет вывод точных расчетных формул. Наибольшее распространение получили следующие формулы С.И. Губкина для расчета удельного давления истечения:
- при прямом прессовании прутков:

- при прямом прессовании труб:

где σu- удельное давление истечения в кг/мм2;
σt - предел текучести при температуре прессования в кг/мм2;
α - угол между осью контейнера и раструбом матрицы (рис. 8в);
f - коэффициент трения в очаге деформации;
f´ - коэффициент трения в цилиндрической части матрицы и в контейнере (принимается в 3 - 3,5 раза меньше f);
l - длина цилиндрического пояска матрицы в мм;
d - диаметр отверстия в матрице в мм;
d1 - диаметр иглы в мм;
L - длина слитка в мм;
D0 - диаметр контейнера в мм;
F0 - площадь сечения контейнера в мм2;
∑F1 - площадь сечения всех отверстий матрицы в мм2.