

Пример №1 оформления задания
Рассчитать режимы ручной сварки стыкового шва соединения С7 без скоса кромок с зазором в нижнем положении. Толщина металла s=4 мм. По данным ГОСТ 5264-80 в = 2 мм, е=е1=9 мм, д,д1=1,5 мм. Электроды марки ОЗС-12,d = 4 мм, == 8,5 г/Ач.
Режимы сварки 1-го прохода
Режимы сварки 2-го прохода
Пример №2 оформления задания
Рассчитать режимы ручной сварки стыкового шва соединения С12 со скосом кромок в нижнем положении. Толщина металла s = 14 мм.
По данным ГОСТ
5264-80 в = 2; е = 19 мм; е1
= 10 мм; g =
g1 =
0,5 мм, С = 1 мм;
![]() = 250.
Электроды марки УОНИ-13/45,
= 9,0 г/Ач. Диаметр электрода для 1-го
прохода d = 4 мм, для последующих проходов
d = 5 мм, для подварочного шва d = 3 мм.
= 250.
Электроды марки УОНИ-13/45,
= 9,0 г/Ач. Диаметр электрода для 1-го
прохода d = 4 мм, для последующих проходов
d = 5 мм, для подварочного шва d = 3 мм.
Режимы сварки со стороны разделки
![]() Принимаем
Принимаем
![]() прохода.
прохода.
Уточненная площадь
![]()
Режимы сварки подварочного шва
где = 8 г/Ач, принят по нижнему пределу для малых токов.
Расчетная скорость
сварки превышает допускаемую по условиям
утомляемости сварщика в 1,63 раза. При
![]() = 15 м/ч (0,417 см/с) сварщик получит сварной
шов с большей выпуклостью, а именно:
= 15 м/ч (0,417 см/с) сварщик получит сварной
шов с большей выпуклостью, а именно:
![]()
![]() ,
то есть не более 1,5 мм по ГОСТ 5264-80.
,
то есть не более 1,5 мм по ГОСТ 5264-80.
Практическое занятие №7
ФОРМОВАНИЕ ПОРОШКОВЫХ МАТЕРИАЛЛОВ
В ПРЕССФОРМАХ
Цель работы: Приобрести навыки конструирования пресс-форм, используемых для изготовления деталей методом порошковой металлургии (МПМ). Провести расчетную оценку основных конструктивных элементов из условия выбора схемы прессования, марки материала пресс-форм и порошка.
Основы теории
Характеристика пресс-форм
Основными деталями пресс-форм являются матрица и пуансон (рис.7.1).
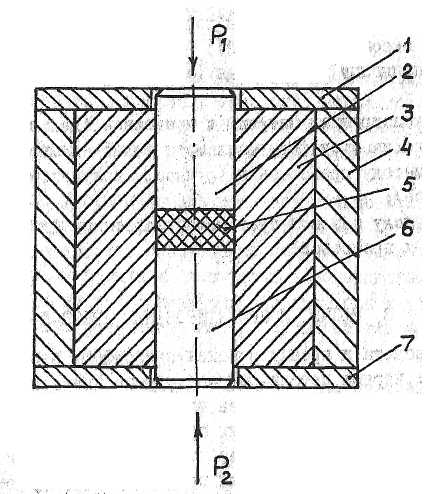
Рис.7.1. Схема пресс-формы: Р1 – усилие при прессовании верхним пуансоном; Р2- усилие при прессовании нижним пуансоном; 1– ограничительное верхнее кольцо, 2 – пуансон верхний, 3 – матрица, 4 – обойма, 5- прессовка,6 –пуансон нижний, 7 – ограничительное нижнее кольцо.
В комплект входят такие детали, как обойма, подставка, ограничительные кольца, пружины, направляющие колонки, выталкиватели и т.д. Матрица служит для получения наружной наружной боковой поверхности прессовки, пуансоны - для приложения нагрузки к порошку и формированию торцовых поверхностей прессовки.
При конструировании пресс-формы следует обеспечить равномерную плотность в объеме прессуемой детали, задание формы и размеры детали, простоту и надежность выпрессовки деталей из пресс-форм, заданное распределение пористости в отпрессованных изделиях, низкую стоимость пресс-форм.
Пресс-формы для прессования металлических порошков могут быть классифицированы по ряду признаков:
-эксплуатационным особенностям (стационарные и съемные);
-принципу заполнения порошком полости пресс-формы объемной и весовой дозировкой;
-принципу прессования (с одно- и двухсторонним прессованием);
-конструкции матрицы и пуансонов (цельные и составные);
-количеству формующих мест (одно- и многоместные);
-методу прессования (ручное, полуавтоматическое и автоматическое);
-числу слоев в прессуемой заготовке (для однослойных и многослойных прессовок).