

Проектирование технологии изготовления отливок и расчет литниково-питающих систем
Проектирование технологического процесса начинают с анализа технологичности конструкции детали, возможности и целесообразности ее изготовления тем или иным способом литья. На этом этапе изучают чертеж детали, технические условия, определяющие требования к показателям ее качества, а также особые условия производства.
При выборе технологического процесса изготовления отливок учитывают назначение и конструкцию изделия, серийность производства и марку сплава.
Технологический процесс изготовления отливки проектируют в определенной последовательности и в соответствии со стандартами ЕСКД и ЕСТД.
При проектировании технологического процесса литья необходимо:
- обеспечить рациональную технологичность конструкции литой детали в соответствии с ГОСТ 18831.73 и выполнить чертежи отливки и литейной формы по ГОСТ 2423.73;
- установить допуски на размеры, припуски на механическую обработку и назначить класс точности в соответствии ОСТ 1.41154-86;
- рационально спроектировать пресс-формы и стержневые ящики для изготовления моделей, стержней и литниковых систем;
- установить рациональную толщину стенок и величину сопряжения в различных сечениях отливки для обеспечения необходимой прочности конструкции и возможности заполнения формы металлом без образования дефектов металлургического происхождения;
- назначить конструктивные литейные уклоны;
- применять нормализованные литниковые питающие системы, характерные для существующего производства.
1. Проектирование чертежа отливки и литейной формы.
На рис.1.4 представлена литая деталь «корпус».

Рис.1.4. Литая деталь «корпус»
Исходным документом для разработки чертежа отливки является чертеж детали (рис.1.5).
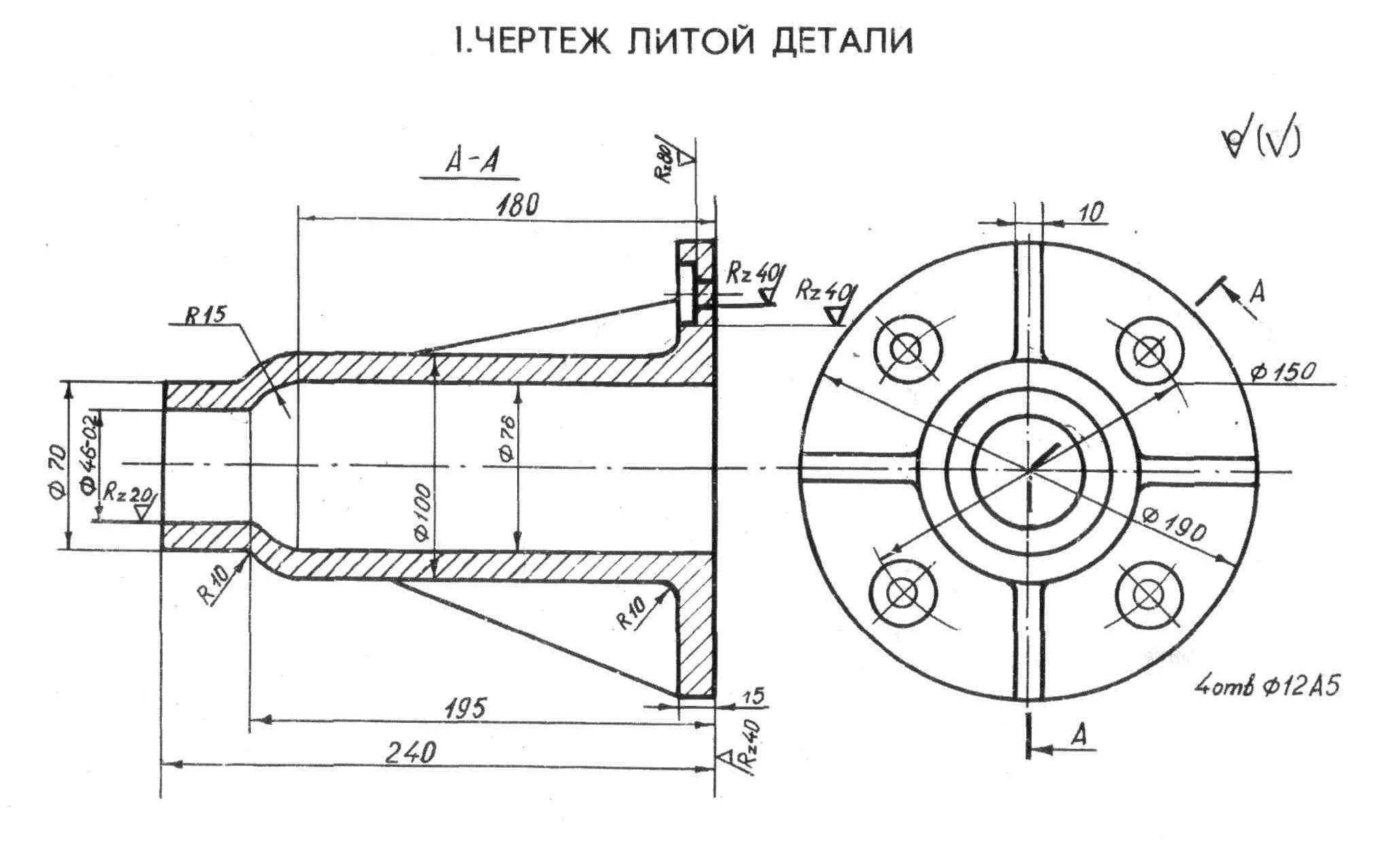
Рис. 1.5. Чертеж детали
На чертеже детали наносят модельно-литейные указания. Дополненный таким образом чертеж при единичном и мелкосерийном производстве представляет собой основной технологический документ. Он определяет все особенности технологического процесса и является основой для проектирования и изготовления модельного комплекта и выбора других приспособлений (опок, шаблонов и пр.). В массовом и крупносерийном производстве на все объекты модельной оснастки разрабатывают рабочие чертежи и технологию изготовления каждого объекта оснастки.
Вычерчивают чертеж (или эскиз) собранной формы со всеми размерами. Он должен давать представление о расположении стержней, литниковой системы, выпоров, прибылей.
При нанесении технологических указаний на чертеже детали определяют оптимальный разъем модели и формы, положение отливки в форме при заливке, последнее устанавливают в зависимости от конфигурапин отливки, вида формы, литниковой системы, требовании в отношении плотности металла, шероховатости поверхности и т.д.
1.1. Разработка эскиза отливки
При разработке эскиза отливки с литейно-модельными указаниями на эскиз детали условно наносят (рис.1.6): плоскость разъема модели и формы; припуски на механическую обработку; контуры стержня со стержневыми знаками; формовочные уклоны на вертикальных стенках.
Для получения плотной отливки в соответствии с принципом направленной кристаллизации ее наиболее массивные узлы располагают при заливке сверху, ответственные поверхности отливки следует располагать внизу или вертикально.
Положение отливки в форме при заливке указывается стрелками и буквами В (верх) и Н (низ). Разъем модели и формы указывают на всех проекциях буквами РМФ.
При определении разъема модели и формы выбирают такой вариант, который обеспечивает наименьшую трудоемкость изготовления модельной оснастки и формы, беспрепятственное удаление модели из формы, повышение размерной точности отливки и уменьшение затрат на очистку и ее дальнейшую обработку.
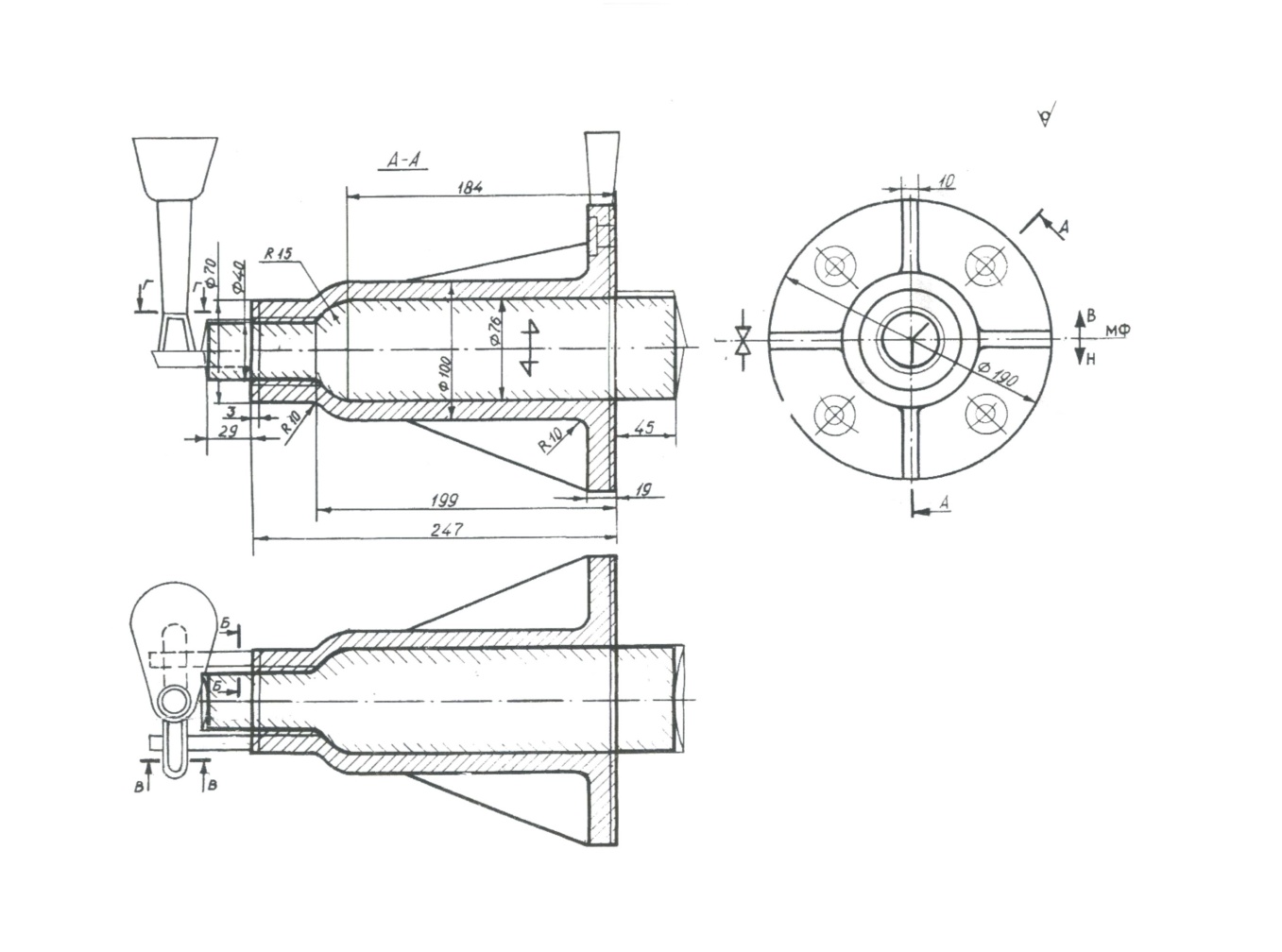
Рис.1.6. Чертеж отливки