

14. Выводы по работе.
Дата выполнения работы:
_______________________ Подпись
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №4
Расчет усилия прессования
Процесс прессования состоит в выдавливании металла заготовки через отверстие в матрице. В результате прессования получают прутки, профили, трубы и толстую проволоку. Прессование можно вести по прямому и обратному методу.
Цель работы: Ознакомиться с методами прямого и обратного прессования, произвести расчеты основных параметров процесса прессования изделий в виде труб и прутков.
Основы теории Прессование по прямому и обратному способу
 Прямое
прессование является основным методом
прессования. При этом направление
течения металла совпадает с направлением
движения пуансона. Схема процесса
показана на рис. 4.1а.
Прямое
прессование является основным методом
прессования. При этом направление
течения металла совпадает с направлением
движения пуансона. Схема процесса
показана на рис. 4.1а.
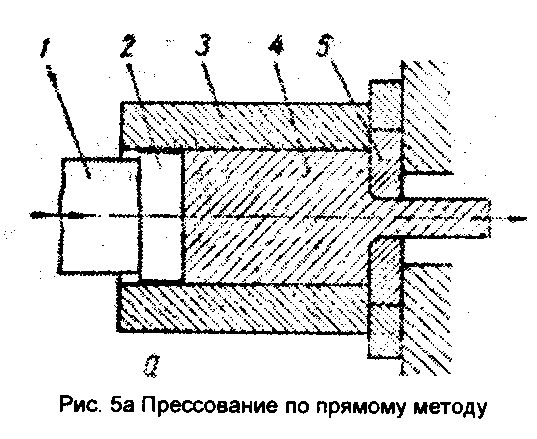
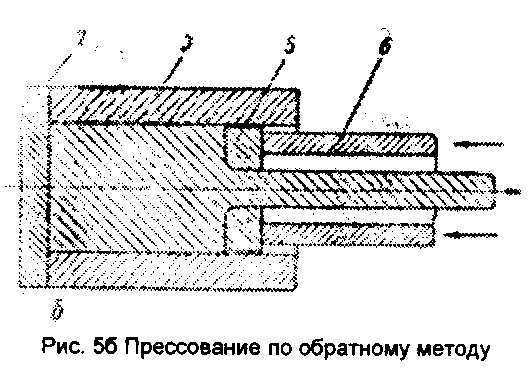
Рис.4.1. Прессование по прямому (а) и обратному методу(б).
Нагретый слиток или заготовка 4 заключен в цилиндрический металлоприемник (контейнер) 3, закрываемый матрицей 5, имеющей отверстие (очко). С другого конца в приемник вставлена пресс-шайба 2, передающая давление пуансона 1. Металл под давлением пресса заполняет полость приемника и затем, не имея другого выхода, кроме отверстия в матрице, выдавливается из последнего в виде длинного прутка.
Выдавить из приемника весь металл не удается. В конце прессования металл слитка немного остывает; при уменьшении толщины остатка металла трение значительно возрастает, что затрудняет процесс прессования.
Оставшаяся часть слитка (пресс-остаток) содержит в основном некачественный металл (усадочную раковину, окисленный и загрязненный металл прибыльной части слитка, пресс-утяжку - расслоение). Пресс-остаток отделяется от стержня дисковой пилой, специальными ножницами или прошивнями. Величина пресс остатка колеблется в пределах 4-25%. Прутки диаметром более 25 мм и трубы прессуют через одно очко, а более тонкие прутки и проволоку - через несколько (от 2 до 12).
При изготовлении прутков из некоторых сплавов применяют метод прессования с рубашкой. При этом пресс-шайба имеет диаметр несколько меньше диаметра контейнера. Поверхностные слои металла срезаются пресс-шайбой в виде дельного стакана и вместе с пресс-остатком остаются в контейнере. Поверхностные дефекты слитка и окислы, образовавшиеся при нагреве, остаются в рубашке и не попадают в изделие. Прессование с рубашкой особенно важно при обратном прессовании.
Обратное прессование было предложено в 1924 г. Оно устраняет трение металла о стенки металлоприемника и снижает в связи с этим потребную мощность оборудования на 25-40%. При этом методе не металл слитка движется к матрице, а, наоборот, матрица 5 (рис.4.1,б), прикрепленная к концу полого пуансона 6, надвигается на слиток. В этом случае нагретый металл, вытекая через отверстие в матрице, не скользит по стенкам контейнера (трение происходит только у поверхности матрицы и в очке). Матрица одновременно выполняет роль пресс-шайбы. Металлоприемник 3 запирается упорной шайбой 7.
Разновидностью этого способа является процесс, когда контейнер вместе со слитком движется на неподвижный полый пуансон. Обратный метод применяется только при прессовании прутков большого диаметра.