

43Сварка и антикоррозионная защита стальных элементов в железобетонных стыках
От качества заделки монтажных стыков железобетонных конструкций зависят прочность конструкций, их пространственная жестокость и устойчивость сооружения.
Заделка стыка состоит из следующих процессов: сварки и защиты закладных деталей от коррозии, замоноличивания стыков раствором или бетонной смесью, герметизации стыков (преимущественно для стеновых панелей). Трудоемкость заделки стыков 75...80 % общей трудоемкости монтажа плит перекрытий и стеновых панелей.
Сварка
арматурных выпусков и закладных деталей.
К сварке закладных деталей и выпусков
арматуры стыковых соединений приступают
после проверки правильности их
расположения и тщательной очистки от
грязи, ржавчины, льда. Выпуски арматурных
стержней в стыках и узлах сборных
железобетонных конструкций сваривают
в зависимости от диаметра арматуры
внахлестку или с накладками для стержней
диаметром 8...20 мм, для стержней диаметром
более 20 мм применяют преимущественно
полуавтоматическую ванную сварку на
постоянном токе (рис. XI. 49).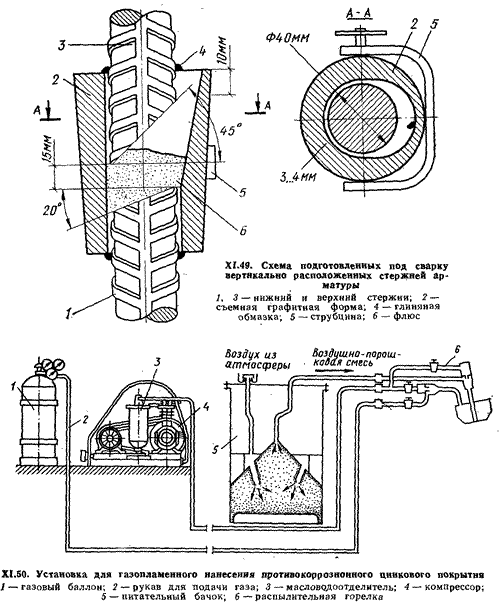
Поверхность сварных соединений должна быть гладкой, мелкочешуйчатой, не должна иметь подрезов, недоваров, пор и других видимых дефектов. Сварщик, ведущий сварку, ставит клеймо на заваренные им стыки и заносит данные о выполнении сварочных работ в журнал.
В зависимости от типа соединения качество шва проверяют путем осмотра, сверления и травления кислотой дефектных участков швов с целью устранения непровара корня шва. Внутренние дефекты шва могут быть обнаружены с помощью ультразвуковой или гамма-дефектоскопии.
Для обеспечения надежности стыковых соединений необходимо защищать металлические части сопряжений от коррозии. В стыковых соединениях разрушение металла от коррозии происходят в основном в результате электрохимической реакции. При наличии в бетоне стыка трещин коррозия металла протекает интенсивнее, чем на открытом воздухе, и поражает в год до 0,2 мм тела металла. При этом продукты коррозии стали увеличиваются в объеме и создают дополнительные напряжения, разрушающие бетон.
Одним из основных методов защиты от коррозии закладных деталей и сварных соединений является цинковое покрытие.
Металл от коррозии защищают электрохимическим способом, заключающимся в том, что на поверхность металла наносят покрытие из расплавленного металла, например цинка, который имеет более отрицательньый потенциал, чем сталь.
В условиях строительной площадки противокоррозионные покрытия наносят с помощью передвижной установки (рис. XI. 50). Для лучшего сцепления покрытия с основанием сварные швы и закладные детали пропревают пламенем газовой горелки до 200...300°С. Необходимое качество покрытия (толщина 0,1..1,5 мм) достигается за 2...3 прохода по одному месту.
Одним из перспективных направлений уменьшения трудоемкости заделки стыков и повышения надежности узлов сопряжений колонн многоэтажных зданий является применение бессварных клеевых стыков. При этом следует иметь в виду, что при устройстве обычных стыков на сварке, в бетоне появляются трещины, вызванные сварочными напряжениями, а трудоемкость заделки таких стыков составляет 40...80 % общих трудовых затрат по монтажу каркасных конструкций.
За последние годы в практику отечественного и зарубежного строительства начали внедрять различные типы бессварных стыков (рис. XI. 51), из которых наиболее технологичны сотовые стыки. В таких стыках арматурные выпуски монтируемых элементов колонн заводят с помощью специальных кондукторов в гнезда, имеющиеся в торцах ранее установленных колонн.
В качестве склеивающего материала, которым заполняют гнезда и покрывают торцы колонн, используют полимеррастворы на эпоксидной смоле, коллоидно-цементный или другие клеи.
Как показали исследования НИИЖБ, эпоксидный полимерный раствор снижает трудоемкость выполнения стыка примерно в 5 раз, а быстрый набор прочности швов стыка позволяет свести к минимуму технологические перерывы при монтаже каркасных конструкций. В целом применение бессварных клеевых соединений при возведении многоэтажных каркасных зданий дает возможность снизить себестоимость монтажа на 10...12%.
Замоноличивание стыков производят песчаной бетонной смесью или бетонной смесью (марки М300), заполнителем в которой служит щебень с крупностью фракций до 20 мм. При большом объеме стыка (например, стык между колонной и стаканом фундамента или колонной и капителью безбалочного перекрытия) применяют обычные бетонные смеси.