

Технологические средства, используемые для штамповки пластин роторов и статоров
Штамповку пластин производят на кривошипных прессах. Вырубка пластин по всему контуру за один ход пресса осуществляется применением штампов совмещенного действия. Такие штампы при весьма тщательной доводке могут обеспечить получение размеров пластин, соответствующих второму классу точности.
Для штамповки пластин рекомендуется выделять наиболее точные прессы, которые должны использоваться исключительно при изготовлении прецизионных деталей. Эти прессы доводят до требуемой точности. Основные показатели точности доведенного пресса заносят в паспорт и подвергают периодической перепроверке. Соблюдение указанных норм точности в значительной степени увеличивает срок службы штампов.
Требования к прессам для штамповки пластин
Прессы должны удовлетворять следующим требованиям:
а) параллельность между рабочими плоскостями верхней и нижней плит должна находиться в пределах 0,01 мм;
б) перпендикулярность направляющих подвижной траверзы относительно основания на длине хода 100 мм не должна превышать 0,01;
в) люфт подвижной траверзы должен быть не более 0,0'2 мм;
г) ротор электромотора пресса должен быть отбалансирован;
д) вибрации пресса не должно быть.
Особенности конструкции штампа для штамповки пластин статоров и роторов и точность пластин
На рис. приведена конструкция штампа, которая может рекомендоваться как типовая для вырубки роторных и статорных пластин.
Сменные
детали штампа, профилирующие контур
пластины, монтируют в постоянном блоке,
основаниями которого являются две
массивные плиты, обеспечивающие
необходимую жесткость штампа. Плиты
изготовляют из листовой стали 50 толщиной
60 мм и закаливают до твердости HRC
35—40.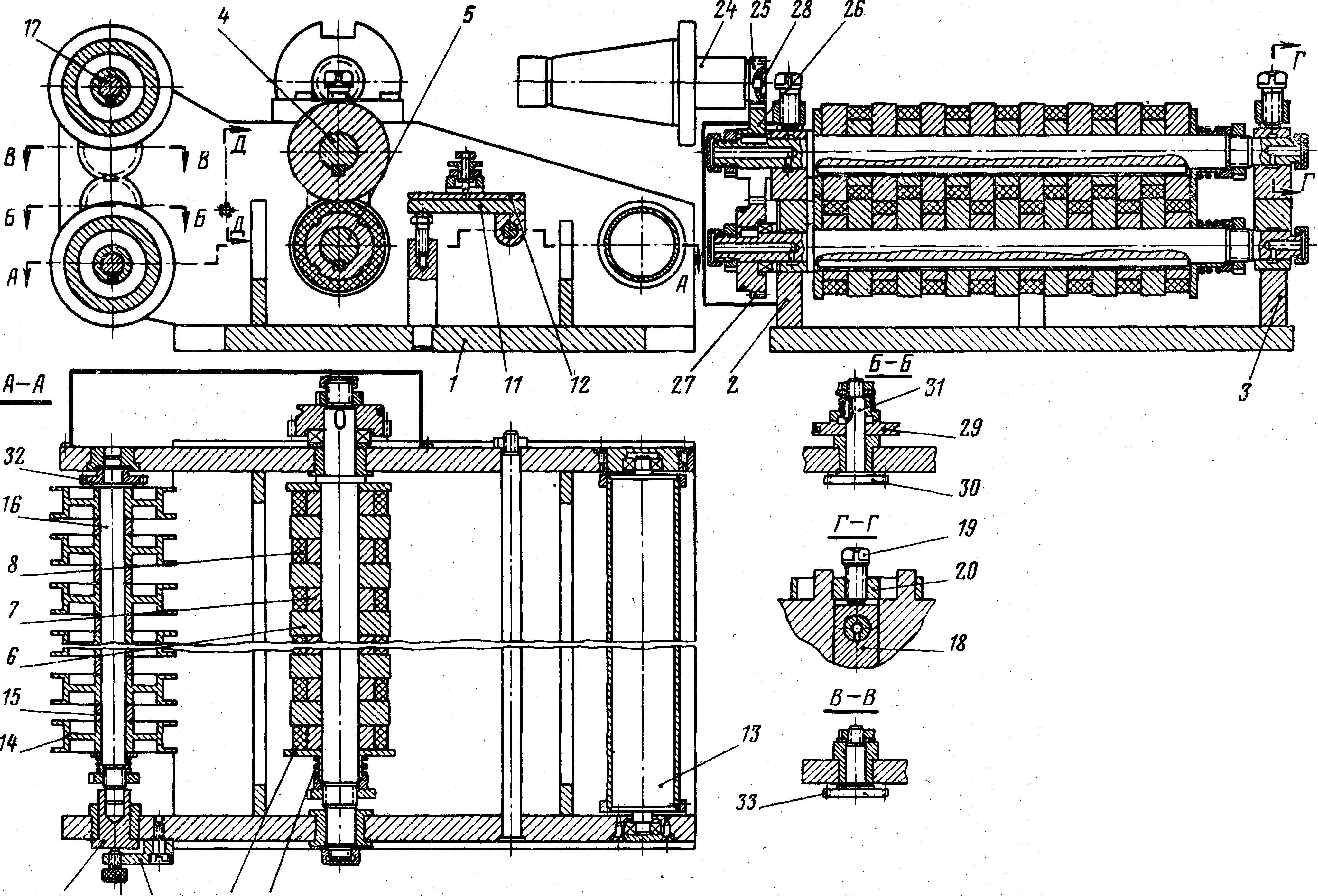 ид
приспособления для резки полос: 1—
основание: 2, 3 — стенки; 4, 5 - валы; 6 —
ножи; 7 —распорные ролики; 5— кольца;
9 — пружина; 10 — фланец; 11 - плита; 12
— накладка; 13 — поддерживающий
барабан;14 —приемные барабаны; 15 —
распорные втулки; 16, 17 — валы; 18 -сухари;19—
винты; 20—планки; 21 — винт; 22 —планка;
23 — тулка; 24 —оправка; 25, 26, 27 - зубчатые
колеса; 28 — винт; 29 —шкив; 30 — шестерня;
31 - валик; 32, 33 - зубчатые колёса
ид
приспособления для резки полос: 1—
основание: 2, 3 — стенки; 4, 5 - валы; 6 —
ножи; 7 —распорные ролики; 5— кольца;
9 — пружина; 10 — фланец; 11 - плита; 12
— накладка; 13 — поддерживающий
барабан;14 —приемные барабаны; 15 —
распорные втулки; 16, 17 — валы; 18 -сухари;19—
винты; 20—планки; 21 — винт; 22 —планка;
23 — тулка; 24 —оправка; 25, 26, 27 - зубчатые
колеса; 28 — винт; 29 —шкив; 30 — шестерня;
31 - валик; 32, 33 - зубчатые колёса
Виды и особенности направляющих элементов штампов для штамповки статорных и роторных пластин
Перемещение верхней части штампа осуществляется через промежуточные втулки по трем направляющим колонкам. Диаметры рабочих поверхностей колонок значительно увеличены по сравнению с размерами колонок обычных штампов. Колонки и втулки изготовляются из легированной стали 35ХМЮА с последующим азотированием, что повышает их износоустойчивость.
Сопрягаемые поверхности колонок притирают по втулкам для обеспечения тугой посадки и высокой степени чистоты Ra=0,016 мкм по ГОСТу 2789—59.