

Технология крышек гиромоторов: эскиз крышки, требования к её точности, материал
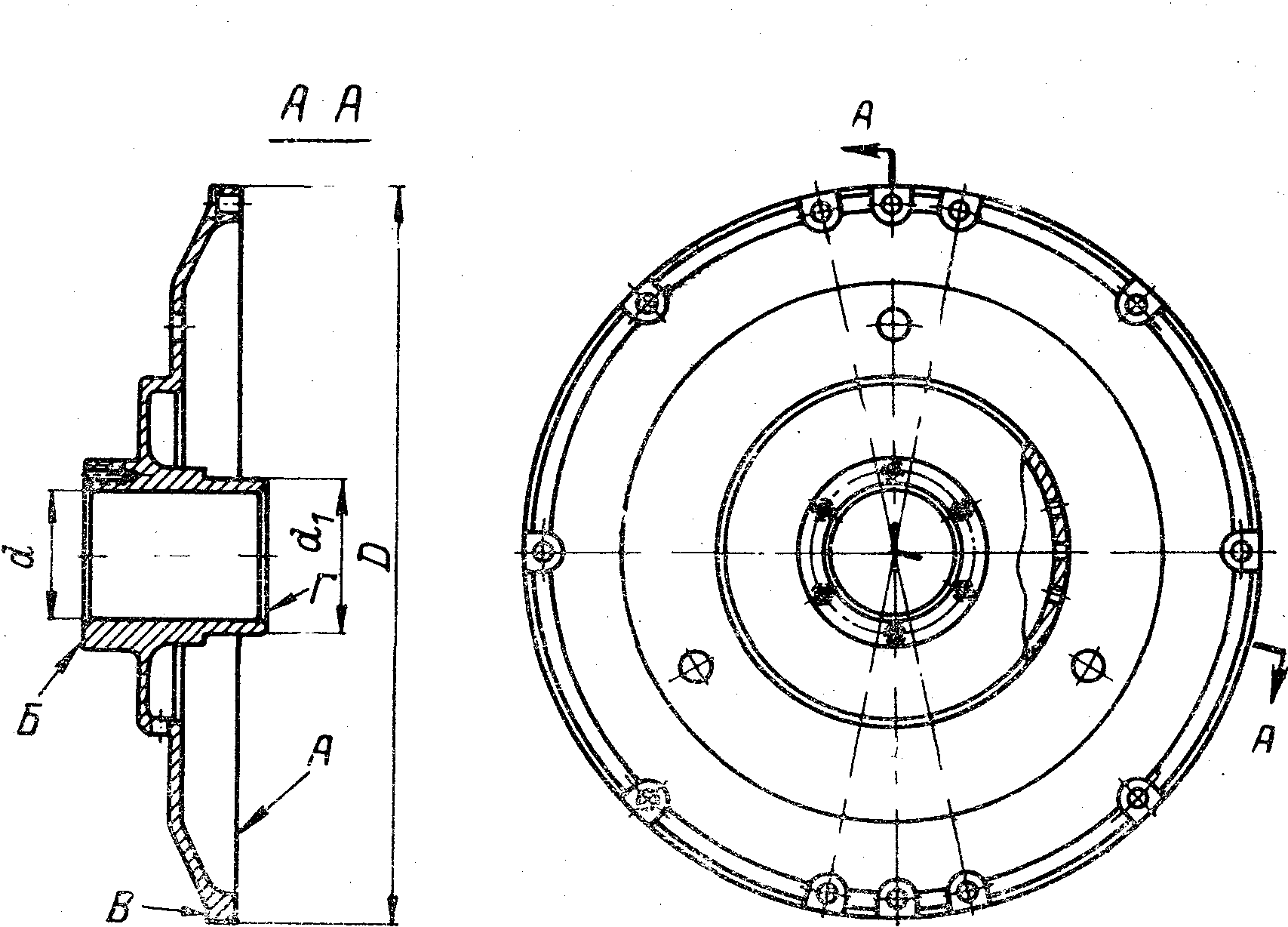
Крышка гиромотора
К крышкам предъявляют высокие требования по точности, например, эксцентриситет отверстия под шарикоподшипник относительно фиксирующего диаметра крышки не должен превышать 0,005 мм, а перпендикулярность базовых торцов должна находиться в пределах 0,004—0,005 мм
Важная задача в производстве крышек—сохранить полученные точности в процессе дальнейшей обработки, хранения и эксплуатации в гиромоторе. Эта задача решается благодаря правильному подбору материала для их изготовления, его термической обработке, а также созданию необходимых условий транспортирования крышек в специальной таре.
В течение времени наиболее стабильны по размерам остаются крышки, изготовленные из углеродистой стали 35 и алюминиевого сплава В95.
Технология крышек гиромоторов: виды заготовок, требования к ним.
Заготовки крышек обычных гиромоторов в индивидуальном производстве отрезают из проката различных черных и цветных металлов. В серийном производстве используют поковки. Заготовки крышек вакуумных или заполняемых инертными газами гиромоторов получают из проката алюминиевого сплава В95 или ковкой стали 35, благодаря чему создается лучшая вакуумплотность (также, в течение времени наиболее стабильны по размерам остаются крышки, изготовленные из данных материалов).
3. Технология крышек гиромоторов: подготовка заготовок к механообработке
Заготовки крышек - поковки или заготовки, полученные из проката, подвергают обдирке на токарных станках, а затем термической обработке—улучшению. Улучшение (закалка с последующим высокотемпературным отпуском) применяют для заготовок прецизионных крышек с целью стабилизации структуры, повышения механических свойств и улучшения обрабатываемости резанием. В процессе выполнения этой операции заготовки нагревают в камерных электропечах до температуры 840—860°С, а затем охлаждают в воде. Отпуск деталей осуществляют при температуре 500…550° С (до HRC 26—32). Термически обработанные заготовки очищают от окалины металлическим песком на специальной установке. Для очистки заготовок применяют металлический песок, состоящий из 50% смеси стального порошка с размером частиц 0,5 мм и чугунного порошка с размером частиц 0,3 мм. Детали очищают струей металлического песка, выбрасываемого инжектором. В процессе работы песок непрерывно циркулирует и периодически обновляется. Далее идёт механическая обработка: токарная получистовая.
Технология крышек гиромоторов: для чего применяют металлическую дробь, особенности её использования?
Металлическую дробь применяют для очистки заготовки от окалины. Делается это на специальной установке.
Установка представляет собой контейнер, в нижней части которого закреплена труба с краном. Эта труба подсоединена в верхней части контейнера к наклонному патрубку инжектора. Ко второму патрубку инжектора подсоединяется труба воз-
душной сети под давлением 4,5—6. атм. Для удаления из контейнера мельчайшей пыли к его внутренней камере подведена вентиляционная вытяжка.
Для очистки заготовок применяют металлический песок, состоящий из 50% смеси стального порошка с размером частиц 0,5 мм и чугунного порошка с размером частиц 0,3 мм. Детали очищают струей металлического песка, выбрасываемого инжектором. В процессе работы песок непрерывно циркулирует и периодически обновляется.
5. Технология крышек гиромоторов: какие элементы конструкции являются технологическими базами при обработке точных поверхностей
При обработке точных поверхностей используют две технологиче-
ские базы: наружная поверхность крышки, обточенная по 6-му квалитету точности, и центральное отверстие
Технология крышек гиромоторов: как базируют крышку при обработке центрального отверстия?
Крышку устанавливают наружной поверхностью диаметром D в посадочное гнездо оправки и гайкой поджимают к торцу А.

Шлифовальная оправка: 1 — оправка; 2 — гайка
Технология крышек гиромоторов: как базируют крышку при базировании наружного диаметра?
Обтачивание наружной поверхности диаметра D осуществляют в патроне, имеющем сырые кулачки, а шлифование осуществляют на обычной оправке с установкой ее в центрах круглошлифовального станка
Технология крышек гиромоторов: точность и качество резьбы, требования к инструменту.
. Резьба должна быть 6-го квалитета точности с шероховатостью Ra2.5. Неперпендикулярность оси резьбового отверстия к торцу крышки не должна превышать 0,3 мм (при длине вылета контрольной оправки 50 мм).
В качестве инструмента для нарезания резьбы используют метчики со шлифованным профилем (шероховатость поверхности резьбы Ra0.32 мкм, передней грани Ra0,16мкм), имеющие конусность рабочей части 0,03—0,04 мм на длине 25 мм, а биение по заборному конусу и калибрующей части, — не превышающие 0,01—0,02 мм. Метчик, установленный в патроне, не должен иметь биения, а его ось должна совпадать с осью нарезаемого отверстия (поэтому необходимо обеспечивать возможность детали самоустанавливаться)