

Технология изготовления кожухов: назначение, основные элементы конструкции и основные операции изготовления кожуха.
Кожухи применяют для герметизации внутренней полости гиромотора. Их устанавливают в корпусе гиромотора и приваривают к нему на импульсной электроннолучевой сварочной машине. К кожухам приваривают стаканы для отвода тепла от опорных частей гиромотора и гермовводы, которые служат для передачи тока от штепсельного разъема к статору. В отдельных конструкциях кожухов монтируют медную трубку (штенгель), через которую откачивают воздух из внутренней полости гиромотора. Для удобства регулирования осевого люфта ротора гиромотора, один из кожухов изготовляют составным.
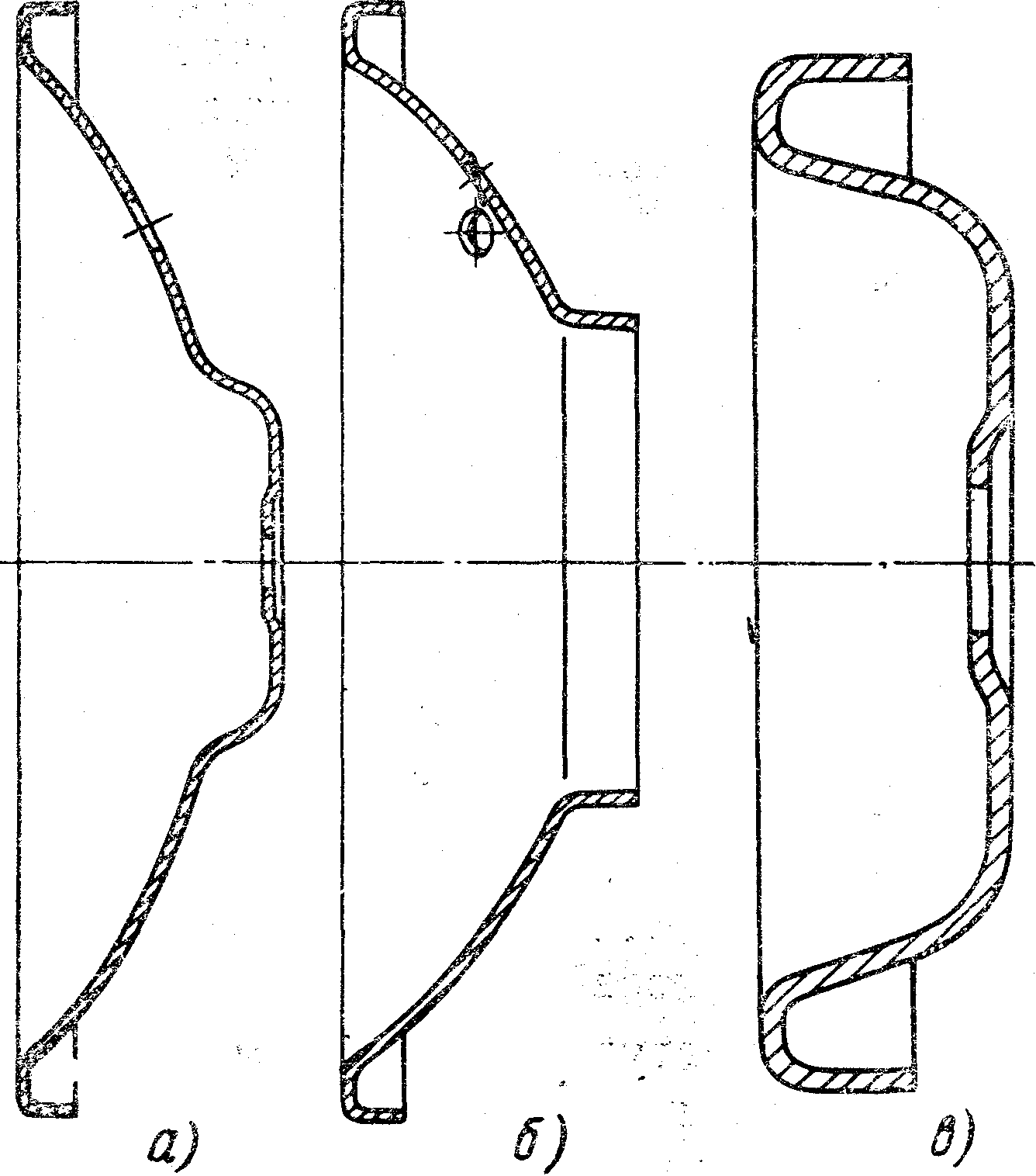
Типы кожухов: а —кожух со сферической поверхностью и лункой;
б — кожух с отбортовкой; в — кожух без сферической поверхности с лункой
Основные операции изготовления:
Резка ленты на полосы
Покрытие лент меловой смазкой
Штамповка
Обтачивание резцом
Промывание
Подрезание
Снова промывание
Проверка на вакуумплотность
Слесарно-сверлильная обработка
Технология изготовления кожухов: требования к конструкции кожуха, смазки, их состав, приготовление их.
К материалу для кожу-
хов предъявляют высокие требования. До начала производства материал тщательно проверяют, нет ли на нем царапин, вмятин, темных (коррозионных) пятен. Во избежание появления очагов
коррозии в процессе работы категорически воспрещается брать ленту незащищенными руками, все этапы технологического процесса должны выполняться в белых хлопчатобумажных перчатках.. Межоперационное транспортирование кожухов должно осуществляться в эксикаторах или в особой таре. После выполнения каждой операции кожух завертывают в ингибированную бумагу.
Перед штамповкой полосы покрывают меловой смазкой, включающей следующие вещества:
мел (ГОСТ 4530—66) …..………………45 весовых частей
веретенное масло (ГОСТ 1707-51) 33 то же
ализариновое масло (ГОСТ 6990—54) 1,5 «
рыбий жир (ГОСТ 1304—60). . 1,3 «
олеиновая кислота (техническая марка А (ГОСТ 7580—55) 5,5
едкий натрий (ГОСТ 2663-47) 0,7 «
Все компоненты смешивают в определенной последовательности в дистиллированной воде, непрерывно перемешивая их до получения однородной сметанообразной массы, не имеющей видимых механических примесей и комков.
Технология изготовления кожухов: основные формообразующие операции и инструменты
Смазанная полоса поступает на штамповочную операцию, выполняемую с помощью. В этой операции заготовку кожуха вырубает пуансон, при дальнейшем опускании которого она предварительно вытягивается по контуру нижнего пуансона.
Заготовку снимают с нижнего пуансона выталкивателем, действующим от упругого (резинового) буфера через шпильки. В тех случаях, когда заготовка заклинивается на верхнем пуансоне, снятие ее производят выталкивателем. Фиксация заготовки в штампе выполняется по упорным штифтам, закрепленным в матрице.
Наружный контур полученной заготовки обтачивают резцом на токарном станке с использованием оправки. Обрабатываемую заготовку устанавливают в гнез-
до корпуса, закрепляемого конусной частью в шпинделе станка.
Зажим детали обеспечивает шайба, действующая от вращающегося центра задней бабки станка.
Окончательное оформление кожуха производится в , который также состоит из блока, смонтированного на двух колонках. Перед этой операцией заготовку снова покрывают меловой смазкой.
Положение заготовки в штампе фиксирует прижим. Окончательное формирование контура кожуха осуществляет пуансон и матрица. Съем кожуха с матрицы обеспечивает прижим, действующий от буфера через шпильки, а съем пуансона — выталкиватель.
Подрезание торца кожуха до размера, указанного в чертеже, выполняют на токарном станке при установке детали в корпусе оправки. Базирование кожуха осуществляют по наружной цилиндрической поверхности. Зажим детали производят вращающимся центром станка через шайбу.
Технология изготовления кожухов: назначение отверстий в кожухе и способ их получения.
Отверстия сверлят под входящие в кожух детали, например, штенгель (медную трубку, через которую откачивают воздух из внутренней полости гиромотора), стакан, винт. При сверлении отверстий используют кондуктор, на нижней плите которого устанавливают кожух. Верхнюю крышку с запрессованными втулками накладывают на плиту с фиксацией по контуру кожуха. Для сверления бокового отверстия под штенгель применяют подставку.
Технология изготовления кожухов: представьте последовательность штамповочных операций при изготовлении кожуха
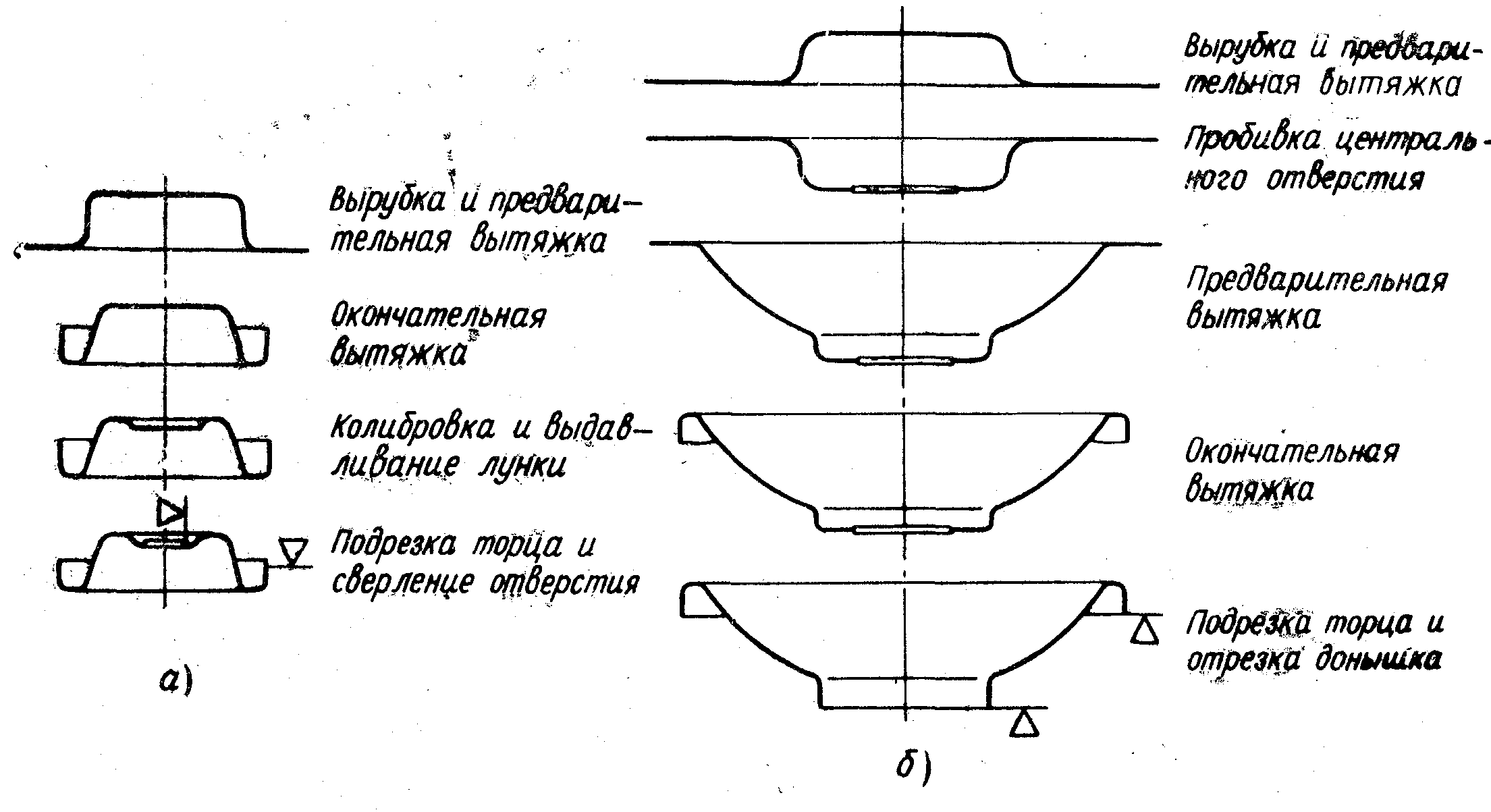
Схемы обработки кожухов:
а — кожуха без сферической поверхности с отбортовкой и лункой;
б — кожуха с отбортовкой
1.Сборка кожуха: детали, входящие в состав кожуха, способ их крепления в кожухе, схема крепления штенгеля..
До передачи кожухов на общую сборку приборов их собирают в узлы вместе с входящими деталями, например, штенгелем, стаканом и винтом.
Все эти детали устанавливают плотно в отверстиях кожуха и развальцовывают. Способы развальцовки деталей различны. Медный штенгель, установленный в кожухе до упора, развальцовывают на вибрационном прессе.
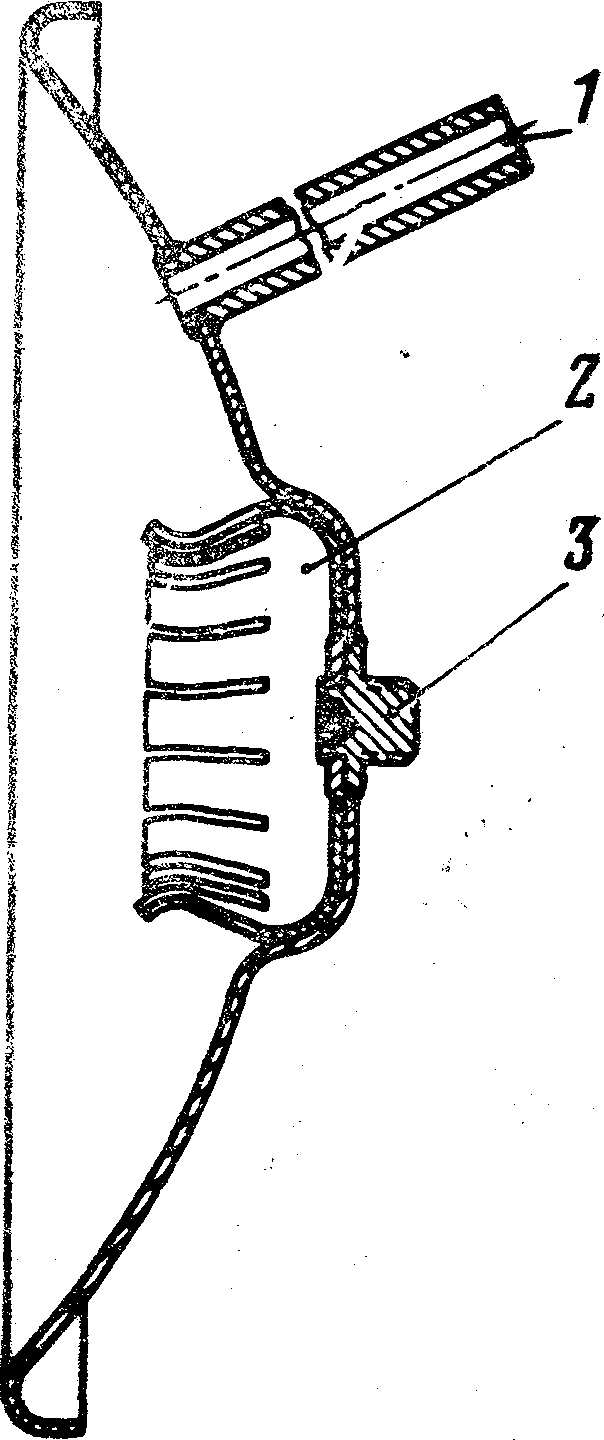
кожуха (в сборе):
1 — штенгель; 2 — стакан; 3 — винт
2. Сборка кожуха: особенность кинематики работы инструмента для крепления штенгеля (схема), используемое оборудование.
Медный штенгель, установленный в кожухе до упора развальцовывают на вибрационном прессе.
Вот схема (кинематическая):

1 — электродвигатель; 2 - зубчатое колесо; 3 — диск; 4—подвижной ролик, 5 — шарик; 6 —- шток; 7 — пружина, 8, 9 —гайки; 10 — развальцовочный пуансон; 11 — винт; 12— червячная пара; 13 — зубчатая передача; 14 — столик; 15. 16 - трибки
Сборка кожуха: схема установки и базирования при сборке штенгеля с кожухом.
1
— цанга; 2 — гайка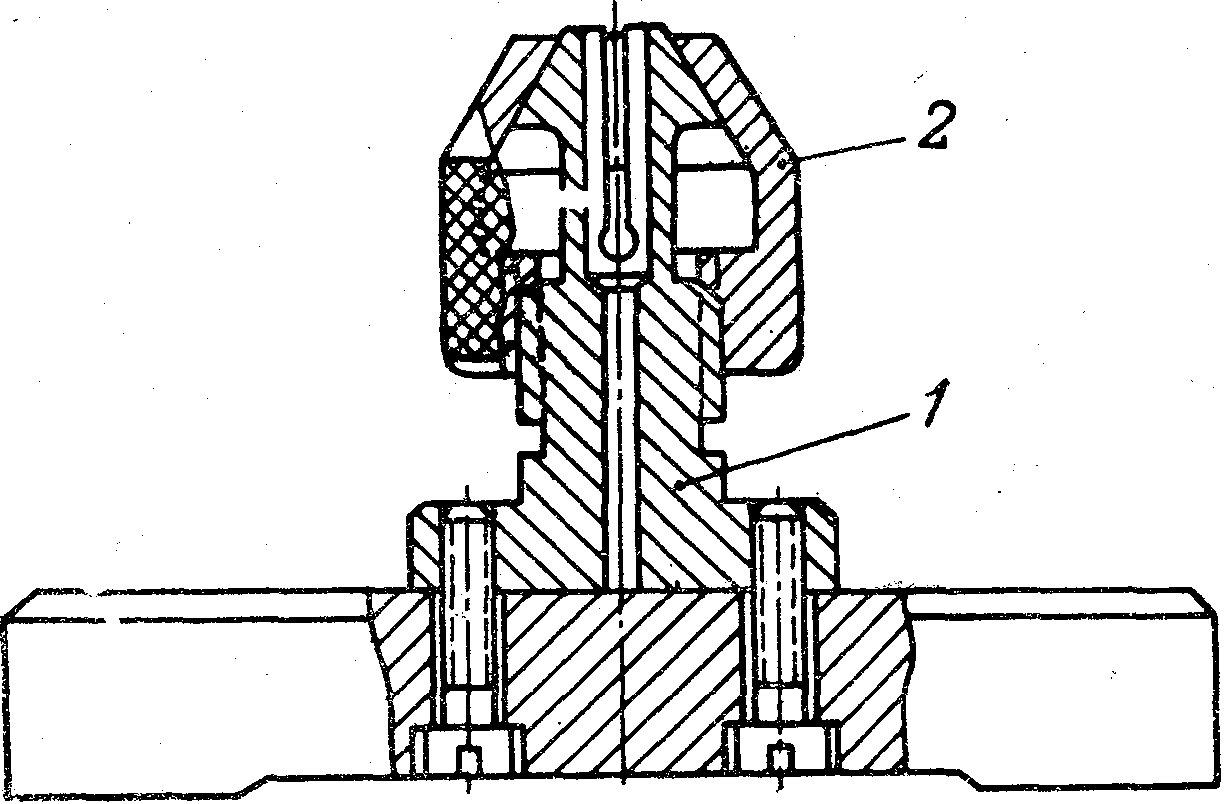
Приспособление для закрепления кожуха и штенгеля на столе вибро-
развальцовочного пресса, штенгель устанавливается в цанге приспособления и закрепляется гайкой.
Сборка кожуха: для чего используют пайку при сборке кожуха, какие элементы паяют, требования к качеству пайки.
Пайку применяют для обеспечения вакуум-плотности. Паяют места сопряжения деталей.
Шов проверяют посредством лупы с четырехкратным увеличением.
Требования к качеству пайки: шов не должен иметь пор, трещин, подрезов, непропая.
Сборка кожуха: материалы, используемые при пайке.
Внутренние стыковые поверхности узла паяют в восстановительной среде водорода, что предотвращает появление окислов при пайке. Детали, входящие в узел, подвергают перед пайкой различной подготовительной обработке. Например, медный штенгель, с целью обеспечения надежного спая, подвергают травлению в химической смеси серной и азотной кислот с тремя процентами поваренной соли.
Места сопряжения деталей облуживают припоем ЛТИ-120, содержащим 3,0—3,5% серебра и 97,0—96,5% олова, с применением в качестве флюса насыщенного водного раствора хлористого цинка (75%) и хлористого аммония (25%). Лужение производят электропаяльником с использованием нашатыря, остатки которого удаляют вначале тампонами, смоченными спиртом, а затем флюсом.