

Технология крышек гиромоторов: контроль качества резьбы
Проверка резьбы по точности выполняется обычными резьбовыми калибрами. Контроль перпендикулярности оси отверстия к торцу крышки осуществляется посредством оправки и угольника. С этой целью для каждого размера резьбы изготовляют комплект оправок, состоящий из трех штук. Оправка представляет собой шлифованный цилиндрический стержень, имеющий
длину 50 мм и конусность, не превышающую 0,02 мм.
Контрольные резьбовые оправки изготовляют комплектно. Средний диаметр резьбовой части каждой оправки изготовляют из расчета равномерной разбивки поля допуска среднего диаметра резьбы нарезаемого отверстия на количество оправок, входящих в комплект.
Перед выполнением контрольной операции подбирают оправку так, чтобы она плотно (без качки) ввертывалась в проверяемое отверстие. Затем к цилиндрической части оправки прикладывают угольник и по щупу определяют зазор. Угол α, характеризующий неперпендикулярность, определяют по формуле α= arctg (a/l ) где α —размер щупа; l-длина оправки.
Для контроля шероховатости резьбовой поверхности необходимо изготовлять детали — «свидетели». Эти детали изготовляют из той же партии материала, что и крышки. Резьбу в деталях—«свидетелях» нарезают при тех же условиях, что и в крышках, т.е. одним инструментом при неизменности оборудования, режимов обработки, смазки. Далее детали—«свидетели» разрезают (или фрезеруют) по оси нарезанного резьбового отверстия. Шероховатость поверхности резьбы контролируют приборами или путем сравнения с эталонами.
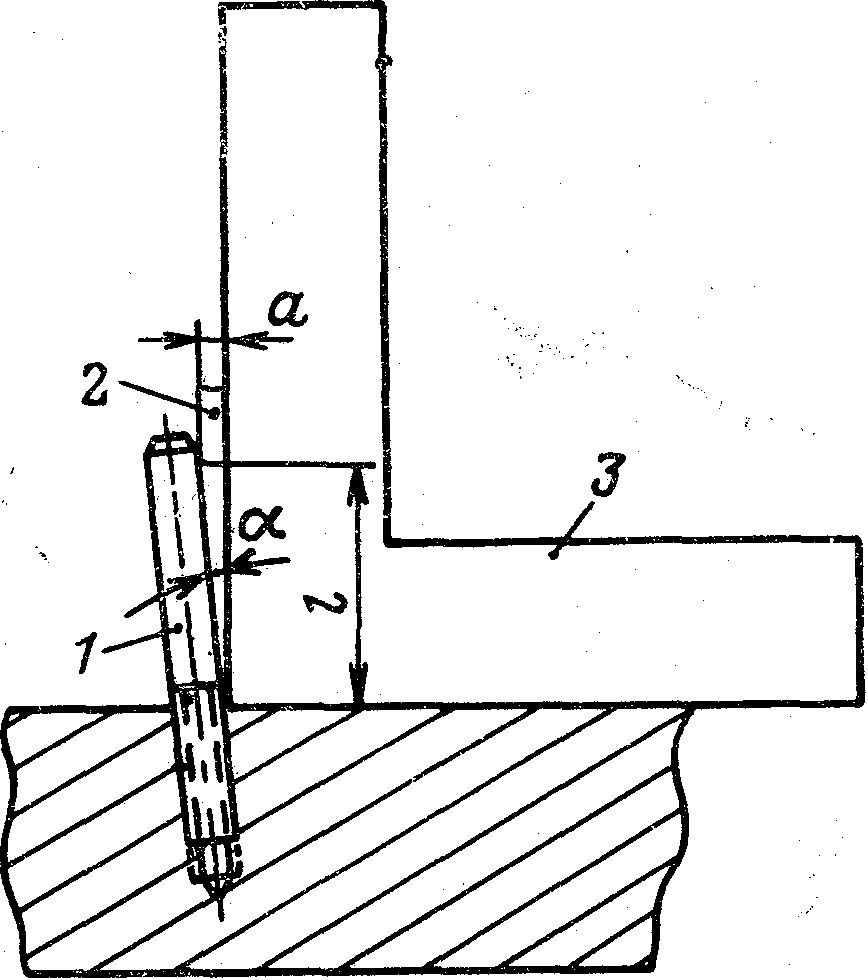
Схема проверки перпендикулярности оси
резьбового отверстия к торцу: 1— контрольная оправка; 2 — щуп; 3 — угольник
Технология крышек гиромоторов: назначение опорной крышки, требования к её точности и материал.
В некоторых конструкциях гиромоторов используют опорные крышки, которые устанавливают в центральное отверстие основной крышки гиромотора и закрепляют винтами.
Эти крышки служат опорами для наружного кольца шарикоподшипника; их обычно изготовляют из стали марки 35 или алюминиевого сплава В95.
Основными требованиями, предъявляемыми к опорной крышке, являются соблюдение параллельности торцов А и Б, а также перпендикулярности их к посадочной цилиндрической поверхности. Отклонения не должны превышать 0,004—0,005 мм. Наличие торцового биения опорной крышки вызывает при сборке гиромотора перекос наружного кольца шарикоподшипника, из-за которого качение шариков в процессе работы будет отклоняться от беговой дорожки. Такой дефект приводит к преждевременному разрушению шарикоподшипников и изменению осевого натяга.
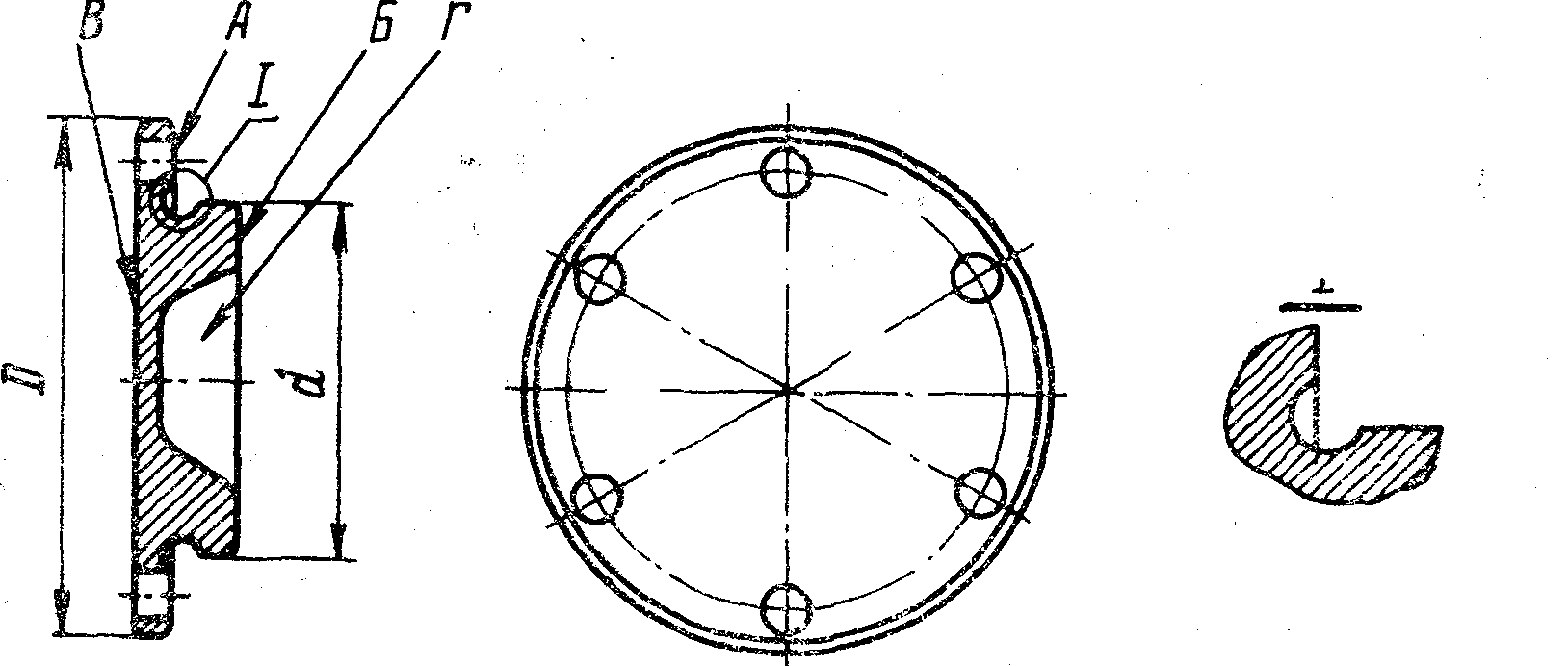
Опорная крышка
11. Технология крышек гиромоторов: особенности технологического процесса опорной крышки
Для обеспечения удобства изготовления опорных крышек заготовки отрезают по длине на две детали. Предварительная обработка крышек ведется на токарном станке в кулачках с поворотом заготовки (для обработки второй заготовки). Крышку обрабатывают по контуру с припуском под шлифование.
Перед этапом окончательной обработки сверлят отверстия с помощью кондуктора под крепление крышки.
Шлифование цилиндрических поверхностей с диаметрами D и d, а также торцов А и Б по размеру осуществляют на круглошлифовальном станке в центрах, обеспечивая шероховатость
поверхностей не ниже Ra0,36 мкм. Операцию выполняют за две установки.
Заготовку разрезают на две части на токарном станке в незакаленных (сырых) кулачках. После этого подрезают торец В заготовки, обеспечивая окончательный размер по чертежу,
сверлят и растачивают конусное отверстие Г, предназначенное для запасного количества смазки, и протачивают канавку.
На крышке гравируют ее порядковый номер. Окончательно обработанные детали покрывают черным никелем за исключением торцов А, Б и поверхности диаметром d, которые предварительно изолируют воско-канифольной смесью. Перед сдачей на склад составляют паспорт по основным размерам крышки и консервируют ее.