

В чем состоит контроль гермовводов после выполнения спая?
Герметичные вводы, как ответственные детали гиромотора, подвергают тщательным контрольным операциям в следующем порядке:
а) внешний (визуальный) осмотр при 7—10-кратном увеличении;
б) испытание на термоудар, т. е. нагрев гермовводов до 200°С с последующим быстрым охлаждением до минусовой температуры;
в) проверка на вакуумплотность;
г) испытание на электрическую прочность;
д) проверка сопротивления изоляции в условиях повышенной влажности;
е) испытание воздействием механических нагрузок (удар, вибрация).
Как выполняют пайку гермоввода с кожухом?
Пайку кожуха с каждым гермовводом выполняют поочередно вакуум-плотным швом с помощью обычного паяльника или на специальной установке, принцып действия которой в следующем: кожух гиромотора с установленным гермовводом кладут на втулку установки, в отверстие которой входит штырек гермоввода. Над втулкой расположен паяльник, имеющий сердечник. В отверстие сердечника входит второй конец штырька гермоввода.
При опускании кронштейна (с паяльником) сердечник прижимает гермоввод, нагревает место пайки и выполняет процесс пайки
Конструктивные требования к статорным и роторным пластинам
Статор и ротор представляют собой пакет, собранный из большого количества металлических пластин. При сборке пакета должно быть обеспечено плотное прилегание пластин, так как в противном случае будут возникать дефекты в работе прибора. Крепление пластин в пакете выполняется механически или иными способами. На рис. приведены типовые конструкции пластин пакетов статора и ротора
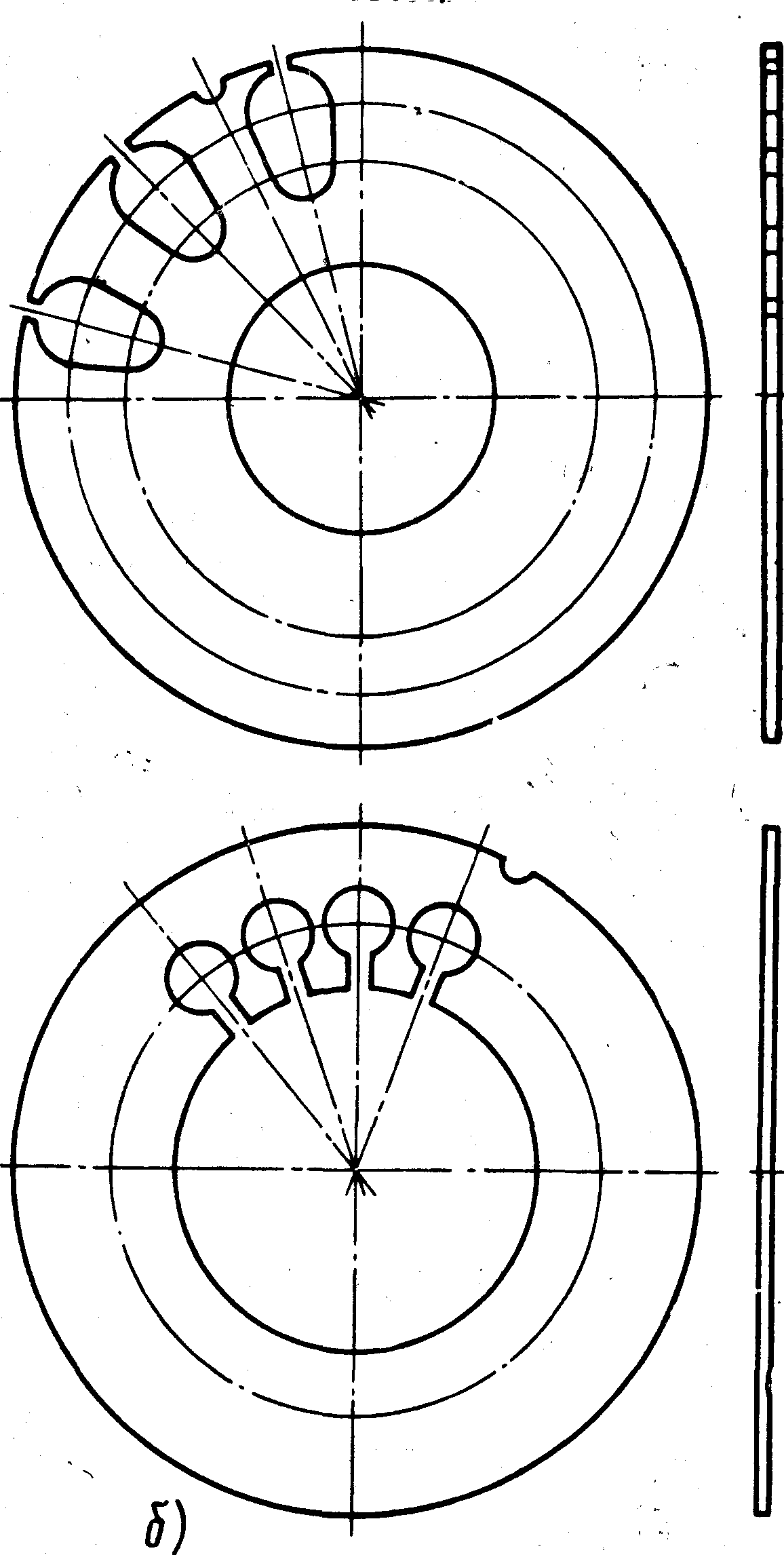
б) - статорные
Пластина должна иметь строгую концентричность наружного и внутреннего контуров, а также высокую точность шага пазов. В частности, наружный диаметр пластины ротора должен быть выполнен после штамповки с точностью 0,05 мм. По внутреннему диаметру устанавливается допуск 0,02 мм. Неконцентричность внутренней и наружной поверхностей регламентируется допуском, равным 0.02 мм. Неточность угла между осями симметрии любых двух пазов не должна превышать ±15'. Погрешность величины ша га вызывает уменьшение сечения паза и затрудняет укладку обмотки в пазы.
Материалы для статорных и роторных пластин, требования к материалам
Пластины пакетов изготовляют из листовых электротехнических сталей Э42, Э44, Э48 (ГОСТ 802—58), а также из железоникелевого сплава 50Н (пермаллоя). Как правило, электротехнические стали поставляются в листах, а пермаллой в ленте.
Наиболее применимыми являются материалы толщиной 0,1—0,35 мм.
Материал для пластин поступает на заводы-потребители с сертификатами, в которых указываются его электротехнические характеристики (в соответствие с ГОСТом) и марка. Отдельные параметры, определяющие качество материала пластин, предназначенных для ответственных изделий, должны повторно проверяться потребителем