

Где Qiф – фактический объем выполненной работы за анализируемый период в пределах плана и менее плана; Qin – плановый объем работ.
Прямоточность – принцип рациональной организации процессов, характеризующий оптимальность пути прохождения предметов труда и информации и т.п. Определяется по формуле:
Кпрям. =Zопт/Zфакт.,
где Zопт. – оптимальная длина пути прохождения предмета труда, исключающего лишние звенья, возвраты на прежнее место; Zфакт. – фактическая длина пути прохождения предмета труда.
Виды движения предметов труда в процессе производства
При определении продолжительности производственного цикла рассчитывают длительность трех его составляющих: длительность технологической части цикла, время перерывов по различным причинам и время естественных перерывов, если они предусмотрены технологическим процессом.
Длительность технологической части цикла зависит от трудоемкости выполняемых операций и способа передачи партий обрабатываемых деталей с операции на операцию, с одного рабочего места на следующее, т. е. от вида движения предметов труда в производственном процессе. Существует три основных вида движения: последовательный, параллельный и параллельно-последовательный.
Последовательный вид движения предметов труда в производственном процессе характеризуется тем, что при изготовлении партии детелей в многооперационном технологическом процессе она передается на каждую последующую операцию (рабочее место) только после завершения обработки всех деталей на предыдущей операции.
На рис. приведен график последовательного вида движения для партии, состоящей из четырех деталей.
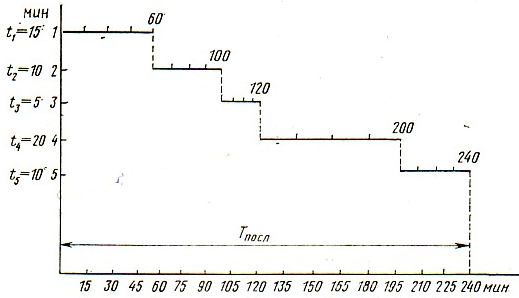
Рис 5. График последовательного вида движения
партии деталей в процессе обработки
Продолжителлность обработки при последовательном виде движения (Тпосл.) прямо пропорциональна размеру партии деталей и времени обработки одной детали по всем операциям:
m
Тпосл=nt,
1
где t - время обработки одной детали по всем операциям, мин или ч; n - количество деталей в партии; m - число операций.
Последовательный вид движения предметов труда преобладает в производствах, где обрабатывается партиями небольшое количество одноименных предметов труда (деталей). Каждая деталь, пройдя обработку на рабочем месте, перед выполнением последующей операции задерживается (пролеживает) здесь же в ожидании окончания обработки всех деталей партии. В связи с этим увеличивается продолжительность прохождения партии деталей по всем операциям, т.е. технологический цикл, а следовательно, растет незавершенное производство. В сравнении с двумя другими видами движения он обладает наименьшей эффективностью.
Параллельное движение характеризуется тем, что каждая деталь передается на последующую операцию немедленно, после выполнсния предыдущей, независимо от движения остальных деталей, входящих в партию.

Рис 6. График параллельного вида движения партии
деталей в процессе обработки
Длительность цикла обработки партии деталей при параллельном виде движения складывается из трех отрезков: ас, сd и db. Сумма отрезков ас + db равна времени обработки одной детали по всем операциям. Отрезок сd равен времени обработки всей партии деталей без одной на самой длинной операции, называемой главной. Отсюда формула для определения длительности цикла при параллельном виде движения:
m
Тпарал.=t + tгл(n-1),
1
где tгл – время наиболее длительной операции.
Параллельный вид движения обеспечивает максимальное сокращение продолжительности изготовления партии деталей. Однако в процессе обработки параллельным способом на всех операциях, кроме главной – наиболее длинной (в данном случае 4 операция на графике), могут возникнуть простои. Такие простои неизбежны тогда, когда операции данного технологического процесса не равны по их длительности. Длительность операций специально выравнивается только на поточных линиях. Поэтому применение параллельного вида движения оказывается рациональным только при поточной организации производства.
Параллельно-последовательный вид движения характеризуется тем, что обработка партии деталей на каждой последующем операции начинается раньше, чем заканчивается обработка всех деталей данной партии на предыдущей операции, т.е. предусматривается частичное совмещение времени выполнения смежных операций, но так, что изготовляемая партия выполняется на каждом из них без каких-либо перерывов.
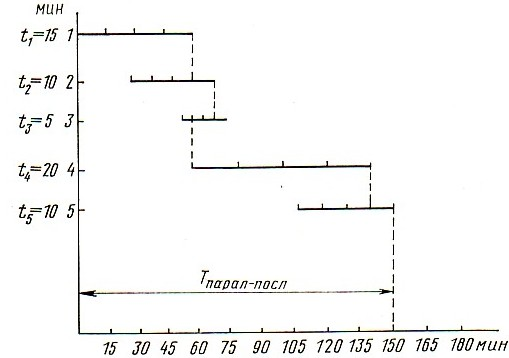
Рис 7. График параллельно-последовательного вида
движения партии деталей в процессе обработки
Возможны два случая параллельно-последовательного сочетания операций:
а) когда предшествующая операция короче, чем последующая;
б) когда предшествующая операция длиннее, чем последующая.
В первом случае применяется поштучная передача деталей на следующую операцию по мере их готовности, так как достаточно только одной детали, чтобы начать следующую операцию без опасения, что в дальнейшем могут возникнуть простои.
Во втором случае необходимо во избежание перерывов в прохождении всей партии предметов труда на последующей операции, чтобы последняя деталь проходила последующую операцию после того,как предыдущую операцию пройдет вся партия запуска предметов труда. Для этого вместо поштучной передачи требуется предварительное накопление некоторого задела деталей, с тем, чтобы его размер обеспечивал непрерывность работы на последующей более короткой операции. Соответственно начало обработки партии деталей на коротких операциях будет производиться с некоторым смещением во времени в сравнении с параллельным видом движения. На эту велечину длительность цикла их обработки будет превышать длительность цикла при параллельном виде движения.
Длительность цикла обработки партии деталей при параллельно-последовательном виде движения (Тпп) может быть определена по формуле:
m k
Тпп.=t + tгл(n-1) + (tдл -tкор)( n-1),
1 1
где tдл и tкор - суммарная продолжительность смежных длинной и короткой операций.
Параллельно-последовательный вид движения обрабатываемых предметов труда широко применяется в средне- и крупносерийном производстве.
Длительность естественных процессов, контрольных и транспортных операций, включенных в технологический процесс, определяется расчетным путем или по данным наблюдений. На основе результатов специальных наблюдений и их обработки определяются нормативы времени перерывов в производственном процессе.