

19.4. Машины для разметки покрытий
Средства механизации маркировки классифицируют по следующим признакам: функциональному назначению, мобильности, применяемому материалу, способу нанесения знака. Существуют четыре способа механизированного нанесения маркировочных линий и знаков лакокрасочными и термопластичными материалами: бескомпрессорный, гравитационный, пневматический и кинетический (табл. 19.22).
Таблица 19.22
Характеристика основных способов нанесения маркировочного материала
|
Способ |
Достоинства |
Недостатки |
|
Бескомпрессорный |
Простота оборудования |
Ограниченная область применения - малая производительность |
|
Гравитационный |
Тоже |
Малая производительность, большой расход материала, недостаточная чёткость контуров выполняемых линий |
|
Пневматический |
Надёжность и ремонтопригодность оборудования; невысокие требования к обработке деталей распылителя и тонкости фильтрации красочного состава |
Большие потери лакокрасочного материала, наличие нескольких коммуникационных ветвей |
|
Кинетический |
Пониженный расход лакокрасочных материалов и растворителей; отсутствие ограничительных устройств для формирования боковых контуров линий |
Относительная сложность оборудования; малый срок службы сопел распыляющих устройств; необходимость жёсткой стабильности давления в краскопроводной системе; тонкая фильтрация лакокрасочного материала |
Бескомпрессорный способ состоит в том, что поток краски из резервуара поступает к краскораспылителю под давлением и, разрушаясь в насадке краскораспылителя, истекает из её выходного отверстия однофазной струёй. Давление в краскопроводной системе создается сжатым воздухом или насосом.
Гравитационный способ заключается в том, что материал, из которого выполняют маркировочную линию, разогревают до текучего состояния и он поступает на покрытие самотёком.
Классификация машин для разметки автомобильных дорог дана на рис. 19.10. Общий вид маркировочных машин показан на рис. 19.11. Параметры машины даны в табл. 19.23.
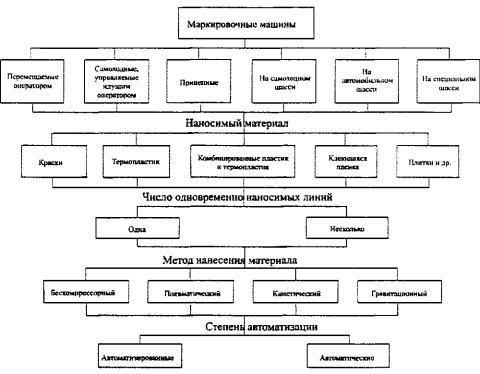
Рис. 19.10. Классификация машин для маркировки покрытий дорог
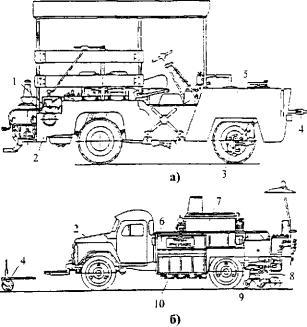
Рис. 19.11. Маркировочные машины: а - с кинетическим распылителем; б - с термопластичным нанесением слоя; 1 - выносной краскораспылитель; 2 - базовое шасси; 3 - рабочий орган (краскораспылитель); 4 - визирное устройство; 5 - бак для краски; 6 - газовые баллоны; 7 - котёл для разогрева термопластика; 8 - измерительный орган; 9 - маркер; 10 - система теплоносителя
Таблица 19.23
Машины для разметки дорог
|
Показатели |
Базовое шасси |
Материал разметки |
Количество линий / ширина линии |
Вместимость бака(пластик/краска), л |
Мощность двигателя, кВт |
Рабочая скорость, км/ч |
Масса машины, т |
Примечание |
|
Производство Россия | ||||||||
|
ДЭ-21М-01 |
ГАЗ-3309 |
Термопластик |
1 80;100;200 |
900 |
90 |
1,5-8,0 |
5,7 |
Прерывистость линий 0,5 до 30 м |
|
ДЭ-21М-02 |
ГАЗ-3309 |
Краска |
1;2;3 100-1000 |
1000 |
90 |
1,5-8,0 |
4,5 |
Выносной краскораспылитель |
|
Производство HOFMANN | ||||||||
|
Н 33-2 Универсал |
Специальное |
Термопластик, краска |
2 |
2150 2350 |
53 |
До 34 |
6,0 |
Компьютерное управление оборудованием |
|
Н 26-2 |
Тоже |
Термопластик, краска |
2 100-500 |
2110 1300 |
53 |
До 19 |
4,76 | |
|
Н 16-2 |
Тоже |
Термопластик, краска |
2 |
200 225 |
25 |
До 8 |
1,6 | |
|
Н 11 |
Тоже |
Термопластик, краска |
1 |
120 65 |
12,5 |
До 3,3 |
1,05 | |
|
Н 8-1 (ручная) |
Тоже |
Термопластик, краска |
1 |
48 |
5,2 |
До 3,3 |
0,22 |
Перемещение ручное |
|
RM 50H (ручная) |
Тоже |
Термопластик, краска |
- |
48 18 |
4,4 |
До 3,3 |
0,195 | |
|
Н 5-1 (ручная) |
Тоже |
Краска |
- |
24 |
3,7 |
до 3,3 |
0,12 | |
Наряду с совершенствованием оборудования для выполнения разметки традиционными материалами создают новые материалы и оборудование для их нанесения. Так, одно- и двухкомпонентные пластики не требуют нагрева при нанесении. Оборудование маркировочных машин для выполнения разметки холодными пластиками обычно работает по методу экструдирования пластика.
Рабочий орган обеспечивает высокое постоянство толщины линии при скорости разметки до 6 км/ч. Высушивание покрытия перед нанесением элементов маркировки обеспечивает получение большей долговечности разметки.
Для сушки и подогрева дорожного покрытия в целях нанесения разметки в любую погоду применяют оборудование, в котором сушка производится газами с температурой до 1100°С.
Машины для высушивания поверхности покрытияпри маркировке Н-95-1 производства «Hofmann» смонтирована на 4-колёсной платформе, перемещающейся вручную. Машина оснащается дизельным двигателем мощностью 5 кВт. Ширина очищаемой полосы - 0,3 м при скорости перемещения до 3,0 км/ч. Масса машины 0,15 т.
Удаление с поверхности покрытия старой разметки. Для удаления материала разметки используют ряд методов: механический, термомеханический, химический и комбинированного воздействия. Распространены демаркеры, работающие четырьмя фрезерными головками, специальной фрезой для удаления пластика и стальной щеткой. Недостатком фрезерования старых линии и знаков является частичное повреждение дорожного покрытия. Перспективными являются методы: химический, выжигания и комбинированный (фрезерование и последующая химическая обработка). Удаляют разметку и с помощью струи воды, подаваемой под давлением до 140 МПа. Установки можно использовать с водо- и пескоструйной системой, повышающей их эффективность и экономичность.
Машина для удаления маркировочного материала с поверхности покрытия базируется на платформе и управляется вручную. Машина имеет фрезерный рабочий орган с приводом от автономного двигателя.
Машина для удаления маркировки Н-95-1 «Hofmann» с ручным управлением имеет двигатель мощностью 8 квт, 4 фрезы для удаления тонких и утолщённых слоев маркировки, установленные на вращающейся крестовине. Машина имеет гидромеханический привод на ведущие колёса. Общий вес машины составляет 0,235 т.
Продолжительность цикла работы определяется вместимостью бака для краски. Обычно количество краски в баке бывает достаточным для разметки линий безопасности на нескольких объектах, поэтому в процессе опорожнения бака машина переезжает к различным объектам, а также к месту заполнения бака краской.
Эксплуатационная производительность машины для разметки линий безопасности
![]() где
(19.22)
где
(19.22)
Qб.к- вместимость бака для краски, л;
q - удельный расход краски, л/м2;
tразм- суммарная продолжительность операций по разметке за период опорожнения бака для краски, мин;
tn.з- продолжительность подготовки заключительных операций, мин;
tокр- продолжительность процесса окраски линий безопасности, мин;
tnер- суммарная продолжительность переездов от одного объекта к другому за период опорожнения бака, мин;
tраст- суммарные затраты времени на размещение и сбор столбиков, мин;
tт.п- продолжительность переезда машины к месту заполнения бака краской и обратно к месту работы, мин;
tзап - затраты времени на заполнение бака краской, мин.
Некоторые из приведённых величин:
 (19.23)
(19.23)
![]() где
(9.24)
где
(9.24)
lcp- сумма расстояний между отдельными объектами работы в течение цикла машины, км;
l1;l2- расстояние от последнего места работы до места заправки краской и затем до нового объекта соответственно, км;
Vтр.ср- средняя транспортная скорость машины, км/ч;
q- расход материала на погонный метр линии разметки, л/м;
Vp- скорость движения при нанесении разметки, м/мин;
Vnер- скорость переезда от места разметки к другому, км/ч.
При определении требуемого числа машин каждого назначения группируют обслуживаемые площади дорожных покрытий по признаку однородности линий безопасности
![]() где
(19.25)
где
(19.25)
F1- суммарная площадь обслуживаемых дорожных покрытий с однородным характером разметки линий безопасности, м2;
Кл- коэффициент перехода от площадиF1к площади линий безопасности.