

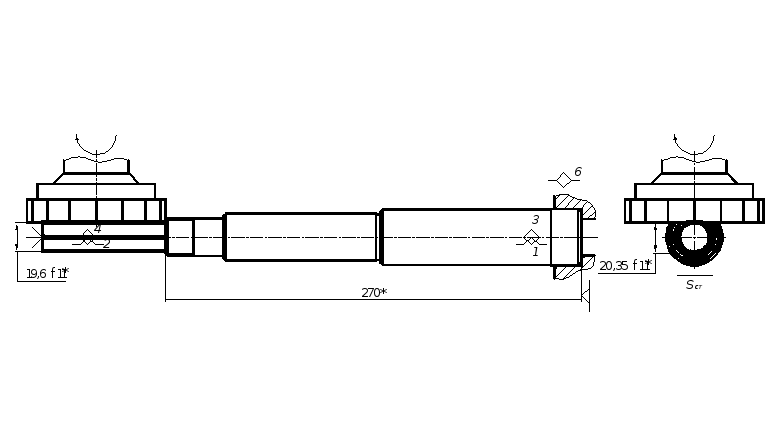
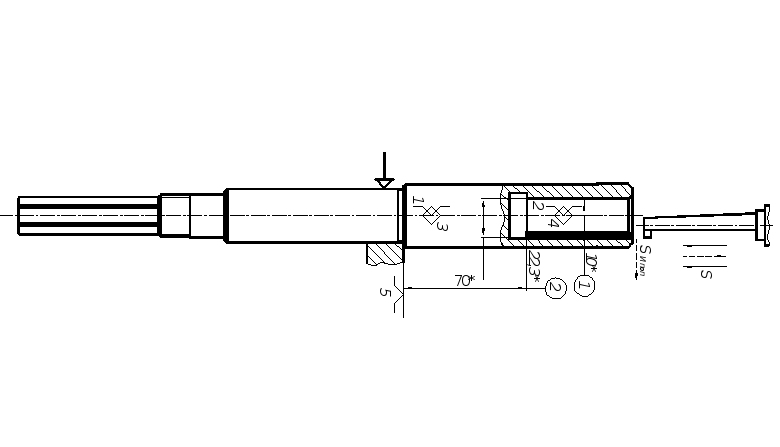
2.2.1. Схемы обработки
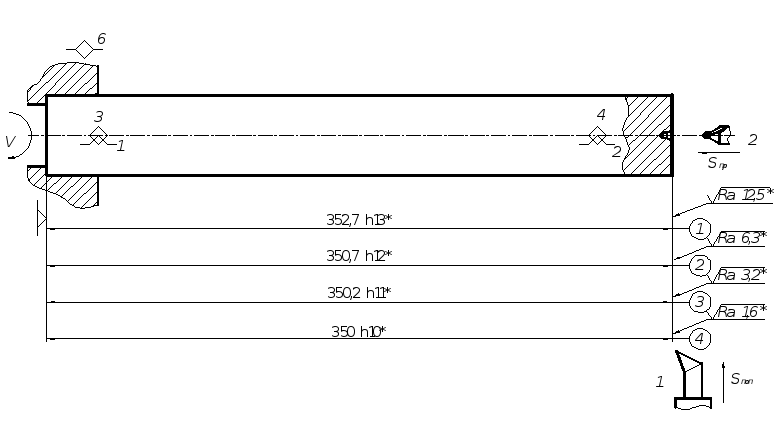
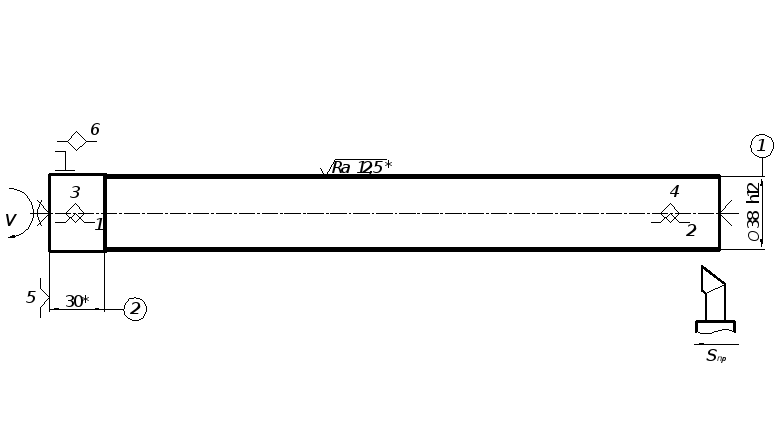
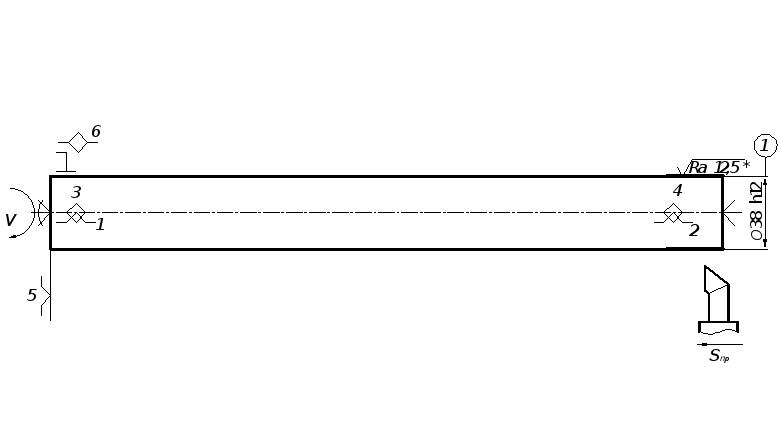
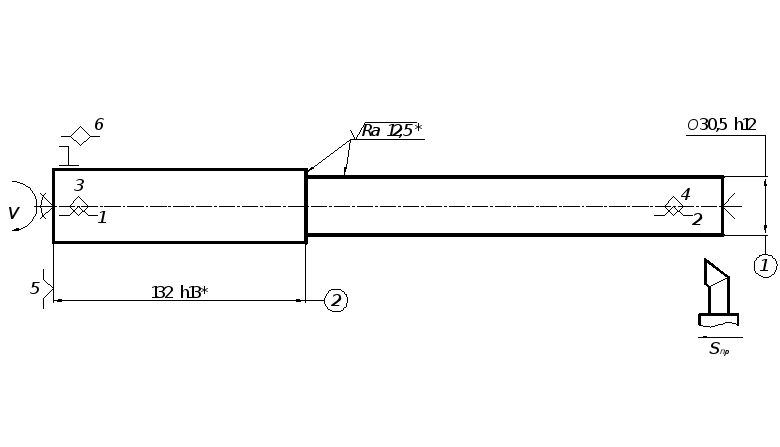
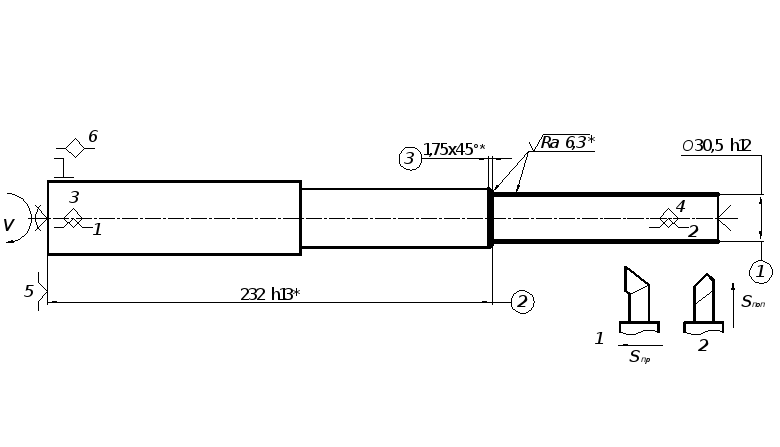
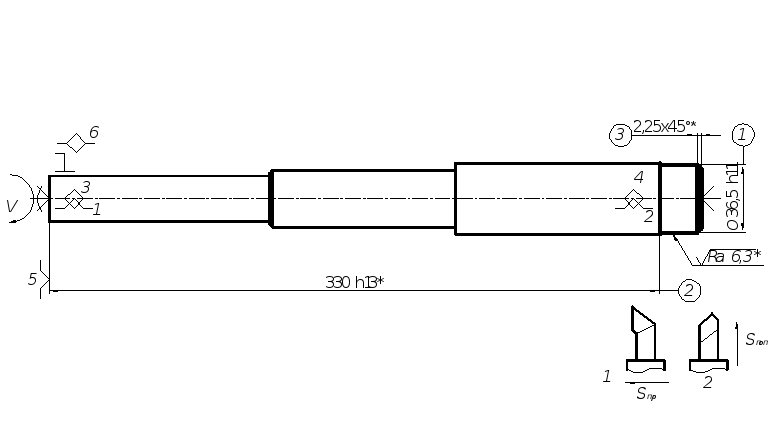
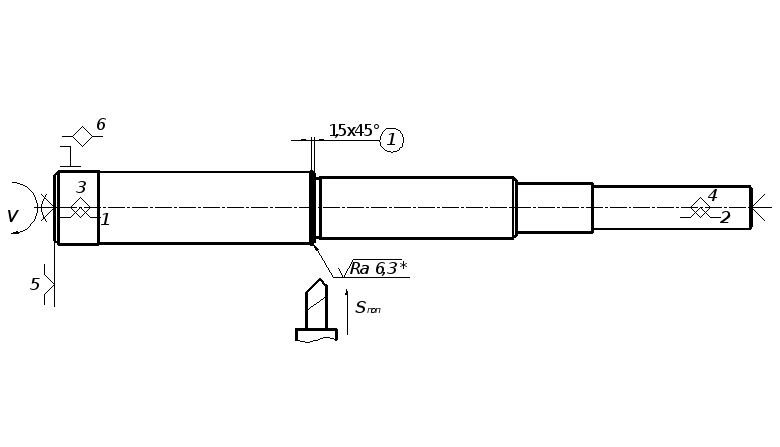
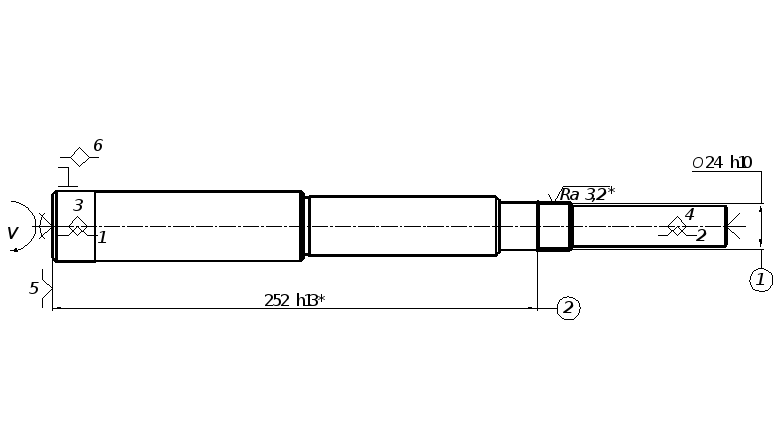
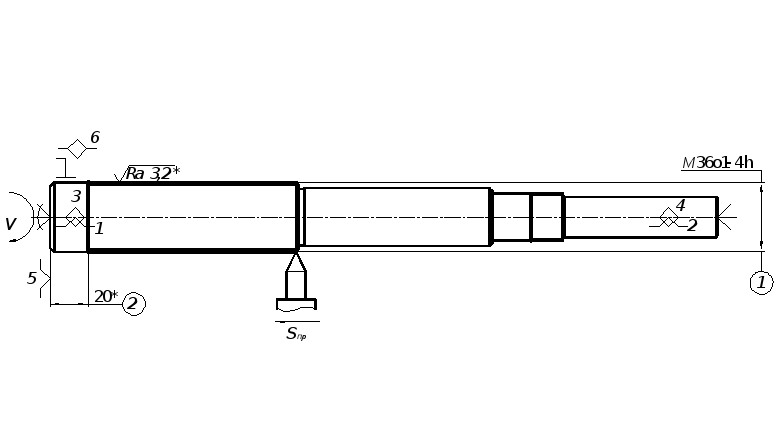
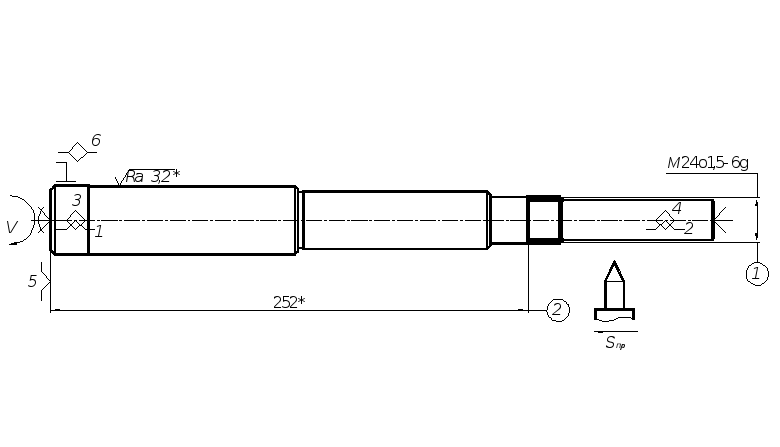
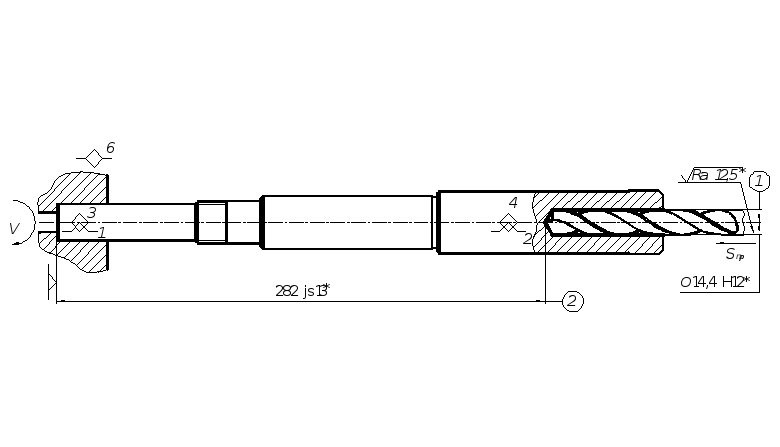
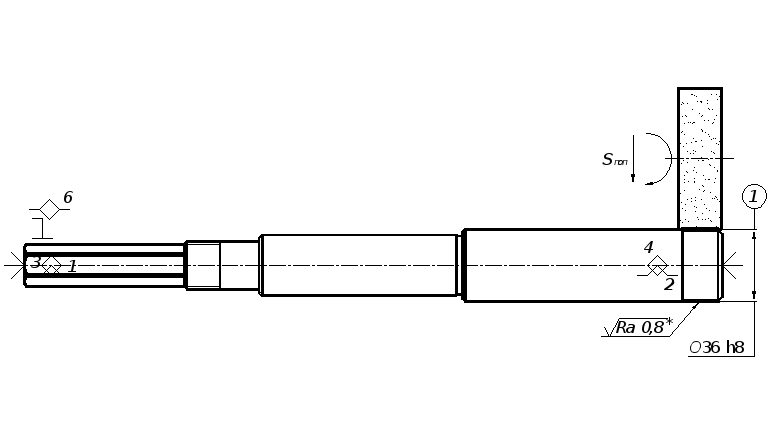
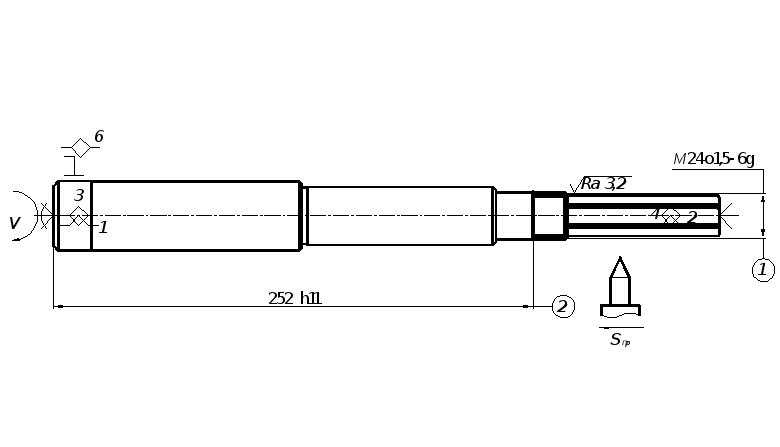
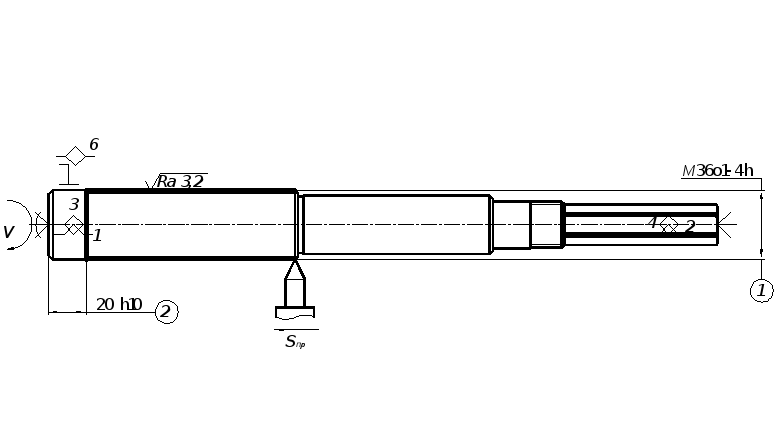
Анализ схем обработки производится для каждой операции. На схеме обработки должны быть указаны базы, выполняемые размеры с указанием получаемой точности и шероховатости обрабатываемых поверхностей, показаны инструменты в соответствующем положении и рабочее приспособление в полуконструктивном виде.
2.2.2. Анализ технологических переходов
Анализ технологических переходов проводится по обработке основных поверхностей детали. Основной целью данного анализа является установление количества основных этапов обработки данной детали, точностных и качественных характеристик обрабатываемых поверхностей в каждом этапе.
Для выявления этапов обработки детали необходимо:
- выявить планы обработки каждой основной поверхности, точностные и качественные характеристики IT и Ra каждого перехода плана;
- установить вид обработки каждого технологического перехода: черновой, получистовой, чистовой, повышенной точности и т.д.
Для наглядного представления планов обработки основных поверхностей детали с основными характеристиками технологических переходов, они формируются в таблице 5.
Таблица 5 - Планы обработки поверхностей детали
|
№ пов- ти |
Обозна-чение пов-ти |
Размер и точность поверхности |
Ra, мкм |
Трас, мм |
План обработки поверхно- сти |
Характеристики переходов |
Режимы резания | |||||||
|
Размер и точность |
Ra, мкм |
Трас, мм |
Припуск z, мм |
Вид обработки |
t, мм |
i |
S, мм/об |
V, м/мин | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
1 |
НЦП |
Ø36 h8 |
0,8 |
- |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø36,5 h11 |
6,3 |
0,08 |
0,75 |
Получист. |
0,75 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Шлифование |
Ø36,2 h9 |
1,6 |
0,03 |
0,15 |
Чистовой |
0,15 |
1 |
7,5 |
40 | |||||
|
Шлифование |
Ø36 h8 |
0,8 |
0,02 |
0,1 |
Пов. точн. |
0,1 |
1 |
7,5 |
40 | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
2 |
НЦП |
Ø30 f7 |
0,8 |
0,04 |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø30,5 h12 |
12,5 |
0,08 |
3,75 |
Черновой |
3,75 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Шлифование |
Ø30,2 f9 |
1,6 |
0,03 |
0,15 |
Чистовой |
0,15 |
1 |
7,5 |
40 | |||||
|
Шлифование |
Ø30 f7 |
0,8 |
0,01 |
0,1 |
Пов. точн. |
0,1 |
1 |
7,5 |
40 | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
5 |
НЦП |
Ø29,5 h11 |
6,3 |
- |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø30,5 h12 |
12,5 |
0,08 |
3,75 |
Черновой |
3,75 |
1 |
0,05 |
130 | |||||
|
Точение |
Ø29,5 h11 |
6,3 |
0,06 |
0,5 |
Получист. |
0,5 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||

продолжение таблицы 5
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
3 |
НЦП |
Ø24 e8 |
3,2 |
0,04 |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø30,5 h12 |
12,5 |
0,08 |
3,75 |
Черновой |
3,37 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø24,5 h12 |
6,3 |
0,06 |
3 |
0,05 |
130 | ||||||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Шлифование |
Ø24,2 e9 |
1,6 |
0,025 |
0,15 |
Чистовой |
0,15 |
1 |
7,5 |
40 | |||||
|
Шлифование |
Ø24 e8 |
0,8 |
0,016 |
0,1 |
Пов. точн. |
0,1 |
1 |
7,5 |
40 | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
4 |
НЦП |
Ø21,1 h11 |
6,3 |
0,02 |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø30,5 h12 |
12,5 |
0,08 |
3,75 |
Черновой |
3,37 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø24,5 h12 |
6,3 |
0,06 |
3 |
0,05 |
130 | ||||||||
|
Точение |
Ø21,1 h11 |
6,3 |
0,06 |
1,7 |
Получист. |
1,7 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
6 |
ВЦП |
Ø20 H6 |
1,6 |
0,04 |
Сверление |
Ø14,4 H12 |
12,5 |
0,12 |
7,2 |
Черновой |
7,2 |
1 |
0,05 |
130 |
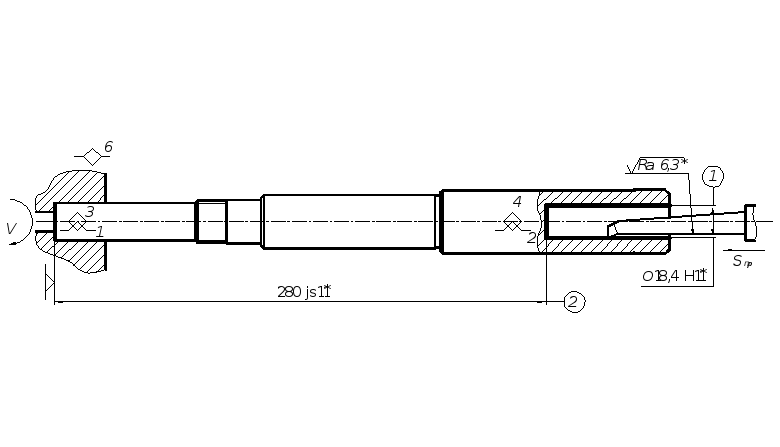
|
Растачивание |
Ø18,4 H11 |
6,3 |
0,06 |
2 |
Получист. |
2 |
1 |
0,05 |
130 | |||||
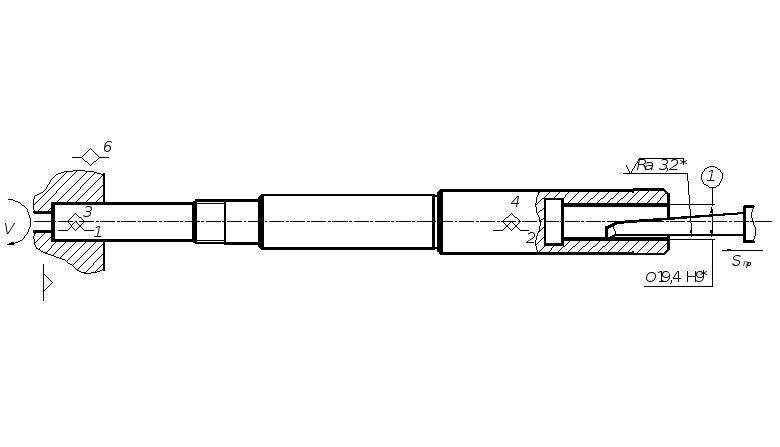
|
Растачивание |
Ø19,4 H9 |
3,2 |
0,025 |
0,5 |
Чистовой |
0,5 |
1 |
0,05 |
130 | |||||
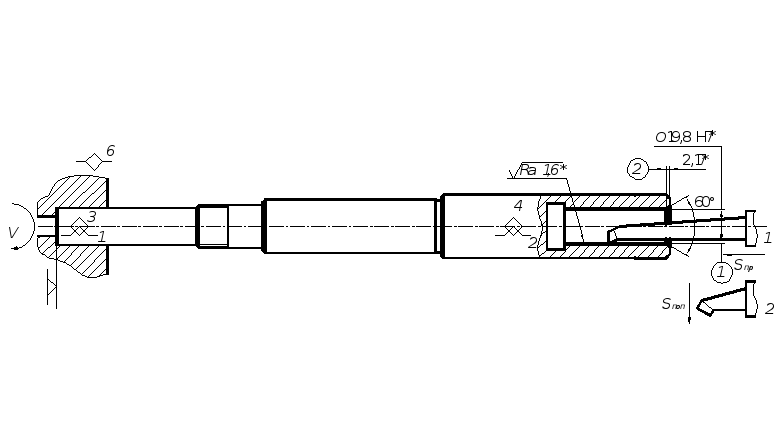
|
Растачивание |
Ø19,8 H7 |
1,6 |
0,01 |
0,2 |
Пов. точн. |
0,2 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Развёртывание |
Ø20 H6 |
0,8 |
0,005 |
0,1 |
Выс. точн. |
0,1 |
1 |
0,05 |
130 |

продолжение таблицы 5
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
7 |
ВЦП |
Ø26 H11 |
6,3 |
- |
Сверление |
Ø14,4 H12 |
12,5 |
- |
7,2 |
Черновой |
7,2 |
1 |
0,05 |
130 |
|
Растачивание |
Ø18,4 H11 |
6,3 |
- |
2 |
Получист. |
2 |
1 |
0,05 |
130 | |||||
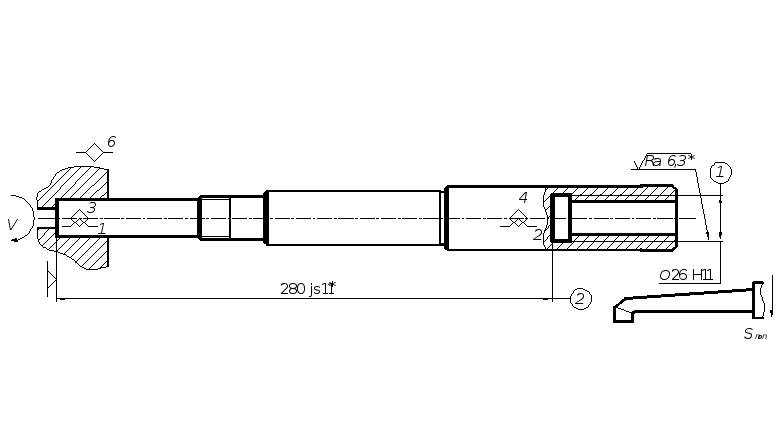
|
Растачивание |
Ø26 H12 |
6,3 |
- |
3,8 |
Черновой |
3,8 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
13 |
НРП |
М36x1-4h |
0,8 |
0,04 |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø36 h11 |
6,3 |
0,08 |
1 |
Получист. |
1 |
1 |
0,05 |
130 | |||||
|
Нарез-е резьбы |
М36х1-4h |
3,2 |
0,06 |
- |
Чистовой |
- |
1 |
- |
20 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
14 |
НРП |
М24x1,5-6g |
3,2 |
- |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø30,5 h12 |
12,5 |
0,08 |
3,75 |
Черновой |
3,37 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø24,5 h12 |
6,3 |
0,06 |
3 |
0,05 |
130 | ||||||||
|
Точение |
Ø24 h10 |
3,2 |
0,04 |
0,25 |
Чистовой |
0,25 |
1 |
0,05 |
130 | |||||
|
Нарез-е резьбы |
М24х1,5-6g |
3,2 |
0,02 |
- |
Чистовой |
- |
1 |
- |
20 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- |

продолжение таблицы 5
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
8 |
НТП lус=36 |
- ITус=8 |
1,6 |
350 h8 |
Подрезание |
ITус=11 |
12,5 |
352 h12 |
2,3 |
Черновой |
2,3 |
1 |
0,4 |
165 |
|
Подрезание |
ITус=10 |
6,3 |
350,7 h11 |
2 |
Получист. |
2 |
1 |
0,4 |
165 | |||||
|
Подрезание |
ITус=9 |
3,2 |
350,2 h9 |
0,5 |
Чистовой |
0,5 |
1 |
0,4 |
165 | |||||
|
Подрезание |
ITус=8 |
1,6 |
350 h8 |
0,2 |
Пов. точн. |
0,2 |
1 |
0,4 |
165 | |||||
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
11 |
НТП lус=36 |
- ITус=10 |
6,3 |
130 h11 |
Точение |
ITус=11 |
12,5 |
132 h12 |
- |
Черновой |
- |
1 |
0,05 |
130 |
|
Подрезание |
ITус=10 |
6,3 |
130 h11 |
2 |
Получист. |
2 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
10 |
НТП lус=30 |
0,025 ITус=11 |
6,3 |
232 h11 |
Точение |
ITус=11 |
6,3 |
232 h11 |
- |
Черновой |
- |
1 |
0,05 |
130 |
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
9 |
НТП lус=21,1 |
- ITус=11 |
6,3 |
350 h11 |
Подрезание |
ITус=12 |
12,5 |
357 h12 |
3 |
Черновой |
3 |
1 |
0,4 |
165 |
|
Подрезание |
ITус=11 |
6,3 |
355 h11 |
2 |
Получист. |
2 |
1 |
0,4 |
165 | |||||
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- |

продолжение таблицы 5
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
12 |
ПП |
19 f7 |
0,8 |
- |
Фрезерование |
19,6 f11 |
3,2 |
- |
0,75 |
Получист. |
0,75 |
1 |
0,1 |
145 |
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Шлифование |
19,2 f9 |
1,6 |
- |
0,2 |
Чистовой |
0,2 |
1 |
0,2 |
20 | |||||
|
Шлифование |
19 f7 |
0,8 |
- |
0,1 |
Пов. точн. |
0,1 |
1 |
0,2 |
20 | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
16 |
ШП |
5 Js9 |
1,6 |
0,016 |
Долбление |
5 Js9 |
1,6 |
- |
2,5 |
Чистовой |
2,5 |
1 |
0,1 |
- |
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- |

В результате анализа технологических переходов по обработке каждой поверхности были выявлены следующие несоответствия:
- при обработке поверхности 1 (Ø36 h8) припуски являются заниженными;
- поверхность 2 (Ø30 f7) нарушена этапность обработки, а именно отсутствует получистовой этап;
- поверхность 3 (Ø24 e8) нарушена этапность обработки, а именно отсутствует обдирочный, получистовой этап. А так же несоответствие шероховатости и точности;
- поверхность 6 (Ø20 H6) несоответствие шероховатости и точности;
- поверхность 14 (М24x1,5-6g) нарушена этапность обработки, а именно отсутствует и получистовой этап.
C учётом перечисленных значений составляем новые планы обработки и оформляем их в виде корректирующей таблицы 6.
Таблица 6 - Корректирующая таблица
|
№ пов- ти |
Обозна-чение пов-ти |
Размер и точность поверхности |
Ra, мкм |
Трас, мм |
План обработки поверхно- сти |
Характеристики переходов |
Режимы резания | |||||||
|
Размер и точность |
Ra, мкм |
Трас, мм |
Припуск z, мм |
Вид обработки |
t, мм |
i |
S, мм/об |
V, м/мин | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
2 |
НЦП |
Ø30 f7 |
0,8 |
0,04 |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø33,5 h12 |
12,5 |
0,1 |
2,25 |
Черновой |
2,25 |
1 |
0,05 |
130 | |||||
|
Точение |
Ø31,5 h11 |
6,3 |
0,08 |
1 |
Получист. |
1 |
1 |
0,05 |
130 | |||||
|
Точение |
Ø30,5 f10 |
3,2 |
0,05 |
0,5 |
Чистовой |
0,5 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Шлифование |
Ø30,2 f9 |
1,6 |
0,03 |
0,15 |
Чистовой |
0,15 |
1 |
7,5 |
40 | |||||
|
Шлифование |
Ø30 f7 |
0,8 |
0,01 |
0,1 |
Пов. точн. |
0,1 |
1 |
7,5 |
40 | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
5 |
НЦП |
Ø29,5 h11 |
6,3 |
- |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø33,5 h12 |
12,5 |
0,1 |
2,25 |
Черновой |
2,25 |
1 |
0,05 |
130 | |||||
|
Точение |
Ø31,5 h11 |
6,3 |
0,08 |
1 |
Получист. |
1 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø29,5 h11 |
6,3 |
0,06 |
1 |
0,05 |
130 | ||||||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||

продолжение таблицы 6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
3 |
НЦП |
Ø24 e8 |
3,2 |
0,04 |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø32 h12 |
12,5 |
0,1 |
3 |
Черновой |
3 |
1 |
0,05 |
130 | |||||
|
Точение |
Ø28,5 h11 |
6.3 |
0,1 |
1,75 |
Получист. |
1,62 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø25,5 h11 |
6,3 |
0,06 |
1,5 |
0,05 |
130 | ||||||||
|
Точение |
Ø24,5 e10 |
3,2 |
0,04 |
0,5 |
Чистовой |
0,5 |
1 |
0,05 |
130 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Шлифование |
Ø24,2 e9 |
1,6 |
0,025 |
0,15 |
Чистовой |
0,15 |
1 |
7,5 |
40 | |||||
|
Шлифование |
Ø24 e8 |
0,8 |
0,016 |
0,1 |
Пов. точн. |
0,1 |
1 |
7,5 |
40 | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
4 |
НЦП |
Ø21,1 h11 |
6,3 |
0,02 |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø32 h12 |
12,5 |
0,1 |
3 |
Черновой |
2,75 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø27 h12 |
6,3 |
0,1 |
2,5 |
0,05 |
130 | ||||||||
|
Точение |
Ø24 h11 |
6,3 |
0,06 |
1,5 |
Получист. |
1,47 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø21,1 h11 |
6,3 |
0,06 |
1,45 |
0,05 |
130 | ||||||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- |

продолжение таблицы 6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
14 |
НРП |
М24x1,5-6g |
3,2 |
- |
Точение |
Ø38 h12 |
12,5 |
0,1 |
1 |
Черновой |
1 |
1 |
0,4 |
165 |
|
Улучшение |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Точение |
Ø32 h12 |
12,5 |
0,1 |
3 |
Черновой |
3 |
1 |
0,05 |
130 | |||||
|
Точение |
Ø28 h11 |
6,3 |
0,1 |
2 |
Получист. |
1,75 |
2 |
0,05 |
130 | |||||
|
Точение |
Ø25 h11 |
6,3 |
0,06 |
1,5 |
0,05 |
130 | ||||||||
|
Точение |
Ø24 h10 |
3,2 |
0,04 |
0,5 |
Чистовой |
0,5 |
1 |
0,05 |
130 | |||||
|
Нарез-е резьбы |
М24х1,5-6g |
3,2 |
0,02 |
- |
Чистовой |
- |
1 |
- |
20 | |||||
|
Закалка |
- |
- |
- |
- |
ТО |
- |
- |
- |
- | |||||
|
Отпуск |
- |
- |
- |
- |
ТО |
- |
- |
- |
- |

В результате анализа технологических переходов по обработке каждой поверхности можно сделать следующие выводы:
- Шлифование при обработке поверхностей 1,2 и 3 (чистовой этап) является экономически менее целесообразным. Рекомендуется заменить его точением на станке 16К20 повышенного класса точности;
- Так как припуски при обработке поверхности 1 (Ø36 h8) очень занижены, рекомендуется в качестве заготовки применить пруток Ø45 мм вместо прутка Ø40 мм.
010 Установ А*, Позиция I*, II*, Эоб*, Эчр*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
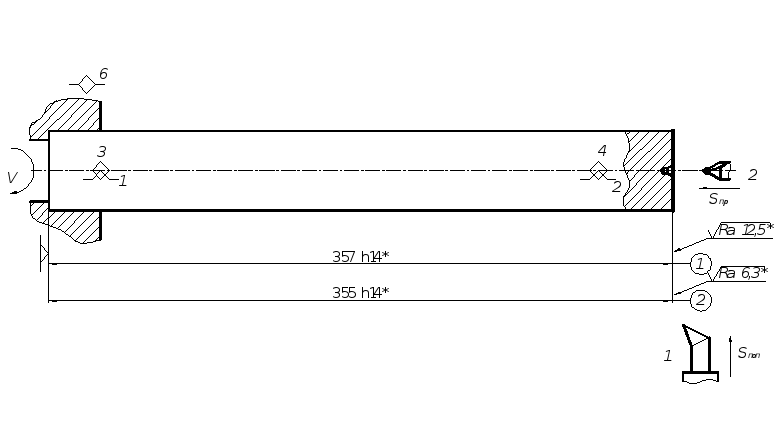
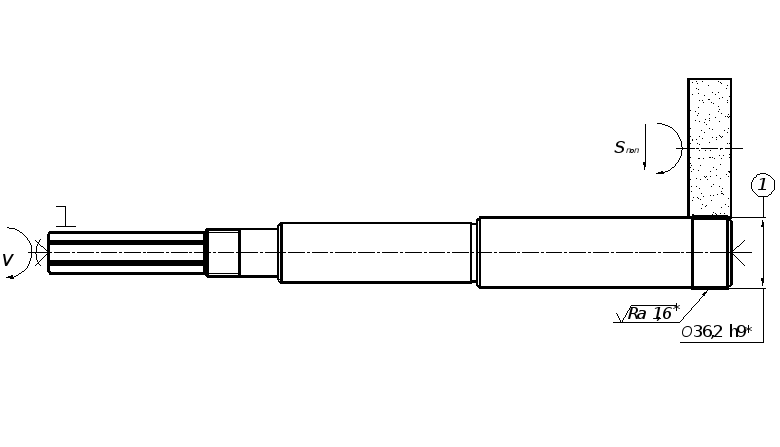
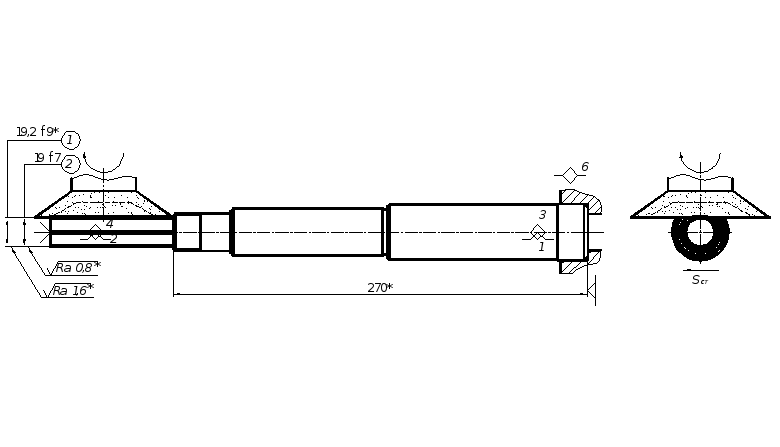
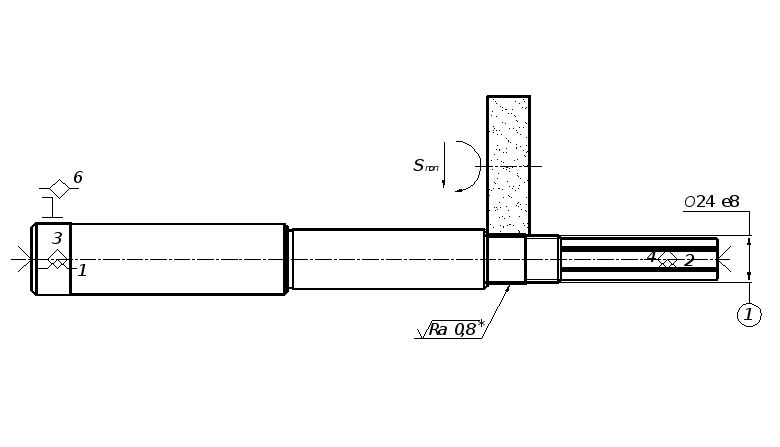
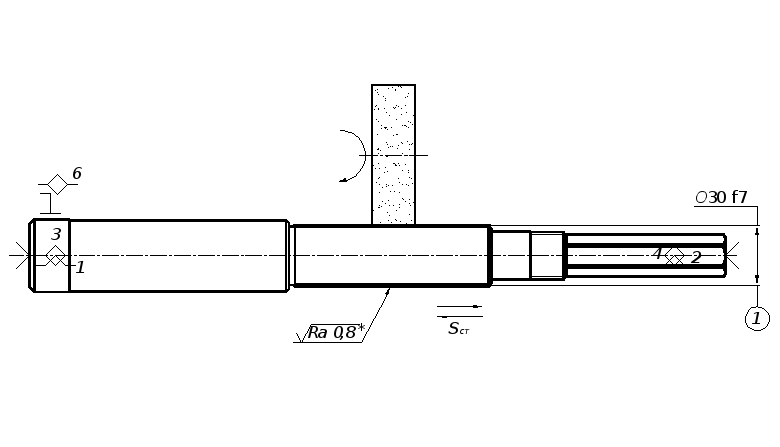
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
010 Установ Б*, Позиция I*, II*, III*, IV*, Эчр*, Эпч*, Эч*, Эп*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.м
010 Установ В*, Позиция I*, Эчр*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
010 Установ Г*, Позиция I*, Эчр*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ А*, Позиция I*, Эчр*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ А*, Позиция II*, Эчр*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ Б*, Позиция I*, Эпч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ В*, Позиция I*, Эпч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.

Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ В*, Позиция II*, Эпч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.

Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ В*, Позиция III*, Эпч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ В*, Позиция IV*, Эпч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.

Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ В*, Позиция V*, Эч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ В*, Позиция VI*, Эч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ В*, Позиция VII*, Эч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ Г*, Позиция I*, Эчр*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ Г*, Позиция II*, Эпч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ Г*, Позиция III*, Эпч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ Г*, Позиция IV*, Эч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
020 Установ Г*, Позиция V*, Эп*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
025 Установ А*, Позиция I*, Эпч*
Вертикально-фрезерный станок 6Т12-1, класса точности Н*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
030 Установ А*, Позиция I*, Эч*
Долбёжный станок модель 180, класса точности Н*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
050 Установ А*, Позиция I*, Эч*
Круглошлифовальный станок 3Б151, класса точности В*.
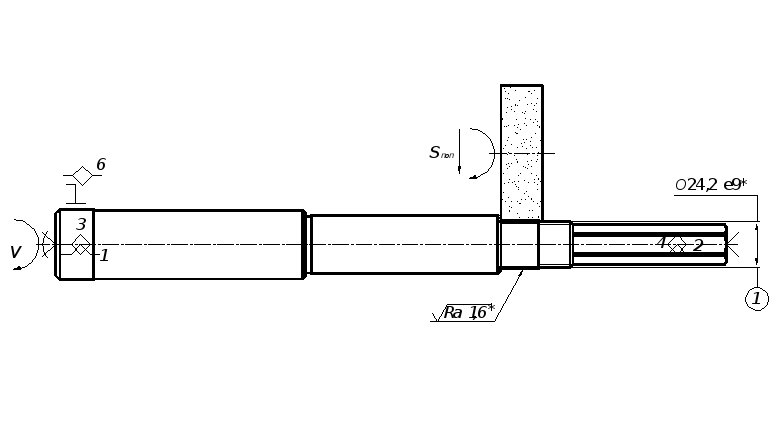
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
050 Установ А*, Позиция II*, Эч*
Круглошлифовальный станок 3Б151, класса точности В*.
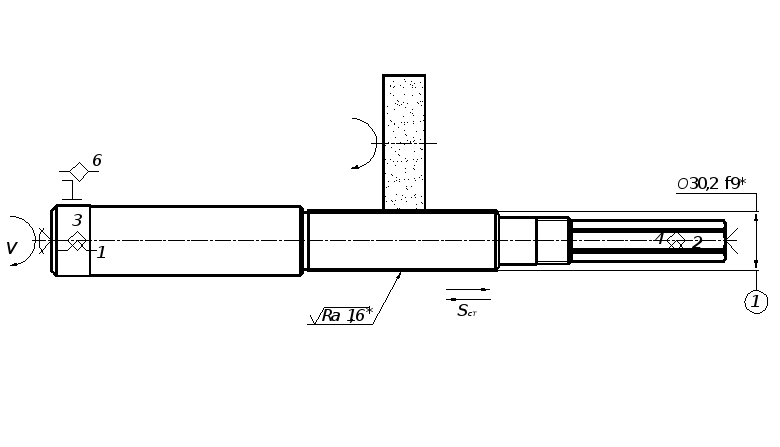
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
050 Установ Б*, Позиция I*, Эч*
Круглошлифовальный станок 3Б151, класса точности В*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
055 Установ А*, Позиция I*, II*, Эч*, Эп*
Плоскошлифовальный станок С-827, класса точности В*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
060 Установ А*, Позиция I*, Эп*
Круглошлифовальный станок 3Б151, класса точности В*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
060 Установ А*, Позиция II*, Эп*
Круглошлифовальный станок 3Б151, класса точности В*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
060 Установ Б*, Позиция I*, Эп*
Круглошлифовальный станок 3Б151, класса точности В*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
070 Установ А*, Позиция I*, Эч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
070 Установ А*, Позиция II*, Эч*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.
Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.
070 Установ А*, Позиция III*, Эв*
Токарно-винторезный станок 16К20, настроенный*, класса точности П*.

Схемы обработки отсутствуют, поэтому восстановим их по технологическому процессу.
Знаком «*» обозначены элементы схемы не описанные в технологическом процессе.