

АННОТАЦИЯ
В выпускной квалификационной работе бакалавра рассматриваются следующие вопросы:
- общая характеристика детали вал АГН-10ПГ: определение типа производства, служебного назначения детали, анализ основных поверхностей детали, их точностных и качественных характеристик;
- анализ технологичности детали по форме применительно к принятому типу производства и используемому технологическому оборудованию;
- анализ применяемой в технологическом процессе заготовки;
- анализ технологического процесса обработки детали: анализ схем обработки, анализ технологических переходов по обработке основных поверхностей детали, выявление этапов обработки, формирование этапов обработки детали, анализ структуры времени выполнения операций;
- уровень автоматизации проектирования технологических процессов и технологической оснастки;
- безопасность технологической системы.
ВВЕДЕНИЕ
ОАО «Завод Красная Этна» - современное, динамично развивающееся предприятие, одно из опытнейших в ряду поставщиков деталей для российского автопрома. За свою 110-летнюю биографию завод стал известен как производитель конкурентоспособного качественного крепежа на крупнейшие автопредприятия России, стран ближнего и дальнего зарубежья.
Тесное сотрудничество с крупнейшими автозаводами обеспечивает ОАО «Завод Красная Этна» лидерство в разработке и внедрении в производство современных видов крепежных изделий. В технологическом портфеле конструкторского бюро много собственных перспективных разработок. На предприятии осуществляется полный производственный цикл: от проектирования до гальванопокрытия и упаковки. Кроме необходимых производственных мощностей, а это 8 крупных цехов основного производства, предприятие обладает собственным инструментальным производством, двумя исследовательскими лабораториями, станкостроительным производством.
В условиях неуклонного развития производства руководство предприятия планировало на 2008 год следующие направления развития:
- Расширение рынка сбыта. В начале 2008 года велись переговоры с иностранными автосборочными предприятиями, которые планировали размещение производств автомобилей на территории России.
- Престиж продукции предприятия. Участие в конкурсе «100 лучших товаров России» с новейшей номенклатурой деталей в сегменте товаров производственно-технического назначения.
- Модернизация оборудования. Ремонт и закупка высокопроизводительного холодновысадочного, резьбонарезного, резьбонакатного оборудования.
- Совершенствование технологий производства:
1. Внедрение более прогрессивных и экологически более чистых технологий.
2. Расширение объемов производств с новейшим покрытием: цинковым с пассивацией трехвалентным хромом.
3. Изменение структуры отжига металла с сокращением доли отжига в камерных печах и увеличением доли отжига в колпаковых печах с защитной атмосферой.
- Политика качества предприятия направлена на освоение новых видов крепежа для автомобилей и двигателей, соответствующих новым нормам ЕВРО 3.
Сегодняшний день ОАО «Завод Красная Этна» – существенное расширение номенклатуры изделий, отработка механизмов повышения качества, модернизация производственного парка, ориентация всех служб предприятия на достижения высокого уровня по всем основополагающим показателям.
1. Общая характеристика объекта выпускной работы
1.1. Определение типа производства
Оценим тип производства на основании исходных материалов, полученных при прохождении производственной практики.
В качестве технологического оборудования применяются:
- токарно-винторезный станок 16К20;
- вертикально-фрезерный станок 6Т12-1;
- долбёжный станок модель 180;
- круглошлифовальный станок 3Б151;
- плоскошлифовальный станок С-827.
В качестве технологической оснастки применяется специальное приспособление – делительная головка.
Используемый режущий инструмент на всех операциях универсальный.
Для контроля исполнительных размеров используются универсальные (штангельциркуль, микрометр) мерительные инструменты.
Технологический процесс изготовления детали содержит слесарную операцию.
Анализируя все вышеперечисленные данные можно заключить, что тип производства – мелкосерийный.
1.2. Служебное назначение детали
Деталь типа вал: вал АГН-10ПГ.
Деталь предназначена для позиционирования детали на валу, о чём говорит наличие на валу резьбы М36х1-4h, шпоночного паза и шестигранника на конце вала под ключ.
Выделим основные виды поверхностей:
- основные поверхности: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 16,
где 1, 2, 3, 4, 5 - наружные цилиндрические;
6, 7 - внутренние цилиндрические;
8, 9, 10, 11 - наружные торцевые;
12 – наружные плоские;
13, 14 - резьбовые поверхности;
16 – шпоночная поверхность;
– неосновные поверхности: 17, 18, 19, 20, 21, 22, 23
где 17, 18, 19, 20, 21, 22, 23 – фаски.
У детали имеются поверхности соответствующие квалитетам точности
IT = 6…14
Шероховатости обрабатываемых поверхностей находятся в пределах
Ra = 0.8…6.3
1.3. Анализ технологичности детали
При анализе детали на технологичность по форме были выявлены следующие недостатки:
- смежные поверхности 3 и 10 (НЦП и НТП) имеют разную шероховатость. Так же поверхность 3 необходимо шлифовать. Следовательно эти смежные поверхности необходимо разграничить канавкой 24;
- поверхности с резьбой 13 и 14 должны ограничиваться перепадами диаметров вала в меньшую сторону или канавкой. Рекомендуется разграничить эти поверхности с соседними канавками 3 мм.
При анализе остальных поверхностей несоответствий на технологичность обнаружено не было.
1.4. Анализ применяемой в технологическом процессе заготовки
Заготовкой для рассматриваемой детали, принятой в технологическом процессе, является пруток Ø40 мм, длиной 360 мм из стали 40Х ГОСТ 4543-71. Данная заготовка является наиболее рациональной для мелкосерийного производства, т.к. не требуется дополнительной оснастки и оборудования для получения заготовки.
Механические свойства при Т=20oС материала 40Х:
-
σB, МПа
σТ, МПа
δ5, %
Ψ, %
KCU, кДж/м2
940
800
13
55
850
Твердость материала 40Х после отжига: HB = 217
Химический состав в % материала 40Х:
-
C
Si
Mn
Ni
S
P
Cr
Cu
0.36 - 0.44
0.17 - 0.37
0.5 - 0.8
до 0.3
до 0.035
до 0.035
0.8 - 1.1
до 0.3
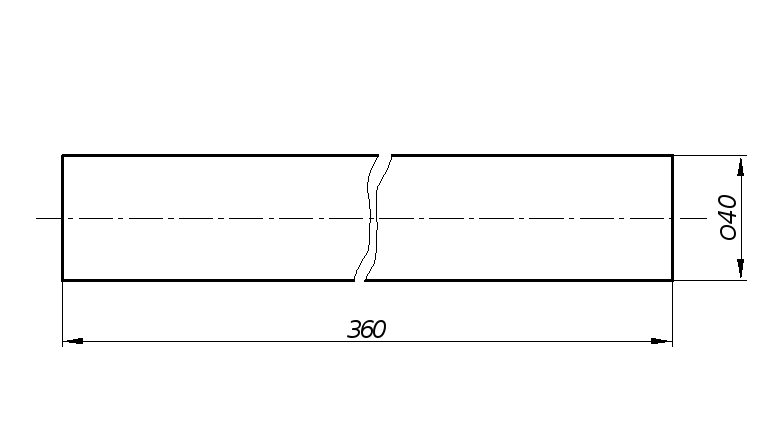
Рисунок 1 – Заготовка