

2.1.1. Структуры операций
Анализ маршрутного технологического процесса начинается с выявления структур операций. Выявленные структуры операции записываются в маршрутной карте технологического процесса.
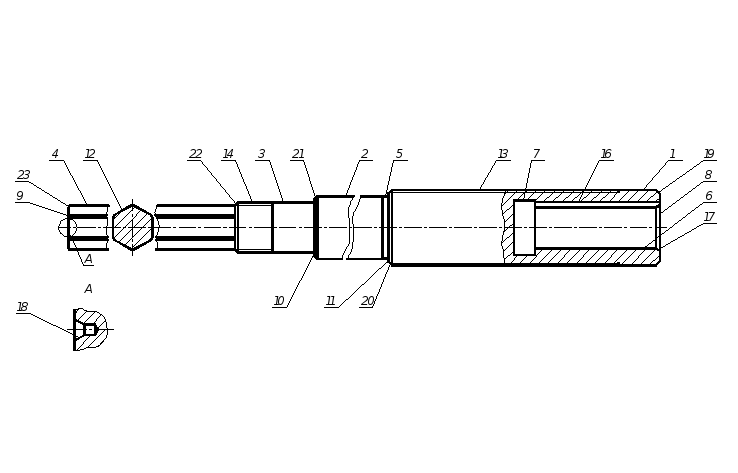
Рисунок 2 – Эскиз детали
Маршрутная карта технологического процесса.
Наименование детали – Вал АГН-10ПГ
Материал детали – Сталь 40Х ГОСТ 4543-71
Вид заготовки – пруток
Таблица 2 - Маршрутная карта технологического процесса
|
№ операции |
Наименование и краткое содержание операций |
Тип оборудования |
Приспособление |
Базы |
|
1 |
2 |
3 |
4 |
5 |
|
005 |
Контрольная Проверка марки стали |
Стилоскоп «Спектр 13Л» |
|
|
|
010 |
Токарная Установ А, Позиция I [9] Позиция II [9] Установ Б, Позиция I [8] Позиция II [8] Установ В, Позиция I [1,2,3,5,13,14] Установ Г, Позиция I [4] |
16К20 |
Патрон 3-х кулачковый
Центры, плавающий центр |
1,8
4,9
4,9
1,8 |
|
015 |
Термическая Улучшение |
Оборудование термического участка |
|
|
|
020 |
Токарная Установ А, Позиция I [1,19] Установ Б, Позиция I [4,14,3,2,5] Позиция II [13] Позиция III [4,14,3] Позиция IV [4] Позиция V [14] Позиция VI [5] Позиция VII [14] Позиция VIII [13] Позиция IX [20] Позиция X [21] Позиция XI [22] Установ В, Позиция I [6] Позиция II [6] |
16К20 |
Центры, плавающий центр
Патрон 3-х кулачковый |
9,4
1,8
9,4 |
|
1 |
2 |
3 |
4 |
5 |
|
|
Позиция III [7] Позиция IV [6] Позиция V [17] |
|
|
|
|
025 |
Вертикально-фрезерная Установ А, Позиция I [12] |
6Т12-1 |
Делительная головка |
1,18 |
|
030 |
Долбёжная Установ А, Позиция I [16] |
Долбёжный станок модель 180 |
|
|
|
035 |
Слесарная Опилить заусенцы [12,16] |
|
Верстак, тиски ГОСТ 7776-72 |
|
|
040 |
Термическая Калить 47…51 HRC по технологии Т-15-4 |
Оборудование термического участка |
|
|
|
045 |
Токарная Довести центровые отверстия согласно ГОСТ 14034-74 |
16К20 |
Патрон 3-х кулачковый |
|
|
050 |
Круглошлифовальная Установ А, Позиция I [3] Позиция II [2] Установ Б, Позиция I [1] |
3Б151 |
Центры |
17,18
18,17 |
|
055 |
Плоскошлифовальная Установ А, Позиция I [12] |
С-827 |
|
|
|
060 |
Круглошлифовальная Установ А, Позиция I [3] Позиция II [2] Установ Б, Позиция I [1] |
3Б151 |
Центры |
17,18
18,17 |
|
065 |
Термическая Отпуск |
Оборудование термического участка |
|
|
|
070 |
Токарная Установ А, Позиция I [14,13] Установ Б, Позиция I [6] |
16К20 |
Центры, плавающий центр Патрон 3-х кулачковый |
17,18
4,9 |