Содержание активной части и условия поставки
|
реагентов-окислителей |
ГОСТ |
Содержание активного вещества, % |
Условия поставки |
|
Хлорная известь СаОСЬ |
1692-58 |
32-35 |
Стальные барабаны емкостью 100 л или двухслойные гудронированные пакеты |
|
Гипохлорит кальция Са(ОС1>2 2НгО |
13392-73 |
50-55 |
Барабаны, полиэтиленовые мешки до 30 кг |
|
Гипохлорит натрия NaOCl 5Н20 |
11086-76 |
120-190 г/л |
Гуммированные цистерны, бочки емкостью до 60 л |
|
Жидкий хлор СЬ |
6718-68 |
99,6 |
Специальные цистерны, контейнеры емкостью 400, 800 и 1000 л |
|
Перекись водорода Н2О2 |
177-77 |
35-40 |
Стеклянные бутыли емкостью 10-20 л, полиэтиленовые канистры до 70 л |
|
Перманганат калия Шп04 |
5777-71 |
98-99 |
Стальные барабаны (брутто не более 60 кг), стальные банки (брутто не более 25 кг) |
При обработке циансодержащих стоков гипохлоритом протекают следующие реакции:
CN- + ОС1- -> CNO- + С1- [Zn(CN)4]2- + 40С1- + ШО -> 4CNO- + 4С1- + Zn(OH)2i
2[Cu(CN)3p- + 70С1- + Н20 + 20Н- -> 6CNO + 7С1- + 2Cu(OH)24.
Реакции окисления простых и комплексных цианидов активным хлором протекают в щелочной среде при pH 10,5-12,5.
Цианат-ионы CNO гидролизуются при pH < 6,5:
CNO- + 2Н20 -> СОз2- + NH4+
При избытке гипохлорит-иона протекает реакция
2CNO- + ЗОС12- + Н+ -> 2C02t + ЗС1 + 2N2t+ Н20
171
CI2 + ШО -» НС1 + НОС1, 2CN + Ch2!£V 2C1CN выделяемую НС1 необходимо нейтрализовать постоянным добавлением щелочи.
Продолжительность окисления цианидов активным хлором составляет 5-15 мин, при механическом или гидравлическом перемешивании время обработки сточных вод сокращается до 3-5 мин.
Технологическая схема очистки мс/кет быть периодического или непрерывного действия. При очистке по схеме периодического действия сточная вода поступает в усреднитель (накопитель), откуда подается в реактор с непрерывным перемешиванием, который оборудован приборами автоматического регулирования подачи реагентов до требуемой pH среды. После обезвреживания сточные воды направляются на нейтрализацию и отстаивание совместно с кисло-щелочными стоками.
При применении хлорной извести или гипохлорита кальция рабочие растворы реагентов готовят в виде 5 %-ного раствора по “активному” хлору. При применении гипохлорита натрия допускается использование более концентрированных растворов.
Гипохлорит натрия может быть получен электрохимическим разложением поваренной соли NaCl на электролизных установках ЭН-1,2; ЭН-5; ЭН-25; ЭН-100 производительностью по “активному” хлору соответственно 1,2; 5; 25; 100 кг/сут.
Жидкий хлор применяется в виде хлорной воды, получаемой с помощью хлораторов (ИОНИИ-100). В съязи с тем, что применение жидкого хлора требует соблюдения особых требований (работа со СДЯВ), использование хлорной воды в качестве реагента допускается только, если на предприятии её получают для других целей.
При окислении жидким хлором протекают следующие реакции:
CN- + СЬ + 20Н- -> CNO- + 2С1- + ШО
[Cu(CN)3p + 4СЬ + 80Н- -> 3CNO- + 8С1- + Си(ОН)24 + ЗН20.
При работе с жидким хлором следует иметь в виду, что при растворении его в воде происходит подкисление воды и образование хлорциана по реакции:
172
Ch
+ H20
-> HC1
+ H0C1
2CN
+ СЬ hcl^cicN,
Наличие в обработанной воде 2-3 мг/л остаточного активного хлора является гарантией полноты окисления цианидов.
Перекись водорода окисляет цианиды по реакциям:
CN- + Н2О2 -> CNO- + Н20
CNO- + 2Н2О2 -> NH3 + НСОз-
[Cu(CN)3]2- + ЗН2О2 + 20Н- -> 3CNO- + Cu(OH)24 + Н20. Оптимальное pH 10-11. Продолжительность процесса окисления простых цианидов составляет 30 мин, комплексные цианиды окисляются перекисью водорода быстрее и легче простых цианидов. Окисление каталитически ускоряется в присутствии соединений меди. Использование перекиси водорода экономически целесообразно для обезвреживания относительно
концентрированных стоков (концентрация CN- > 1 г/л), например элюатов ионообменных установок.
Преимуществами применения в качестве окислителя перекиси водорода являются: обезвреживание цианидов до ПДК; самопроизвольное разложение избытка (остаточного количества) Н2О2 в сточной воде; стабильность солесодержания обрабатываемого стока; протекание реакции без образования токсичных промежуточных соединений.
Обработка стоков раствором перекиси водорода осуществляется на установках периодического действия (можно на установках, используемых для обработки активным хлором). Трубопроводы, резервуары и другое оборудование, находящееся в длительном контакте с Н2О2, рекомендуется изготовлять из поливинилхлорида или тефлона; резервуары для хранения концентрированных растворов Н2О2 - из чистого алюминия, полиэфирных пластиков или полиэтилена.
Окисление цианидов перманганатом калия протекает по реакциям:
3CN- + 2Мп04- + Н2О -> 3CNO- + 2МпОг4 + 20Н- 3[Cu(CN)3]2- +7Мп04- +5H20->9CN0- +7Мп024 +3Cu(OH)24 +40Н-
173
Используется типовое для реагентного метода оборудование периодического действия.
Окисление цианидов перманганатом калия целесообразно осуществлять в следующих случаях: при наличии отходов его на производстве; при использовании установок малой производительности и размещении их в стесненных условиях; при аварийных ситуациях в гальванических цехах. Основные преимущества данного метода следующие: высокая степень очистки вод любой концентрации цианидов; возможность повторного использования очищенной воды; незначительное количество осадка. Недостатками являются высокая стоимость перманганата калия и необходимость удаления из воды токсичного МпОг.
Обезвреживание больших объемов циансодержащих сточных вод с концентрацией менее 100 мг/л можно проводить методом окисления цианидов озоном. В слабощелочной среде Оз быстро реагирует с цианидами, образуя цианаты, которые, в свою очередь, окисляются до карбонатов и N2, по реакциям:
CN- + Оз -> CNO- + 02Т 2CNO- + ЗОз + 20Н- -> 2СОз2' + N2T + 302Т + Н20.
При окислительной деструкции цианистых комплексов образуются также гидроокиси тяжелых металлов.
Реакционная среда имеет pH 9-10. При повышенной щелочности и низких концентрациях цианидов распад Оз катализируется гидроксильными ионами. Для полноты и интенсификации реакции, уменьшения расхода Оз необходимо непрерывное постоянное удаление выпадающих гидроокисей.
В качестве реактора используется контактная колонна с подводом к стекающим сточным водам озонированного воздуха противотоком через барботер. Обработанная вода перекачивается через фильтр с активированным углем. Промышленные озонаторы ОПТ-121, ОПТ-315, ОПТ-5Ю выпускаются серийно заводом “Курганхиммаш” г.Курган с производительностью по озону соответственно 1,6; 3,6; 8,0 кг/ч.
Для улучшения процесса очистки и повышения степени окисления необходимы катализаторы (соли меди, железа, ванадия), так как в этом случае сокращается время, необходимое для
174
Основные преимущества данного метода следующие: высокая степень очистки; отсутствие промежуточных токсичных соединений; возможность повторного использования очищенной воды, а также окисление значительного количества органических соединений, присутствующих в стоках, что почти неосуществимо в других методах. Недостатками являются высокая энергоемкость процесса получения озона и громоздкость оборудования.
Железо-сульфатный метод обезвреживания цианистых стоков основан на переводе токсичных ионов циана в малотоксичные комплексные ионы [Fe(CN)6]4' в слабощелочной среде.
При pH 7 и без подогрева образуется значительное количество токсичного осадка простого цианида железа:
2NaCN + FeSO*-* Fe(CN)21 + NazSO*
При дополнительном введении в обрабатываемый сток FeS04 цианид железа взаимодействует с непрореагированными цианидами с образованием нетоксичной берлинской лазури:
2Fe(CN)2 + 2NaCN + FeS04 -> Fe2[Fe(CN)6] + NazSO*
Расход FeS04-7H20 составляет 5,36 мг на каждый 1 мг циана. Однако, для того, чтобы реакция протекала в нужном направлении, необходимо увеличить количество вводимого FeS04 в 4 и более раз. При этом остаточная концентрация циана 2 мг/л.
Количество образующегося осадка при обработке стоков железным купоросом составляет 20-25 % от первоначального объёма стока. Осадок может обладать токсичными свойствами из-за наличия в нем захваченной части сточной воды с остаточными цианидами.
Этот метод мало распространен. Используется в случаях обработки отработанных растворов и электролитов. Можно обезвреживать циансодержащие шламы, тару и отходы производства. Остаточная концентрация цианидов (эффект очистки) не достигает ПДК и находится в пределах от 0,5 до 20 мг/л. Время очистки 2 часа.
175
Реагентная очистка сточных вод от шестивалентного хрома
Соединения шестивалентного хрома - хромовая кислота и ее соли) применяются при нанесении хромовых покрытий, при химической обработке (травление, пассивирование), при электрохимической обработке (анодирование), при электрополировке стальных изделий.
Сточные воды обрабатываются в две стадии: 1) восстановление шестивалентного хрома до трехвалентного; 2) осаждение трехвалентного хрома в виде гидроксида.
В качестве реагентов-восстановителей наибольшее применение получили натриевые соли сернистой кислоты - сульфит (Na2SCb), бисульфит (NaHSCb), пиросульфит (Na2S20s), а также дитионит натрия (Na2S204). Восстановление Сг6+ до Сг3+ происходит по реакциям:
восстановление сульфитом натрия
Сгг От2- + 3S032- + 8Н+ -> 2Cr3+ + 3S042- + 4Н20 восстановление бисульфитом натрия Сг2 От2- + 3HS03- + 5Н+ -> 2Cr3+ + 3S042- + 4Н20 восстановление пиросульфитом натрия 2СггОт2' + 3S20s2- + 10Н+ -> 4Cr3+ + 6S042' + 5Н20 восстановление дитионитом натрия
СггОт2- + S2042- +6Н+ -> 2Cr3+ + 2S042- + ЗН20. Теоретические дозы реагентов-восстановителей составляют (мг/1мг Сг6+): для сульфита 3,63, бисульфита 3,0, пиросульфита 2,88, дитионита натрия 1,67.
Соли сернистой кислоты добавляют к сточным водам в виде 10 %-ных водных растворов. Доза восстановителя зависит от исходной концентрации Сг6+ в сточной воде и величины pH. Скорость и полнота реакций восстановления Сг6+ до Сг3+ в большой степени также завйсят от величины pH реакционной смеси. Наибольшая скорость реакций восстановления достигается в кислой среде при рН=2-2,5, что обычно требует дополнительного подкисления сточных вод 10-15 %-ным раствором серной кислоты (возможно использование растворов других минеральных кислот). В табл. 4.1 приведены удельные расходы натриевых солей сернистой кислоты, необходимые для восстановления одной весовой части
176
Передозирование восстановителя недопустимо; перерасход реагента даже на 10% приводит к образованию комплексных солей трехвалентного хрома и серной кислоты, которые не полностью разрушаются при последующей нейтрализации сточных вод.
В качестве реагентов-восстановителей можно также использовать отходы металлического железа (в виде стальной стружки, скрапа и т.п.), или сульфат двухвалентного железа (см. также п.4.1.1 - ферритный метод). В первом случае подкисленные до pH 2 сточные воды фильтруют через находящийся в реакторе слой железной стружки при постоянном барботировании воздухом. Во втором случае раствор сульфата железа (в виде 10 %-ного водного раствора) вводят в реактор, в который поступают сточные воды. В отличие от солей сернистой кислоты восстановление Сг6+ до Сг3+ солями двухвалентного железа протекает с достаточно высокой скоростью не только в кислой, но и в нейтральной и щелочной средах по реакциям:
СпСЬ2- + 6Fe2+ + 14Н+ -» 6Fe3+ + 2Cr3+ + 7НгО
СпОт2- + 3Fe(OH)2 +4НгО -> Сг(ОН)з I + 3Fe(OH)3 i + 20Н-
Поэтому в случае применения сульфата железа (И) в качестве реагента-восстановителя предварительное подкисление сточных вод не требуется, а для полного восстановления Сг6+ до Сг3+ необходим лишь незначительный избыток реагента (около 5 % от стехиометрического количества) независимо от исходной концентрации Сг6+ в сточных водах и величины pH. Недостатком использования сульфата железа, а также железосодержащей суспензией по методу ферритизации (см. п. 4.1.1), в качестве реагентов-восстановителей по сравнению с солями сернистой кислоты является более чем 4-кратное увеличение^ объема образующихся при последующей нейтрализации твердых осадков, поскольку на 1 массовую часть осадка гидроокиси хрома дополнительно образуется 3,12 массовых частей осадка гидроксида железа (III).
В качестве реагентов для восстановления Сг6+ до Сг3+ можно также применять пероксид водорода (в кислой среде), сернистый газ, гидразин (в нейтральной или слабощелочной среде).
177
Необходимые дозы (мг на 1 мг Сг6+) сульфита натрия (А), бисульфита натрия (Б), пиросульфита и дитионита натрия (В) при обработке сточных вод, содержащих соединения шестивалентного
|
хрома мг/л |
pH 1 |
pH 2 |
рНЗ |
pH 4 | |||||||||||
|
А |
Б |
В |
А |
Б |
В |
А |
Б |
В |
А |
Б |
В | ||||
|
10 |
15 |
8,0 |
4,4 |
20 |
9,0 |
5,0 |
25 |
9,3 |
5,2 |
40 |
10,6 |
5,9 | |||
|
20 |
10 |
6,5 |
3,6 |
16 |
8,0 |
4,4 |
20 |
8,4 |
4,7 |
25 |
9,3 |
5,2 | |||
|
30 |
9 |
6,25 |
3,47 |
13 |
7,75 |
4,3 |
16 |
8,25 |
4,6 |
20 |
8,85 |
4,9 | |||
|
40 |
8 |
6,1 |
3,4 |
9 |
7,2 |
4,0 |
13 |
8,0 |
4,4 |
16 |
8,5 |
4,7 | |||
|
50 |
7,5 |
5,7 |
3,16 |
8,2 |
6,95 |
3,9 |
9,5 |
7,5 |
4,16 |
11,5 |
8,2 |
4,55 | |||
|
60 |
7,25 |
5,5 |
3,1 |
7,9 |
6,5 |
3,6 |
9,3 |
7,3 |
4,05 |
10,3 |
8,0 |
4,4 | |||
|
75 |
7,0 |
5,25 |
2,92 |
7,5 |
6,15 |
3,42 |
8,0 |
6,9 |
3,8 |
9,0 |
7,6 |
4,2 | |||
|
80 |
6,7 |
5,2 |
2,9 |
7,1 |
6,2 |
3,4 |
7,8 |
7,0 |
3,9 |
8,7 |
7,4 |
4,1 | |||
|
100 |
6,5 |
5,0 |
2,8 |
6,7 |
5,6 |
3,1 |
7,3 |
6,5 |
3,6 |
8,0 |
7,2 |
4,0 | |||
|
150 |
6,0 |
4,5 |
2,5 |
6,2 |
5,2 |
2,9 |
6,7 |
5,8 |
3,2 |
7,3 |
6,55 |
3,6 | |||
|
200 |
5,5 |
4,0 |
2,2 |
5,8 |
5,0 |
2,8 |
6,3 |
5,5 |
3,05 |
6,8 |
6,2 |
3,44 | |||
|
250 |
5,25 |
4,0 |
2,2 |
5,6 |
5,0 |
2,8 |
6,0 |
5,45 |
3,03 |
6,6 |
6,15 |
3,42 | |||
|
300 |
5,0 |
4,0 |
2,2 |
5,4 |
5,0 |
2,8 |
5,8 |
5,4 |
3,0 |
6,4 |
6,1 |
3,39 | |||
|
400 |
4,8 |
4,0 |
2,2 |
5,3 |
4,6 |
2,55 |
5,6 |
5,35 |
2,97 |
6,1 |
6,0 |
3,33 | |||
|
500 |
4,7 |
4,0 |
2,2 |
5,2 |
4,5 |
2,5 |
5,5 |
5,3 |
2,94 |
6,0 |
5,6 |
3,1 | |||
|
600 |
4,5 |
4,0 |
2,2 |
5,2 |
4,45 |
2,47 |
5,5 |
5,3 |
2,94 |
6,0 |
5,55 |
3,08 | |||
При обработке хромсодержащих сточных вод на установках периодического действия рекомендуется использовать два реактора, причем полезный объем каждого из реакторов следует принимать равным расчетному часовому расходу сточных вод. При обработке стоков на установках непрерывного действия полезную емкость реактора рекомендуется принимать равной 30-ти минутному расчетному расходу.
После окончания реакции восстановления Сг6+ в кислой среде сточные воды подвергают нейтрализации с целью осаждения Сг3+ в виде гидроксида по реакции
Сг3+ + ЗОН'-> Сг(ОН)з4.
На установках непрерывного действия нейтрализацию кислых вод, содержащих Сг3+, проводят после их предварительного смешивания с другими кислыми и щелочными сточными водами гальванопроизводства.
178
Сг(ОН)з + 3NaOH -> Na3[Cr(OH)6],
или
Сг(ОН)з + ЗОН'-> [Сг(ОН)6]3\
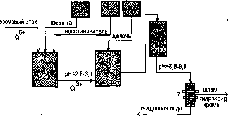
Принципиальная схема очистки хромсодержащих сточных вод с начальной концентрацией ионов хрома (VI) до 600 мг/л реагентным методом представлена на рис.4.1.