

1.3.2 Заряд твердого топлива
В ракетной технике используются различные формы зарядов твердого топлива (рис. 1.6, табл. 1.17): горящие главным образом по внутренним поверхностям (поверхности, горение которых надо предотвратить, покрыты бронирующим составом или защитно-крепящим слоем для скрепления заряда с корпусом); горящие почти по всем боковым поверхностям, например небронированные трубчатые шашки (рис. 1.7); горящие с торца.
Заряды твердого топлива изготавливаются по технологии литья под давлением, свободного вакуумного литья и методом проходного прессования.
Заряд, изготовленный методом литья, формируется либо непосредственно в корпусе РДТТ, либо в специальном каркасе, либо отдельно в специальной изложнице. Геометрия внутренней поверхности заряда формируется технологической иглой, помещенной внутри корпуса.
Технологический процесс изготовления заряда включает в себя подготовку смеси порошкообразных компонентов, подготовку связующего (вакуумирование, смешение жидких элементов, приготовление смеси связующего с алюминием), приготовление топливной массы и формование заряда, полимеризацию заряда.
При изготовлении зарядов методом литья под давлением используются смесители непрерывного действия. Приготовленная, в смесителе топливная масса транспортируется при помощи шнеков в изложницу или в корпус двигателя. Давление топливной массы в начале заполнения, равное 0,5…1,0 МПа, возрастает при стравливании в конце заполнения до 2…4 МПа.
Рис. 1.6 Формы зарядов твердого топлива
а – многошашечный; б – телескопический; в – со звездообразным каналом; г – с колесообразным каналом; д – торцевого горения; е – цилиндрический; ж – щелевой.
При свободном литье подготовка жидких компонентов и смещение топливной массы производятся в отдельных смесителях, затем масса сливается в изложницу или корпус с предварительным созданием в нем вакуума.
Процесс полимеризации
производится под давлением 3…8 МПа в
зависимости от конструкции заряда и
двигателя при температуре 40…80![]() C
в течение 15…25 суток. После полимеризации
технологическая игла, определяющая
внутреннюю конфигурацию заряда,
извлекается. Литьевая технология
позволяет создать конструкцию заряда
из нескольких топлив (различные скорости
горения, температура горения и т.д.).
C
в течение 15…25 суток. После полимеризации
технологическая игла, определяющая
внутреннюю конфигурацию заряда,
извлекается. Литьевая технология
позволяет создать конструкцию заряда
из нескольких топлив (различные скорости
горения, температура горения и т.д.).
Заряды изготавливаются методом проходного прессования с помощью шнека, продавливающего через пресс-форму топливную массу, которая образует наружную и внутреннюю формы поперечного сечения заряда, после чего происходит отверждение заряда.
Заряд, формируемый заливкой непосредственно в корпус и склеиваемый с внутренней поверхностью корпуса, называют скрепленным зарядом твердого топлива (см. рис. 1.1).
Вклеиваемый заряд изготавливается предварительно и затем вклеивается в корпус двигателя. Изготовление вклеиваемого заряда осуществляется в толстостенной пресс-форме с внутренним диаметром , несколько меньшим, чем у корпуса.
Рис. 1.7 Формы поперечного сечения зарядов всестороннего горения
а – одноканальные шашки; б – многоканальные; в – бесканальные.
Таблица 1.17
Характеристики зарядов различных форм
|
Заряд |
L/D |
e |
S/( |
Число и форма поперечного сечения канала |
|
Внутриканального горения То же
Всестороннего горения Торцевого горения |
1…10 1…10
>1 »1 |
0,33 0,12…0,21
«1 »1 |
~4L/D ~4L/D
»1 ~1 |
1, круг 1, звезда (см. табл. 1.18)
См. рис. 1.7 - |
Таблица 1.18
Параметры заряда со звездообразным каналом
|
Число лучей звездообразного канала |
6 |
7 |
8 | |
|
Угол
при вершине выступа заряда, |
33,53 |
35,55 |
37,30 | |
|
Относительная толщина свода |
S=const S |
0,15 0,21 |
0,14 0,19 |
0,12 0,18 |
|
Коэффициент заполнения поперечного сечения топлива |
S=const S |
0,82 0,86 |
0,76 0,80 |
0,67 0,76 |
|
Коэффициент заполнения поперечного сечения дегрессивно догорающими остатками |
S=const S |
0,15 0,09 |
0,13 0,08 |
0,12 0,07 |
Заряд, изготовленный отдельно и свободно вложенный в корпус двигателя, называют вкладным (рис. 1.8). До появления смесевых топлив единственным способом снаряжения была свободная укладка зарядов в корпус двигателя. Часть поверхности заряда бронируется.
Основные требования к бронирующему покрытию состоит в следующем:
химическая и физическая совместимость с ТРТ и стабильность в условиях эксплуатации;
хорошая адгезия к поверхности заряда;
высокая эрозионная стойкость;
низкая теплопроводность;
низкий уровень дымообразования (в случае баллистидного топлива).
В многошашечном заряде (см. рис.1.6, а) число
шашек, обеспечивающих наибольшую
плотность заряжания, равно
многошашечном заряде (см. рис.1.6, а) число
шашек, обеспечивающих наибольшую
плотность заряжания, равно![]() n
= 1 + 3(i+i
n
= 1 + 3(i+i![]() ),
где i
= 1, 2, 3,…, а
коэффициент заполнения поперечного
сечения зависит от числа шашек и
соотношения m=(
),
где i
= 1, 2, 3,…, а
коэффициент заполнения поперечного
сечения зависит от числа шашек и
соотношения m=(![]() )/(
)/(![]() )
)![]() (табл.
1.19):
(табл.
1.19):
![]()

 =n[D
=n[D![]() -(
-( )
)![]() ],
],
где D![]() - предельное отношение диаметра шашки
к внутреннему диаметру корпуса.
- предельное отношение диаметра шашки
к внутреннему диаметру корпуса.
Таблица 1.19
Параметры многошашечного заряда
|
n |
3 |
7 |
19 | |
|
D |
0,464 |
0,333 |
0,200 | |
|
|
m=1 m=2 |
0,452 0,610 |
0,714 0,762 |
0,757 0,745 |
Конструкция заряда последних ступеней баллистических ракет должна обеспечивать возможность прекращения работы двигателя в любой момент времени полета в заданном диапазоне дальностей. Необходимо, чтобы к моменту достижения скорости , соответствующей минимальной дальности, отверстия системы отсечки тяги сообщались со свободным объемом камеры сгорания РДТТ. С этой целью в заряде могут предусматриваться специальные каналы.
В зависимости от эксплуатационных требований к РДТТ, формы заряда и механических свойств твердого топлива выбирается способ крепления заряда в корпусе РДТТ.
Преимущество скрепленного заряда заключается в том, что отсутствует теплозащитное покрытие большей части внутренней поверхности, и это способствует увеличению плотности заполнения. Стенки корпуса частично загружены от внутреннего давления зарядом на начальном этапе работы РДТТ.В двигателе отсутствуют специальные двигатели крепления заряда.
При свободной укладке заряда в корпус вводится устройство для крепления заряда в виде диафрагм (рис. 1.9), радиальных опор и кольцевых уплотнений, расположенных в зазоре между теплоизолированной стенкой корпуса двигателя и бронированной поверхностью заряда (см. рис.1.8). Система крепления заряда должна обеспечить прочную и надежную фиксацию при воздействии на заряд продольных и поперечных перегрузок и вибраций. Конструкция крепления не должна вызывать высокие локальные напряжения в заряде, которые могут нарушать его целость, вызывать местные разрушения заряда, приводящие к искажению диаграммы давления снижению полноты сгорания топлива.
Рис. 1.8 Свободновложенный заряд и узлы его крепления в корпусе:
А – передний узел; Б – задний узел.
Диафрагмы предназначаются для надежного фиксирования заряда твердого топлива в корпусе и одновременно служат колосниковой решеткой, обеспечивающей лучшее горение заряда и полное догорание его частиц в камере сгорания без выброса их из двигателя.
Радиальная опора для заряда твердого топлива может состоять из ряда тонкостенных опорных элементов или планок, которые расположены по окружности между зарядом и стенкой корпуса; опорные элементы упруго упираются в стенку корпуса и заряд, поддерживая последний по всей длине. Радиальная опора может быть выполнена также в виде плоских упругих полос, которые вставляются в зазор с предварительным напряжением.
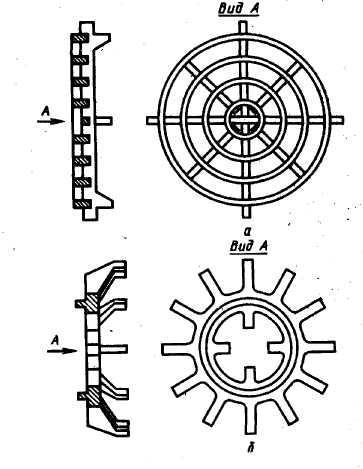
Рис. 1.9 Диафрагмы:
а – для крепления многошашечных зарядов; б – для крепления одношашечного заряда.