

11.9.2. Залежність селективності від ступеня перетворення
Для елементарного об’єму РІВ для реакції:
![]() ,
,
що перебігає без зміни об’єму cуміші і при рівності a = r = s селективність буде визначатися за рівняннями:
![]()
![]()
Вихід продукту Ф чи ступінь перетворення Χ

У
РІЗ - Б ця залежність наступна:
![]()
Залежність селективності від ступеня перетворення дозволяє вибрати оптимальну модель реактора для максимального виходу цільового продукту (рис. 11.12.).

Р
![]()
![]()
Отже, при проведенні послідовних реакцій більш висока селективність досягається в РІВ і РІЗ – Б.
Селективність також залежить від співвідношення k1 / k2 . Якщо константа швидкості другої реакції k2 значно більше першої k1 (k2 >> k1), висока селективність досягається тільки при малих ступенях перетворення і різко падає при високих ступенях перетворення. Для одержання високої селективності такі процеси варто здійснювати за циклічною схемою при малому ступені перетворення вихідної сировини за один прохід через реактор. Цільовий продукт вилучається з реакційної суміші з наступною рециркуляцією непрореагувавшої сировини, що непрореагувала. Якщо k2 << k1, можна одночасно досягти високої селективності і ступеня перетворення сировини без введення рециклу.
Вихід цільового продукту, селективність і ступінь перетворення залежать від моделі реактора.
Якщо селективність зі збільшенням ступеня перетворення зменшується (рис. 11.13 а, б), вихід буде зменшуватися. У цьому випадку площа під кривою більше площі прямокутника, тому потрібно віддати перевагу РІВ чи РІЗ – Б, РІЗ–К займає проміжне положення.
Якщо зі збільшенням ступеня перетворення селективність зростає, то краще використовувати РІЗ – Б. У цьому випадку застосування каскаду не рекомендується, тому що вихід у ньому буде нижче, ніж в одиничному реакторі

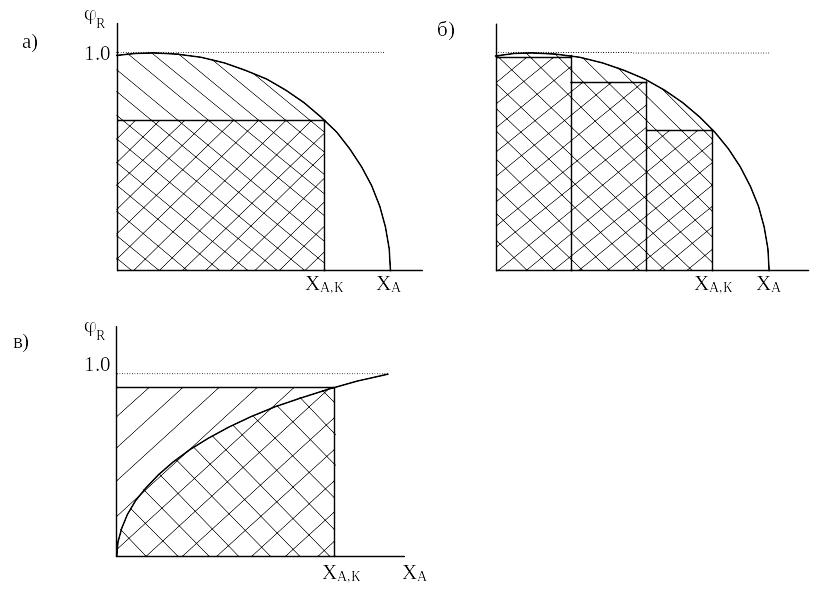
Рис.11.13. Залежність селективності від ступеня перетворення для необоротної реакції
11.10. Хімічні реактори з неідеальною структурою потоків
При складанні математичної моделі реакторів ідеального змішування і витіснення був зроблений ряд допущень, що полегшують як побудову моделей, так і розрахунки на їхній основі. Однак ці допущення не завжди близькі до реальних умов. Розглянемо спочатку основні причини відхилень від ідеальності.
Причину відхилення в безперервно діючих (проточних) реакторах можна охарактеризувати в такий спосіб: в апарат надходить реакційна суміш і якимось чином переміщується від вхідного отвору до вихідного. При цьому передбачається, що всі елементи: реакційного потоку знаходяться в реакторі якийсь час, протягом якого може перебігати хімічна реакція.
У загальному випадку час перетворення окремих елементів потоку в проточному апараті – це безперервна випадкова величина, значення якої може мінятися від 0 до нескінченності. Може виявитися так, що якийсь елемент потоку в реакції не бере участі, тому що він надходить в реактор в так названу застійну зону. Тут реакційна суміш затримується і швидкість хімічної реакції якщо не дорівнює 0, то істотно відрізняється від швидкості реакції в основному потоці.

Рис. 11.14. Утворення в проточних реакторах застійних зон
Другою причиною, по якій частина реакційного потоку може не приймати участь у реакції, є утворення внутрішніх байпасів.

Рис.11.15. Утворення внутрішніх байпасних ліній
Особливо часто байпаси виникають при недостатньо продуманому конструктивному рішенні в апаратах, де реакційним простором є поверхня зернистого каталізатора. Найкращі результати могли б бути отримані, якби всі елементи реакційного потоку знаходилися в зоні реакції строго однаковий час. Це можливо в апараті ідеального витіснення, що характеризується плоским профілем лінійних швидкостей потоку. Однак у реальних реакторах, навіть близьких до ідеального витіснення, все-таки існує якийсь розподіл елементів потоку в часі перебування, можливо внаслідок часткового перемішування елементів потоку в осьовому напрямку. Таке перемішування може виникнути в результаті молекулярної дифузії: концентрації учасників реакції в двох сусідніх точках по довжині реактора витіснення будуть різними, різниця концентрації ΔС є рушійною силою дифузії. Наявність подовжньої дифузії призводить до порушення поршневої течії потоку – відбудеться розмивання «поршня», якщо розглядати деякий елемент потоку як поршень.
Поряд з молекулярною дифузією в реакторі витіснення відбувається турбулентна дифузія. Турбулентний потік відрізняється наявністю спрямованих у всі сторони хаотичних пульсацій швидкості щодо її середнього значення. При цьому пульсації в радіальному напрямку призводять до вирівнювання умов (концентрацій, температури) за поперечним перерізом і отже необхідні для виконання допустимої моделі реактора ідеального витіснення. Пульсації в подовжньому напрямку, навпаки, приводять до того, що одні елементи потоку випереджають основну масу, інші відстають від неї, тобто відбувається осьове перемішування чи подовжня дифузія. Дифузія в осьовому напрямку відбувається не тільки в турбулентній течії потоку. Подовжнє перемішування може бути наслідком нерівномірності поля швидкостей, наприклад при ламінарній течії рідини. У цьому випадку елементи потоку рухаються в центрі каналу швидше, ніж у стінки. Якщо в якийсь момент часу τ1 помітити частки, що знаходяться в якомусь перерізі потоку, то в більш пізні моменти τ2, τ3 і т.ін. позначені частки виявляться на поверхні параболоїда. Ті з них, що рухаються по осі труби, перемістяться далі всіх, а ті, що у самої стінки, не зрушаться з місця – їхня швидкість дорівнює 0.
І хоча характер руху не хаотичний (у будь-який момент часу можна передбачити положення обраної частки потоку), результат буде той же, що й у випадку молекулярної дифузії - розмивання «поршня». Такий вид дифузії зветься – тейлорівською дифузією.

Рис.11.16. Схема дифузійної моделі