

§ 10.5. Тепловой расчет редукторов
При работе редуктора потери мощности, вызванные трением в зацеплении и в подшипниках, перемешиванием и разбрызгиванием масла, приводят к нагреву деталей редуктора и масла. При нагреве вязкость масла резко падает, что приводит к нарушению режима смазывания. Нормальная работа редуктора будет обеспечена, если температура масла не превысит допускаемой.
Рассматриваемый ниже метод расчета обязателен для червячных и зубчато-червячных редукторов. Для зубчатых редукторов малой и средней мощности в нем нет необходимости, так как КПД их высок и тепловыделение невелико.
При установившемся режиме работы редуктора все выделяющееся тепло отдается через его стенки окружающему воздуху; этому соответствует определенный перепад температур между маслом и окружающим воздухом. Условие работы редуктора без перегрева
(10.1)![]()
где tм — температура масла, °С; tв — температура окружающего воздуха, °С (принимают обычно tв = 20°С); Рч — подводимая мощность (или мощность на валу червяка), Вт; — КПД редуктора (см. гл. I); kt — коэффициент теплопередачи [kt 1117 Вт/(м2 • оС]; А — площадь теплоотдающей поверхности корпуса редуктора, м2 (при подсчете А площадь днища не учитывают, если оно не обдувается воздухом); [t] = 4060оС — допускаемый перепад температур между маслом и окружающим воздухом (меньшие значения —для редукторов с верхним расположением червяка).
Если t > [t] , то следует увеличить теплоотдающую поверхность ребрами (рис.10.38 и 10.39), вводя в расчет 50% их поверхности; можно уменьшить t,
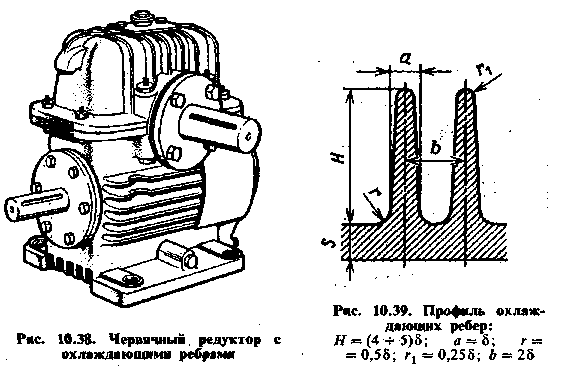
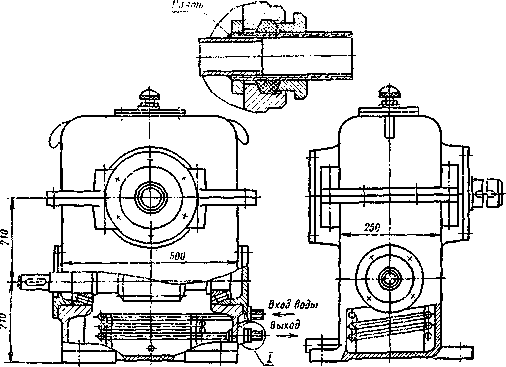
Рис. 10.40. Червячный редуктор со змеевиком для охлаждения масла
увеличив kt. Для этого применяют обдув корпуса (см. рис. 10.31), повышающий kt на 50—100%. Если оба указанных способа оказываются недостаточно эффективными, следует установить в масляной ванне змеевик, по которому пропускают охлаждающую воду (рис. 10.40).
§ 10.6. Допуски и посадки деталей передач
Единая система допусков и посадок — ЕСДП (ГОСТ 25346-82 и ГОСТ 25347-82) регламентирована стандартами СЭВ и в основном соответствует требованиям Международной организации по стандартизации — ИСО.
Основные термины и обозначения ЕСДП приведены ниже.
Номинальным размером называют размер изделия, полученный по расчету или выбранный по конструктивным соображениям. Изготовленные изделия всегда имеют некоторые отклонения от номинальных размеров.
Для того чтобы изделие отвечало своему целевому назначению, его размеры должны выдерживаться между двумя допустимыми п р е д е л ь н ы м и размерами, разность которых образует д о п у с к. Зону между наибольшим и наименьшим предельными размерами называют полем допуска.
На рис. 10.41 показан графический способ изображения допусков и отклонений (поле допуска отверстия — охватывающая деталь — заштриховано клеткой, а поле допуска вала — охватываемая деталь — заштриховано точками). На рис. 10.41, а изображены отверстие и вал и их поля допусков: на рис. 10.41,б — только поля допусков (упрощенная схема).
К различным соединениям предъявляют неодинаковые требования в отношении точности. Поэтому система допусков содержит 19 квалитетов: 01, 0, 1, 2, 3,...,17, расположенных в порядке убывания точности. Характер соединения деталей называют п о с а д к о й. Характеризует посадку разность размеров деталей до сборки.
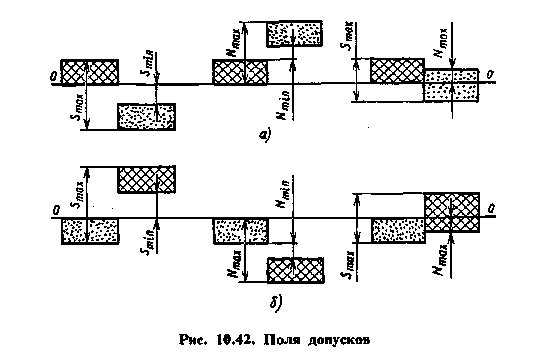
Посадки могут обеспечивать в соединении з а з о р S или н а т я г N. Переходные посадки могут иметь или зазор, или натяг; они характеризуются наибольшим зазором Smаx и наибольшим натягом Nmaх.
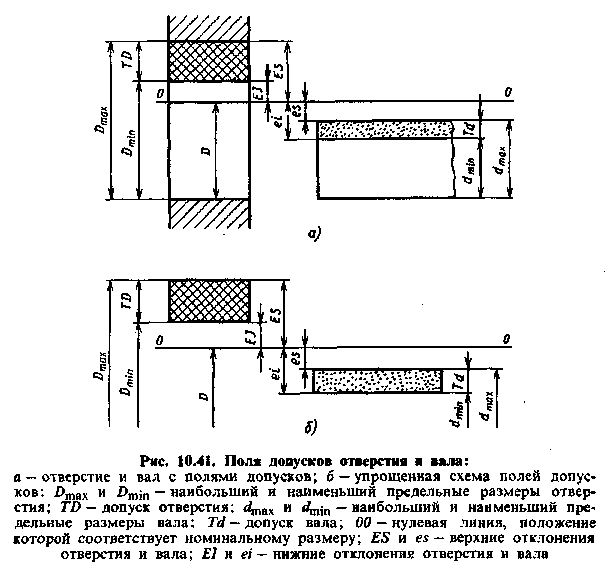
Разнообразные посадки удобно получать, изменяя положение поля допуска или вала, или отверстия, оставляя для всех посадок поле допуска одной детали неизменным (рис. 10.42). Деталь, у которой положение поля допуска остается без изменения и не зависит от вида посадки, называют о с н о в н о й д е т а л ь ю с и с т е м ы. Если этой деталью является отверстие, то соединение выполнено в с и с т е м е о т в е р с т и я (рис. 10.42, а); если основной деталью является вал — в с и с т е м е в а л а (рис. 10.42,б). У основного отверстия нижнее отклонение EJ = 0. После допуска направлено в сторону увеличения номинального размера. У основного вала верхнее отклонение es = 0. Поле допуска направлено в сторону уменьшения номинального размера.
Основные отклонения обозначают буквами латинского алфавита: для отверстий прописными A, В, С и т. д.; для валов строчными a, b, с и т. д. Преимущественно назначают посадки в системе отверстия с основным отверстием Н, у которого EJ = 0.
Для посадок с зазором рекомендуют применять неосновные валы f, g, h; для переходных посадок — js, k, m, n; для посадок с натягом — p, r, s.
Посадки обозначают комбинациями условных обозначений полей допус-
![]()
ков. Например, означает соединение двух деталей с номинальным диа-
м
![]()
обозначение
При назначении посадок следует пользоваться следующими рекомендациями: при неодинаковых допусках отверстия и вала больший допуск должен
![]()


быть у отверстия например, ; допуски отверстия и вала могут отличать-
ся не более чем на 2 квалитета.
В табл. 10.11 и 10.12 приведены отклонения основных отверстий и отклонения валов для наиболее распространенных квалитетов и размеров от 18 до 180 мм.