

1.8. Передний и задний углы токарного резца
В ПРОЦЕССЕ РЕЗАНИЯ И В ЗАВИСИМОСТИ
От установки на станке
В зависимости от положения плоскости резания в процессе обработки величина углов РИ может изменяться, что наблюдается, когда плоскость резания занимает иное положение, чем при определении углов в статике. Кроме того, геометрические параметры режущей части инструментов, полученные после заточки, изменяются, или трансформируются, в результате: изменения положения резца относительно основной плоскости; при установке вершины резца выше или 16
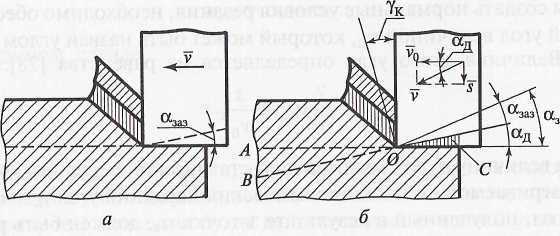
Рис. 1.11. Схема изменения величины статических углов резца в процессе резания при: а- α = 0°; б- α # 0°
ниже оси центров станка или детали; вследствие износа рабочих поверхностей инструмента.
Предположим, что процесс резания осуществляется по кинематической схеме, показанной на рис. 1.11, где в качестве инструмента используется призматический брусок со статическими углами у — 0°, Зъ а = 0°. На рис. 1.11, а плоскость резания при обработке совпадает с -О плоскостью резания в статике, поэтому кинематические углы равны чг углам в статике. Инструмент имеет угол а = 0°, в результате чего про-" исходит трение между задней и обрабатываемой поверхностями. Для уменьшения трения необходимо на инструменте создать положительный задний угол а3 или угол зазора a3a3-
Теперь предположим, что инструменту сообщается одновременно два движения (рис. 1.11,6). Одно из движений (главное) совершается со скоростью v0, второе (движение подачи) — со скоростью S. Результирующей скоростью будет скорость резания v. В данном случае траекторией движения точки режущей кромки является наклонная прямая ОВ, параллельная вектору скорости резания v. Эта прямая — след плоскости резания в процессе обработки. Таким образом, плоскость резания занимает иное положение, чем в статике, так как след плоскости резания в статике — прямая ОА. Передний угол в статике у = 0°, в процессе резания он приобретает положительное значение ук [4, 18].
Задний угол в статике а = 0°, в процессе резания он имеет отрицательное значение. В этом случае осуществление процесса резания возможно лишь при условии смятия, пластического деформирования и выдавливания задней поверхностью слоя Сматериала обрабатываемой детали, препятствующего движению по направлению вектора v.
17
Ч тобы
создать нормальные условия резания,
необходимо обеспечить задний
угол величиной αд,
который может быть назван углом
движения.
Величина этого угла определяется из
равенства [78]:
тобы
создать нормальные условия резания,
необходимо обеспечить задний
угол величиной αд,
который может быть назван углом
движения.
Величина этого угла определяется из
равенства [78]:
![]() (1.9)
(1.9)
На величину αд также возрастает статический передний угол. Для рассматриваемой схемы кинематический передний угол ук = ад. Задний угол, полученный в результате заточки α3, должен быть равным сумме углов:
![]()
При неправильно выбранных углах ϒ и α1 т. е. без учета изменения их в процессе резания, работа РИ может протекать в тяжелых условиях. Величина углов αд для каждой кинематической схемы резания определяется расчетом, а величина αзаз— по нормативам.
Рассмотрим влияние подачи на углы в движении для проходного резца, установленного по центру заготовки, с углами φ = 90° и λ= 0°. При продольном точении, когда заготовка вращается, а резец имеет движение продольной подачи, поверхность резания представляет собой винтовую поверхность (рис. 1.12, а). Действительная плоскость резания АА, касательная к поверхности резания, будет составлять с теоретической плоскостью резания ВВ угол ад, представляющий собой угол подъема винтовой поверхности (рис. 1.12, б). В результате вместо заточенного заднего угла α3 при резании получается угол αзаз, меньший угла α3 на величину αд:
(1.11)
![]()
В данном случае
![]()
(1.12)
Из уравнения (1.12) видно, что угол ад увеличивается с возрастанием подачи и уменьшением диаметра заготовки. Поэтому чем больше подача, тем меньшим будет действительный задний угол азаз в процессе резания. Для обычно используемых при точении подачах угол ад незначителен. При нарезании же резьбы этот угол больше и принимается в расчет при назначении величины а3 [78].
В рассмотренном случае при ср = 90° направление подачи совпадает с направлением главной секущей плоскости, в которой измеряется задний угол в статическом состоянии. При угле ф ф 90° этого совпадения нет и угол а.д(ф) в главной секущей плоскости определяется по формуле
(1.13)
![]()
а действительный задний угол азаз(ф) = а3 — а,^.
Если вершина резца установлена ниже или выше оси заготовки, необходимо учесть угол τφ (рис. 1,13).
Поскольку
(1.14)
![]()
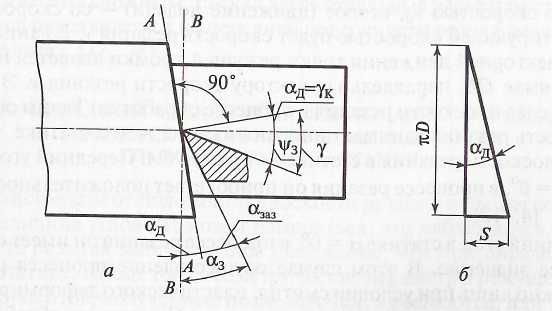

Рис. 1.12. Влияние кинематики процесса продольного точения на изменение углов резца
18
то
(1.15)
![]()
Знак плюс учитывается при установке вершины резца ниже центра, знак минус — при ее установке выше центра детали. Для углов резца аза3((р) при растачивании знаки плюс и минус учитываются в обратном направлении.
Подобное влияние на действительное значение заднего угла оказывает также подача при поперечном точении и отрезке. Пусть Ф = 90° и X = 0° (рис. 1.14). В связи с вращательным движением заготовки и поступательным движением резца точки режущей кромки описывают архимедову спираль, касательная к которой будет действительной плоскостью резания АА. Следовательно, угол
19
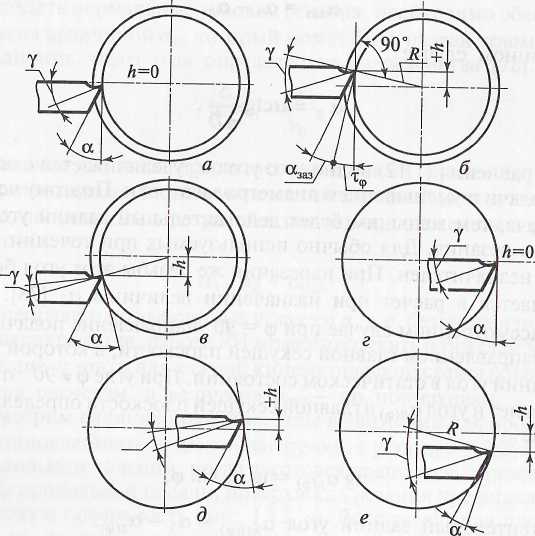



Рис. 1.13. Геометрические параметры резца в зависимости от положения его вершины относительно оси центров при наружном точении (а, б, в) и растачивании (г, д, е); б — к расчету изменения величины заднего угла при установке резца выше линии центров
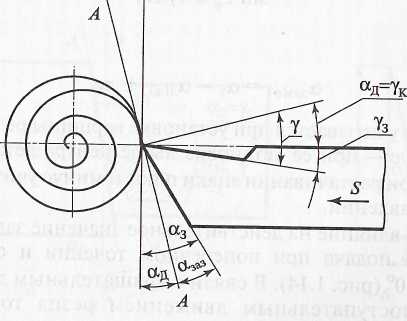
Рис. 1.14. Схема изменения углов резца у и а при отрезании или подрезке
торца детали
а3аз = «з — ад уменьшается с увеличением подачи, а также по приближении резца к оси заготовки.
Поскольку а + р + у = 90°, а угол заострения резца всегда величина постоянная, с уменьшением заднего угла аз на какую-то величину ад(ф) передний угол уз должен увеличиться на эту же величину. Таким образом, резец в процессе работы имеет передний угол
(1.16)
![]()
где ϒк = αД(ф); τ — угол поворота плоскости резания в результате установки резца выше или ниже оси вращения заготовки.
1.9. ОСОБЕННОСТИ РАСТАЧИВАНИЯ, ОБРАБОТКИ ТОРЦОВ,
ОТРЕЗАНИЯ
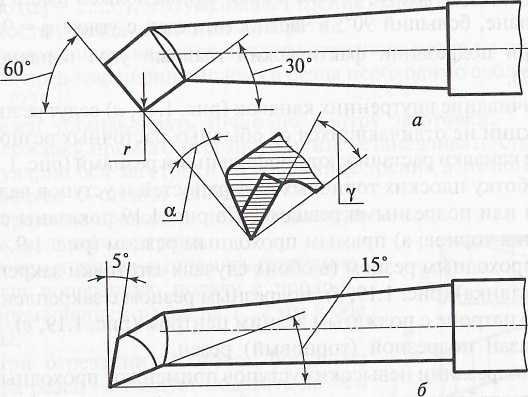
Рис. 1.15. Расточные резцы
Отверстия в заготовках, полученных ковкой, литьем или сверлением с целью увеличения диаметра, повышения точности и уменьшения шероховатости, растачивают. Расточные резцы бывают проходными (рис. 1.15, а) для сквозных отверстий и упорные (рис. 1.15, б) — для глухих отверстий. Расточной резец закрепляют в резцедержателе станка параллельно оси заготовки. Для того чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол делают несколько большим (α= 12... 16°), чем у резцов для наружного точе-
21

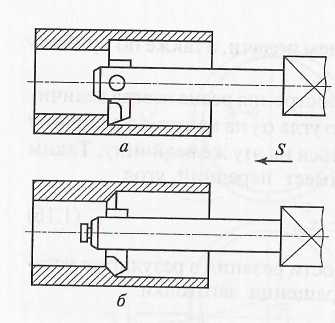
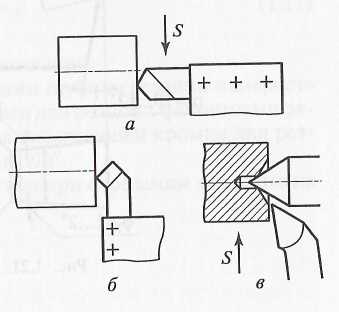
а — с расточным упорным резцом, б— с расточным проходным резцом
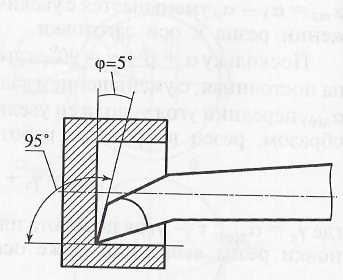
Рис. 1.17. Углы в плане при растачивании упорным резцом
Рис. 1.18. Растачивание внутренних канавок
Рис. 1.19. Способы подрезания
торцов у закрепленных в патроне
заготовок
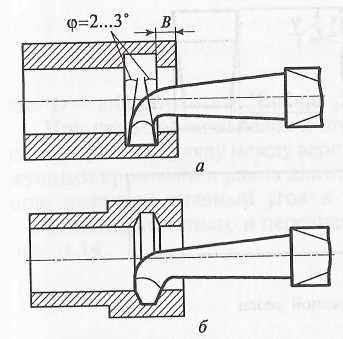
ния. Часть державки резца, расположенная у головки, выполняется тоньше крепежной части с целью исключения возможности касания ею поверхности отверстия. Отверстия диаметрами выше 80 мм растачивают резцами, закрепленными в оправке (борштанге) с торца или с наружной поверхности (рис. 1.16).
Внутренние торцы и уступы подрезают расточными упорными резцами с подачей к центру. Резец в этом случае должен иметь главный угол в плане, больший 90°; в частности, резец с углом φ= 95° будет иметь при подрезании фактический главный угол в плане φ = 5° (рис. 1.17).
Растачивание внутренних канавок (рис. 1.18, а) ведут резцами, по конструкции не отличающихся от обычных расточных резцов. Профильные канавки растачивают профильными резцами (рис. 1.18, б).
Обработку плоских торцовых поверхностей и уступов ведут проходными или подрезными резцами. На рис. 1.19 показаны способы подрезания торцов: а) прямым проходным резцом (рис. 1.9, а); отогнутым проходным резцом (в обоих случаях заготовки закреплены в патроне станка) (рис. 1.19, б); подрезным резцом с закреплением заготовки в патроне с поджатым задним центром (рис. 1.19, в). На рис. 1.20 показан подрезной (торцовый) резец.
При подрезании невысоких уступов применяют проходные упорные резцы, работающие с продольной подачей; при этом подрезание уступа совмещают с точением наружной поверхности. 22
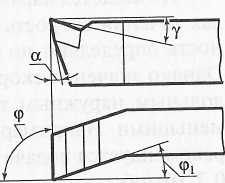
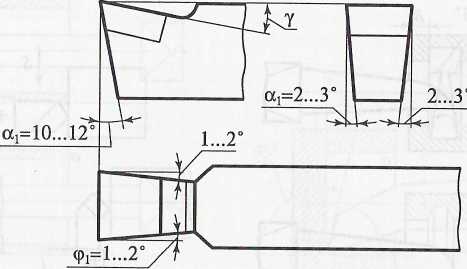
Протачивание наружных канавок и отрезание проводят прорезными (канавочными) (рис. 1.21) и отрезными (рис. 1.22) резцами. Главная режущая кромка у отрезного резца прямая, у прорезного может быть прямой или фасонной (в зависимости от формы канавки). Каждый из этих резцов имеет по две вспомогательные режущие кромки с углами φ1 = 1...20, кроме того, головки резцов суживаются к основанию (φ2 = 2...30). Это уменьшает трение вспомогательных задних поверхностей резца о стенки отверстия.
Поскольку ширина рабочей части отрезного резца не превышает 5 мм, для предотвращения поломки резца необходимо соблюдать ряд
правил [22].
Резец устанавливать точно по центру заготовки.
Державку прямого отрезного резца устанавливать строго пер пендикулярно оси заготовки во избежание трения вспомогательных поверхностей о стенки канавки.
Отрезание проводить по возможности ближе к кулачкам патрона.
Рекомендуется выполнять отрезание, совмещая поперечную подачу с продоль ным перемещением резца на 1...2 мм в обе стороны.
5. При отрезании заготовок большого диаметра резец не следует подавать до оси заготовки. Выведя резец из канавки, деталь
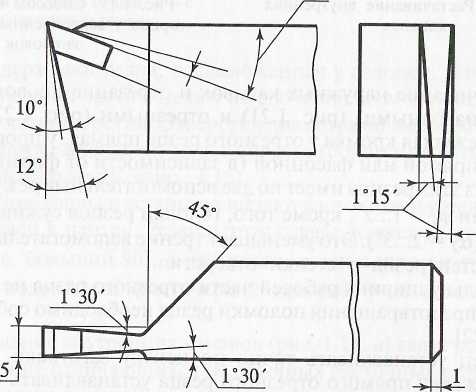
отламывают. Рис. 1.20. Подрезной резец
23
![]()
(1.17)
где D — диаметр отверстия до растачивания.
При прорезании канавок и отрезании глубина резания измеряется по перпендикуляру между вершинами для резцов с фасонными режущими кромками и равна длине главной режущей кромки для резцов, имеющих главный угол в плане 90°.
Изменение заднего и переднего углов при отрезании показано на рис. 1.14.
Рис. 1.22. Отрезной резец
Что касается параметров режима резания, то при указанных методах точения скорость резания, силы резания и эффективную мощность определяют по аналогии с продольным наружным точением. Однако значения скоростей резания занижают по сравнению с продольным наружным точением до 20 %. Подачи также принимают меньшими. Например, при отрезании деталей диаметрами до 60 мм рекомендуется подача 0,1...0,15 мм/об; при больших диаметрах — до 0,3 мм/об.
Глубина резания при растачивании
24