

4. Смазочно-охлаждающие жидкости
Установлено [2, 4, 6, 18, 37, 67], что смазочно-охлаждающие технологические среды (СОТС) оказывают существенное влияние на процесс резания и качество обработанной поверхности. При различных видах механической обработки применяют различные виды СОТС. К ним относятся.
Смазочно-охлаждающие жидкости (СОЖ): а) вода с небольшой добавкой веществ, препятствующих коррозии станка и детали (на пример, соды); б) эмульсии, представляющие собой растворы в воде специальных эмульсолов и паст, т. е. растворы специальных мыл в воде; в) масла растительные (льняное, сурепное, касторовое), мине ральные (индустриальное-20) и осерненные (сульфофрезол — масло индустриальное-20 с добавкой 2...3 % серы); г) специальные (напри мер, смесь керосина и масла).
Распыленные жидкости.
Газообразные среды.
Твердые смазки.
Наибольшее распространение имеют СОЖ, поэтому в настоящей работе акцент сделан на них.
4.1. СОВРЕМЕННЫЕ СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ. ТРЕБОВАНИЯ К НИМ
Современные СОЖ [37, 55, 56] представляют собой специализированные гомогенные или гетерогенные многокомпонентные технологические среды, обладающие комплексом свойств, обеспечивающих оптимальные условия проведения процесса резания металлов. Все СОЖ в зависимости от базовой основы подразделяются на две группы: масляные и водорастворимые. Кроме основы, СОЖ содержат набор присадок различной природы и назначения, повышающих их свойства.
Масляные СОЖ содержат в качестве основы неактивированные (чистые) и активированные масла. При выборе минеральных солей учитывают их вязкость и совместимость с присадками. В случае при-
91
м

 енения
синтетических масел учитывают их
повышенную по сравнению
с минеральными маслами стойкость. К
активированным относят
сульфированные, хлорированные и
сульфохлорированные масла.
Предварительно
активированные масла могут быть также
использованы
в качестве присадок к базовому маслу.
В
зависимости от строения
и структуры присадок их применяют для
обеспечения антизадирного,
антиизносного и антифрикционного
действий.
енения
синтетических масел учитывают их
повышенную по сравнению
с минеральными маслами стойкость. К
активированным относят
сульфированные, хлорированные и
сульфохлорированные масла.
Предварительно
активированные масла могут быть также
использованы
в качестве присадок к базовому маслу.
В
зависимости от строения
и структуры присадок их применяют для
обеспечения антизадирного,
антиизносного и антифрикционного
действий.
К антизадирным относят присадки, предотвращающие схватывание и износ режущих инструментов при наиболее тяжелых режимных условиях. Это вещества, содержащие серу, хлор, фосфор. Присадки, обеспечивающие антикоррозионное действие масляных СОЖ, могут быть те же, что и используемые для улучшения смазывающих свойств СОЖ: полимерные жирные ненасыщенные кислоты, дисульфиды, аминофосфаты.
Присадки, предотвращающие окисление масел, называют антиоксидантами. Наиболее распространенными являются ионол, диал-килдитриофосфаты и др. Для масляных СОЖ применяют также антипенные и антитуманные присадки.
Водорастворимые СОЖ подразделяются на эмульсионные, синтетические и полу синтетические. Они содержат в качестве основы воду и могут включать присадки органического или неорганического типа (в ряде случаев — их смесь), хорошо растворимые в воде.
Эмульсионные СОЖ представляют собой водные растворы масел типа «масло в воде». В них кроме масла и воды входят эмульгаторы, вещества связки, ингибиторы коррозии, бактерициды, биоциды, антиизносные и антизадирные присадки. Эмульгаторы представляют собой поверхностно-активные вещества (ПАВ), уменьшающие поверхностное натяжение и стабилизирующие диспергированные частицы масла в воде. Вещества связки обеспечивают совместимость масел с эмульгаторами.
К синтетическим относятся СОЖ, содержащие присадки, полученные путем синтеза. Это — водорастворимые мономеры различных органических кислот, их соли, в том числе обладающие триоактивными свойствами, водорастворимые олигомеры и полимеры, а также полимеры, обладающие свойствами электролитов. Применяют также сополимеры, смеси мономеров и полимеров. В качестве присадок к синтетическим водным СОЖ используются поверхностно-активные вещества типа синтетических жирных кислот и их солей, высшие жирные спирты и др. В ряде случаев к синтетическим СОЖ добавляют жидкости, которые наряду с синтезированными органическими присадками содержат и неорганические добавки, например для придания СОЖ антикоррозионных свойств.
92
Полусинтетические СОЖ содержат в своем составе в качестве присадки минеральное масло.
Основной функцией СОЖ является механизм охлаждающего действия; он определяется условиями процесса конвективного теплообмена между СОЖ и нагретыми в ходе лезвийной обработки поверхностями обрабатываемой детали и режущих инструментов. На коэффициент теплообмена влияют: теплопроводность СОЖ, скорость обтекания охлаждаемой поверхности, теплоемкость, плотность, вязкость СОЖ и разность температур охлаждаемой поверхности и СОЖ.
Эффект охлаждения становится наиболее существенным при повышенных скоростях резания. Это объясняется следующими характеристиками СОЖ, определяющими ее охлаждающую способность: теплопроводностью, теплоемкостью, теплотой испарения и смачиваемостью контактирующих поверхностей. Например, удельная теплоемкость водных СОЖ примерно в два раза превышает удельную теплоемкость масляных СОЖ, что обеспечивает большое охлаждающее действие водных СОЖ. В случае если при резании металлов СОЖ переходит из жидкого состояния в газообразное, то происходящий при этом процесс испарения является эффективным методом охлаждения. При этом приобретает значение такой фактор, как скрытая теплота парообразования, характеризующая, какое количество тепловой энергии требуется для преобразования единицы массы жидкости в газовое состояние. Имеющиеся плотные зазоры между контактирующими поверхностями могут способствовать образованию скрытого парового слоя СОЖ, который может замедлить дальнейшее охлаждение.
На теплообмен оказывает влияние гидродинамика обтекания СОЖ охлаждаемых поверхностей, зависящая от скорости и направления движений режущих инструментов и деталей, их вибраций, сходящей стружки, давления подачи СОЖ. Площадь теплопереноса также влияет на теплообмен, причем эффективная площадь теплопереноса зависит от способности СОЖ смачивать контактирующие поверхности. Смачивание выше в том случае, когда СОЖ имеет относительно низкое поверхностное натяжение. Многие добавки к СОЖ, в частности ингибиторы коррозии и жирные кислоты, обладают способностью уменьшать поверхностное натяжение жидкости.
В целом эффективность механизма охлаждения связана с повышением работоспособности режущих инструментов, поскольку увеличение их стойкости напрямую связано со способностью СОЖ отводить теплоту. В отдельных случаях охлаждение может вызвать и отрицательное действие. Например, при работе твердосплавными режущими инструментами и из режущей керамики перерывы в подаче
93
С ОЖ
на контактные площадки приводят к
микрорастрескиванию режущих
пластин и, соответственно, к интенсификации
процесса их изнашивания.
ОЖ
на контактные площадки приводят к
микрорастрескиванию режущих
пластин и, соответственно, к интенсификации
процесса их изнашивания.
Смазочное действие. СОЖ может производить следующие виды смазочного действия: химическое, диффузионно-химическое, контактно-гидравлическое. Смазочное химическое действие СОЖ заключается в образовании на контактирующих поверхностях химических соединений как неорганической природы (оксидов, сульфидов, галогенидов и др.), так и органических (продуктов деструкции или полимеризации, снижающих трение в зоне контакта и уменьшающих адгезию стружки к поверхности режущих инструментов). Созданы эффективные СОЖ на основе присадок триоактивного действия, образующих защитную пленку на контактных поверхностях.
Химическое, диффузионно-химическое и контактно-гидродинамическое смазочные действия оказывают значительное влияние на трение в условиях резания: уменьшают теплообразование, адгезию и диффузию, что улучшает все показатели функционирования системы резания.
Смазочное диффузионно-химическое действие СОЖ дополняет химическое действие. Ускорение диффузионных явлений в процессе лезвийной обработки приводит к интенсификации диффузии атомов веществ (например, кислорода и углерода), входящих в состав СОЖ, в глубь металла. Регулируя с помощью СОЖ взаимодействия этих атомов с материалами детали и режущих инструментов с образовавшимися на контактных поверхностях соединениями, можно предотвратить схватывание металлов и образование нароста при резании.
Контактно-гидродинамическое смазочное действие СОЖ характеризуется образованием достаточно толстой прослойки пленки, обладающей значительной упругостью и способностью воспринимать высокие контактные нагрузки. Такое смазочное действие может оказывать большая группа СОЖ, особенно с жировыми присадками. Одним из важнейших условий такого образования является вязкость СОЖ, которая должна быть оптимальной для данного вида операции механической обработки.
Для осуществления эффективного смазочного действия должны выполняться следующие требования [28, 56]:
присадки в СОЖ должны присутствовать в достаточных коли чествах;
компоненты СОЖ должны обладать таким строением и струк турой, чтобы было обеспечено проникновение СОЖ в зону резания;
имеющие место при резании температуры должны быть доста точно высоки, чтобы способствовать образованию поверхностных
94
соединений, но не допускать разложения или расплавления этих соединений;
— скорость резания и скорость прохождения поверхностных реакций должны быть соизмеримы, чтобы оставалось время для завершения реакций образования защитных слоев; в частности, установлено, что увеличение скорости резания без подбора соответствующих присадок приводит к ограничению доступа СОЖ, уменьшению скорости реакции, необходимой для образования поверхностных соединений, и не дает возможности использовать присадки с низкой температурой плавления.
Диспергирующее действие. В основе диспергирующего действия СОЖ лежит эффект П.А. Ребиндера [44], объясняющий влияние внешней среды на диспергирование твердых тел, в том числе влияние СОЖ при резании металлов. Важнейшее из направлений физико-химической механики, получающее эффективное применение при резании в основном труднообрабатываемых материалов, — это понижение работы образования новых поверхностей в момент их возникновения в процессе пластической деформации и разрушения твердых тел путем уменьшения поверхностной энергии твердого тела на границе с внешней средой. Если искусственно вводимая в зону обработки внешняя среда обеспечивает относительно слабое уменьшение поверхностной энергии, то достигается поверхностный пластифицируемый эффект, облегчение и локализация пластической деформации в тонком поверхностном слое. Это объясняется тем, что поверхностно-активная внешняя среда облегчает выход на поверхность дислокаций, движение которых и составляет сущность пластической деформации. Если же в зону обработки вводится сильно поверхностно-активная среда, то достигается охрупчивание твердого тела и облегчение процесса его разрушения.
Физический смысл данной группы явлений заключается в следующем: в ходе разрушения твердого вещества изменяются и перестраиваются его внутренние связи. Они ослабляются, и их разрыв облегчается в том случае, если их частично удается направить на взаимодействие с атомами легкоподвижной внешней среды, в качестве которой используется композиция, в состав которой входят поверхностно-активные вещества. Поэтому при обработке металлов поверхностно-активной внешней средой, способствующей достижению охрупчивающего и диспергирующего эффектов, являются расплавы металлов (например, олово, цинк, кадмий-висмутидр.). Однако при резании с обычными СОЖ такой эффект не проявляется.
Защита от коррозии. Один из основных способов защиты от коррозии при использовании СОЖ — добавление различных присадок,
95
ингибиторов коррозии, увеличивающих щелочность СОЖ и уменьшающих возможность образования ржавчины. В случае использования масляных СОЖ защита от коррозии заключается в способности покрывать или смачивать поверхности режущих инструментов и детали защитной пленкой, представляющей физический барьер для протекания электрохимических реакций. По мере того как скорость обработки и твердость обрабатываемого материала детали увеличиваются, смачивающая способность и проникновение масляных СОЖ ухудшаются, что приводит к ослаблению защитного антикоррозионного действия. В этом случае необходимо использовать смазочно-охлаждающие жидкости эмульсионного типа, которые сочетают охлаждающие свойства воды со смазочными действиями масел. Они содержат предохраняющие от коррозии алканоламины, нефтяные сульфонаты — эмульгаторы, смачивающие агенты, жирные кислоты, которые также способствуют сохранению защитной пленки, остающейся после испарения воды из эмульсии.
При использовании эмульсионных СОЖ для сохранения их антикоррозионных свойств необходимо поддерживать в допустимых пределах заданную концентрацию рабочего раствора, а также контролировать качество применяемой для СОЖ воды, температуры и влажности при лезвийной обработке, условия хранения СОЖ, микробиологический баланс, наличие посторонних примесей и смазок.
При использовании синтетических водных СОЖ защитное антикоррозионное действие обеспечивается введением различных ингибиторов коррозии в виде комбинаций алканоламинов с нитритом натрия. Однако образующиеся при таком сочетании нитрозоамины считаются вредными, что ограничивает применение нитрита натрия. Другими присадками, способствующими защите от коррозии, являются бораты, фосфаты в комбинации с алканоламинами и некоторые производные органических кислот. Основными требованиями для выполнения антикоррозионного действия этих присадок являются контроль и поддержание на заданном уровне их концентрации. Необходимо также, чтобы выполнялись требования, предъявляемые к качеству воды для приготовления СОЖ: жесткость, температура, содержание минеральных солей (хлоридов, сульфатов).
Моющий эффект. Моющее действие СОЖ направлено на обеспечение непрерывного удаления из зоны резания продуктов износа режущих инструментов, мелкой стружки и т. д. Моющее действие имеет первостепенное значение при выполнении финишных операций многими лезвийными инструментами.
96
Для того чтобы СОЖ обладала моющим эффектом, она должна оказывать активное смазочное действие, ей должны быть присущи следующие свойства:
высокая поверхностная активность, т. е. низкое поверхностное натяжение на поверхностях раздела, что улучшает смачиваемость частиц;
способность создавать вокруг твердой частицы двойной элек трический слой или сольватную оболочку, результатом чего является отделение частиц от твердых поверхностей; это способствует возник новению расклинивающего давления;
способность создавать вокруг частиц достаточно упругие и прочные пленки, в применяемой СОЖ должна содержаться доста точно большая доля молекул в коллоидно-дисперсном состоянии.
В то же время необходимо отметить, что требованию хорошей моющей способности отвечает ограниченное число составов СОЖ, в частности керосин и керосино-масляные смеси. Поэтому основными путями повышения моющего действия СОЖ является увеличение количества СОЖ, подаваемой в зону резания в единицу времени, и увеличение скорости потока.
Кроме указанных свойств СОЖ должна отвечать следующим требованиям [40]:
не снижать эксплуатационных свойств деталей, изготовленных при их применении, прежде всего коррозионной стойкости и прочности;
быть устойчивыми при эксплуатации и хранении, т. е. не терять своих основных свойств;
не воспламеняться при температуре резания;
не оказывать вредного влияния при попадании на кожный покров и слизистые оболочки работающих;
не иметь запаха;
не образовывать дым, пену и клейкие вещества;
не смешиваться с машинными маслами;
не оказывать на станок и деталь окрашивающего и коррозионного действия.
В целом СОЖ должны быть надежными в эксплуатации и экологически чистыми.
4.2. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Эффективность СОЖ возрастает по мере [28, 56]:
обеспечения доставки СОЖ ближе к зоне резания;
увеличения поверхности и физико-химической активности частиц СОЖ (например, при использовании распыленных СОЖ);
7 2719 97


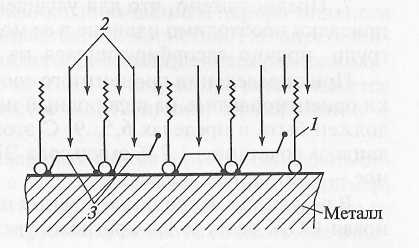
Рис. 4.1. Схема стабилизации смазочно-охлаждающей жидкости присадкой
облегчения доступа кислорода к трущимся поверхностям;увеличения скорости обтекания СОЖ рабочих участков;
интенсификации удаления продуктов износа инструментов. Однако перечисленные меры повышения эффективности СОЖ
связаны лишь с условиями их эксплуатации, но не с их свойствами. Если же связывать технологические свойства СОЖ (повышение стойкости режущих инструментов и точности обрабатываемых деталей, снижение высоты микронеровностей обработанных поверхностей) с их функциональными свойствами (охлаждающим, смазочным, моющим и др.), то необходимо вводить в существующие СОЖ поверхностно-активные вещества, в частности, органические кислоты.
Наиболее перспективной представляется новая СОЖ с присадкой из органических кислот и фуранонов, экономичная и экологически чистая.
4.3. НОВАЯ СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ЛЕЗВИЙНОЙ ОБРАБОТКИ
В Северо-Кавказском регионе России широкое применение имеет эмульсол ЭГТ (ТУ 438-101149-75), выпускаемый Ростовским ОАО «Торговый дом «РИКОС» и предназначенный для эмульсий типа «масло в воде», применяемых при обработке металлов резанием. Несмотря на имеющиеся рекомендации, на машиностроительных предприятиях необоснованно используют 1...10 %-е эмульсии, из-за чего эффективность их в ряде случаев низка.
Исследованная новая СОЖ на базе эмульсола ЭГТ отвечает следующим требованиям: высокие эффективность, экономичность и универсальность. В эмульсию из ЭГТ введена присадка следующего химического состава (масс. %): муравьиная кислота 12...13; малеиновая кислота 8...9; фумаровая кислота 7...8; янтарная кислота 8...9; фураноны 35...36; умягченная вода — остальное. При этом учтено следующее.
1. В водной щелочной среде эмульсии ЭГТ а, р — 2(5Н) — фура- ноны превращаются в натриевую соль ненасыщенной 4 — окси — 2 — бутеновой кислоты. Ниже показано такое превращение. Янтар ная кислота в щелочной среде образует ионногенные соли
![]()
2. Молекулы присадки содержат полярные гидрофильные группы (ОН, СООН, COONa) и неполярные — гидрофобные (углеводород ные группы). Эта особенность строения и дифильность молекул уве-
Рис. 4.2. Механизм полного смачивания контактных поверхностей:
1 — гидрофильные группы молекул присадки; 2 — гидрофобные группы молекул присадки; 3 — адсорбированный слой
личивает способность компонентов присадки растворяться как в иоде, так и в масляной фракции (рис. 4.1): 1 — масляная фракция (!ОЖ; 2 — углеводородный радикал присадки; 3 — полярные гидрофильные группы молекул присадки; 4~ водная фракция СОЖ; 5 — водородные связи эмульсии, что обеспечивает их поверхностно - активное действие.
Наличие нескольких активных групп в молекулах компонентов присадки может обеспечить синергизм их действия, что проявляется В усилении адсорбции одной группы в присутствии другой. На рис. 4.2 показан механизм полного смачивания контактных поверхно стей. Полярные молекулы, ориентируясь в поверхностном слое гид рофильными группами к металлической поверхности, понижают по верхностное натяжение на границе фаз «металл — жидкость», вслед ствие чего образующаяся пленка прочно удерживается на поверхно- сти металла. Адсорбированные слои увеличивают смазочные свойства присадки.
Наличие двойных связей в углеводородном радикале молекул присадки аналогично эффективности слабых полярных групп и уве личивает поверхностную активность.
Поверхностно-активные элементы присадки с С1…С4углерод- ными атомами растворимы в воде, они делают эмульсию стабильней при длительном хранении, а янтарная кислота придает высокие биоцидные свойства.
99
Н
 ебольшая
концентрация присадки дает СОЖ высокие
охлаж
дающие
свойства, присущие воде.
ебольшая
концентрация присадки дает СОЖ высокие
охлаж
дающие
свойства, присущие воде.Предположено, что для улучшения противозадирных свойств присадки необходимо наличие в ее молекулах нескольких полярных групп, прочно адсорбирующихся на поверхности металла.
При определении процентного соотношения эмульсии и присадки ориентировались на водородный показатель рН, который у СОЖ должен быть в пределах 6,5...9. С этой точки зрения оптимальным явилось сочетание: 1,2 % эмульсола ЭГТ и 0,24 % присадки, остальное — умягченная вода.
В результате экспериментальных исследований установлено, что новая СОЖ ведет к 1,5-кратному увеличению стойкости токарных резцов и сверл (в том числе и шнековых) при обработке различных конструкционных материалов [38, 58, 61].
4.4. СПОСОБЫ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ
Результаты, получаемые при применении СОЖ, зависят от способа подвода жидкости в зону резания. При охлаждении РИ свободно падающей струей жидкости (рис. 4.3, а) необходимо соблюдать следующие требования:

Рис. 4.3. Методы подвода СОЖ в зону резания
1) жидкость должна подводиться непрерывной струей, начиная с первого момента резания;
100
количество жидкости должно быть достаточно большим, но не больше 15 л/мин, так как дальнейшее увеличение количества пода ваемой жидкости нецелесообразно; с повышением напора жидкости стойкость инструмента увеличивается, что происходит до определен- i юго предела; при различных видах обработки требуется разное коли чество СОЖ (например, при точении и сверлении рекомендуется подводить жидкость в количестве 10... 12 л/мин; фрезеровании — 10...20 л/мин);
характер подвода, направление и форма струи должны быть от регулированы в соответствии с проводимой обработкой; например, при нарезании резьбы с большой скоростью СОЖ должна подаваться обильной струей; при точении струю направляют в то место, где отде ляется стружка — это позволяет отводить наибольшее количество те плоты;
необходимо следить за состоянием и количеством СОЖ, свое временно менять и доливать ее в баки; предельный срок работы эмульсии при обработке стали достигает 30, а чугуна и латуни — 15 дней.
Внутреннее охлаждение. Для достижения большого эффекта по повышению стойкости инструмента используют внутреннее охлаждение. При этом жидкость подается по каналам резцедержавки к твердосплавной пластине и непрерывно циркулирует в ней (рис. 4.3, б). Такой способ охлаждения даже при обработке высокопрочных сталей позволяет увеличить скорость резания на 25.. .40 %. Для подачи жидкости через внутренние каналы сверла (рис. 4.3, в) применяется специальный патрон. Стойкость сверл с внутренним подводом СОЖ повышается в 3...10 раз по сравнению с обычными.
Высоконапорное (или напорно-струйное) охлаждение. На рис. 4.3, г показана схема такого охлаждения. В этом случае СОЖ направляется под высоким давлением 1,5...2 МПа к режущей кромке резца со стороны задней его поверхности, т. е. снизу. Подача жидкости осуществляется с помощью насосов через фильтр и гибкий шланг с насадкой, имеющей отверстие диаметром 0,4...0,6 мм. Расстояние от выходного отверстия до лезвия резца должно быть как можно меньше, чтобы уменьшить рассеивание струи.
К недостаткам высоконапорного охлаждения относятся: 1) необходимость точного и непрерывного попадания струи в зону резания; 2) сложность защиты от брызг; 3) необходимость оснащения станка специальным насосом.
При таком виде охлаждения стойкость резцов из быстрорежущих палей возрастает в 3...7 раз по сравнению со стойкостью при обычном охлаждении и в 10...20 раз — при сухом точении. Применение
101
в ысоконапорного
охлаждения при обработке резцами,
оснащенными
твердым сплавом, менее эффективно.
Стойкость таких резцов возрастает
лишь в 1,5 раза по сравнению со стойкостью
при обычном охлаждении.
ысоконапорного
охлаждения при обработке резцами,
оснащенными
твердым сплавом, менее эффективно.
Стойкость таких резцов возрастает
лишь в 1,5 раза по сравнению со стойкостью
при обычном охлаждении.
Охлаждение распыленной жидкостью. В этом случае СОЖ с помощью сжатого воздуха распыляется на мельчайшие капельки и вместе с воздухом в виде тумана с большой скоростью подается в зону резания. Расход жидкости очень мал. Стойкость инструмента повышается от 2 до 4 раз по сравнению со стойкостью при обычном охлаждении свободно падающей струей.
Распыленная жидкость оказывает наибольший охлаждающий эффект по сравнению с остальными способами охлаждения, так как: 1) смесь жидкости и воздуха расширяется при выходе из сопла и при этом ее температура снижается до 4... 12 °С; 2) распыленные частицы жидкости очень малы и, попадая на разогретую поверхность стружки и инструмента, легко испаряются, интенсивно поглощая дополнительную теплоту; 3) имея меньшую вязкость, распыленная смесь легче проникает в микротрещины.
При охлаждении распыленной жидкостью стойкость РИ выше в два раза по сравнению со стойкостью при высоконапорном охлаждении. Кроме того, способ охлаждения распыленной жидкостью более удобен, так как не требует точного направления струи [78].