

3.3.1. Влияние различных факторов на силы резания при точении
Влияние подачи и глубины резания. Используя формулу А.Н. Челю-сткина для определения силы Pz в случае свободного резания Р =Cpba0'75 и учитывая, что при точении проходными резцами
Z i z
b = //sin ф, а = S sin ф, можно записать
CPt
ИЛИ
![]()
(3.29)
Экспериментально установлено, что для всех составляющих сил резания Pz, Py и Рх влияние глубины резания и подачи может быть выражено общей зависимостью
(3.30)
![]()
Влияние скорости резания. До недавнего времени считалось, что скорость резания практически не влияет на величину силы резания. Объясняется это проведением работ в сравнительно узком диапазоне скоростей, а также недостаточной чувствительностью используемых при этом приборов. В последние годы в этот вопрос внесена ясность и установлено, как изменяется сила резания в широком диапазоне скоростей резания. Эта зависимость найдена на основании опытов для условий свободного резания стали 40Х; имеется идентичность зависимостей Рг = До) и £, = ф(и). В тех областях скоростей резания, где уменьшается усадка стружки, снижается и сила резания, и наоборот.
70
kH i |
|
|
|
2,5 |
|
|
|
2,0 |
|
|
|
jl.5 |
|
i |
— |
|
|
i ^ |
|
1 0 50 100 |
200 |
v, м/мин |
|
Рис. 3.34. Зависимость сил резания Рг от скорости резания и величины переднего угла при обработке стали 40Х с элементами среза а = 0,2; b = 4 мм
Возрастание усадки свидетельствует об уменьшении угла скалывания 02 и соответственно об увеличении поверхности, по которой происходит сдвиг. При этом повышается степень деформации металла, т. е. происходит его упрочнение, а значит, возрастают напряжения, при которых происходит сдвиг. Поскольку увеличиваются напряжения и площадь сдвига, то это неминуемо приводит к росту силы резания Рг (рис. 3.34). Кроме того, сила резания и усадка зависят от коэффициента трения при деформировании срезаемого слоя.
Горбообразный вид кривых Pz=f(v) объясняется появлением нароста на передней поверхности резца. Минимум на кривых Pz=f(u) соответствует максимально возможной величине нароста. При малой скорости резания, когда нарост не образуется, сила резания велика. В диапазоне скоростей, где имеется максимальное нарос-тообразование, сила резания и усадка стружки уменьшаются, так как с увеличением размеров нароста возрастает действительный передний угол инструмента. По мере дальнейшего повышения скорости резания высота нароста, а следовательно, и действительный передний угол уменьшаются. Одновременно с этим возрастает коэффициент усадки стружки и увеличиваются силы резания. Работа на очень высоких скоростях резания приводит к значительному повышению температуры резания, в результате чего уменьшается коэффициент трения и, следовательно, сила Pz.
Минимум и максимум силы Pz на графиках выражаются тем рельефнее, чем меньше передний угол. Объясняется это тем, что большой нарост может образовываться (и образование его интенсивнее) при меньших значениях переднего угла резца. При обработке чугуна нарост образуется в меньшей степени, а поэтому зависимость Рг =/(и) имеет вид плавной кривой (рис. 3.35).
71

![]()
![]()
![]()
(3.31) (3.32) (3.33)
Рис. 3.35. Зависимость
Pz = /(о) при обработке
чугуна
Влияние свойств обрабатываемого материала. При снятии стружки металл не только срезается, но и претерпевает сильную пластическую деформацию. К тому же заметное влияние на величину сил резания оказывают силы трения стружки и обрабатываемого материала соответственно о переднюю и заднюю поверхности РИ. Однако необходимо учитывать, что в процессе обработки металл в зоне резания сильно разогрет. Значит, его свойства могут отличаться от свойств, которые характерны для него при комнатной температуре, т. е. при статических испытаниях. Поэтому точной и однозначной зависимости между силой Pz и пределом прочности на разрыв ств обрабатываемого материала, а также твердостью его НВ и другими механическими характеристиками нет. Вместе с тем установлено, что силы резания растут при увеличении ств, НВ, пластичности и вязкости обрабатываемого материала. Для узких групп металлов (сталей и чугунов) при расчете силы Pz в зависимости от ств и НВ используют следующие эмпирические формулы:
(3.34)
![]()
где tf»0,5; этот показатель степени всегда меньше единицы.
Влияние свойств инструментального материала. Это влияние может быть вызвано только различием в силах трения (коэффициентов трения) между обрабатываемым и инструментальным материалами. Внутри групп быстрорежущих сталей и вольфрамокобальтовых твердых сплавов коэффициенты трения и усадки не отличаются, а следовательно, Pz не изменяется.
При обработке резцами, оснащенными вольфрамотитанокобаль-товыми твердыми сплавами, величина Pz несколько уменьшается с увеличением содержания карбидов титана. Например, если при обра-
72
ботке РИ из быстрорежущей стали принять /z= 1, для тех же условий работы резцов, оснащенных твердыми сплавами, группы ВК Pz=\, а группы ТК Pz = 0,9...0,95.
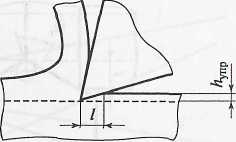
Рис. 3.36. Длина линии
контакта детали и резца по
его задней поверхности
Влияние переднего и заднего углов. Как известно, при увеличении переднего угла у облегчается врезание зубьев РИ в заготовку, улучшается сход стружки, уменьшается деформация обрабатываемого металла и снижается коэффициент усадки стружки, а следовательно, уменьшается сила Pz.
Влияние величины заднего угла на величину силы резания устанавливается исходя из свойств металла упруго восстанавливаться. С уменьшением угла а увеличивается контакт задней поверхности РИ с поверхностью резания, что приводит к росту сил трения и резания. Этому способствует то, что после прохождения режущей кромки металл приподнимается, или упруго восстанавливается, образуя дополнительную площадку контакта «РИ — деталь» на длине / (рис. 3.36). Чем больше а, тем меньше длина контакта /, а следовательно, и сила Pz.
Установлено, что интенсивность влияния заднего угла на силы резания невелика. С увеличением а от 2 до 10° Рг уменьшается всего на 6 %, а Ру — на 17 %. При дальнейшем увеличении а силы резания остаются почти постоянными.
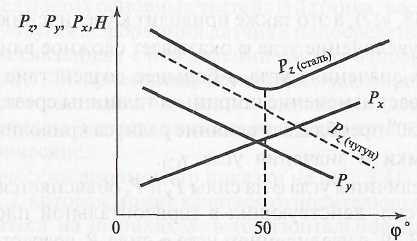
Рис. 3.37. Влияние главного угла в плане на силы резания
Влияние главного угла в плане. По мере увеличения угла (р при обработке чугуна сила Pzуменьшается, а при обработке стали Pz сначала уменьшается, а затем (при <р = 50°) возрастает (рис. 3.37). Такой характер зависимости Рг =/(ср) объясняется тем, что увеличение ср приводит к уменьшению ширины b и увеличению толщины среза а, хотя
73

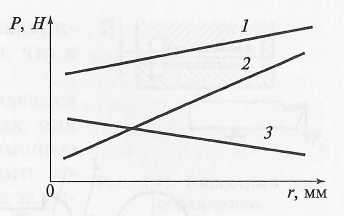
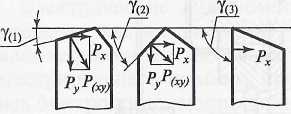
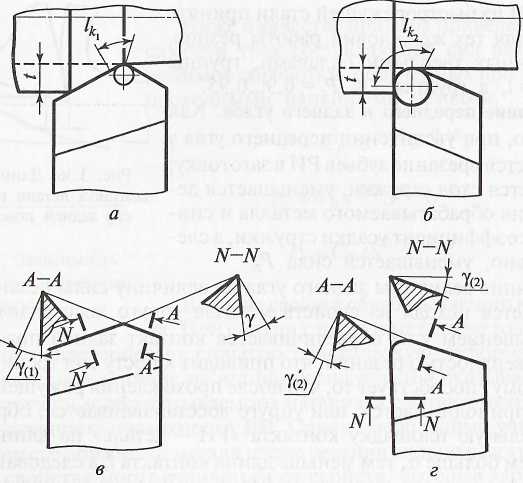
Рис. 3.38. Изменение криволинейной части режущей кромки резца
при этом глубина резания и подача остаются неизменными. Такое изменение величин b и а уменьшает силу Pz. Кроме того, большему значению угла ф будет соответствовать: 1) большая длина криволинейной части главной режущей кромки 4з > 4ь что усложняет условия резания и способствует увеличению силы Pz (рис. 3.38, а, б); 2) меньшее значение угла уг вспомогательной режущей кромки в секущей плоскости А—А, в то время как передние углы у и у<2> в главной секущей плоскости N—N будут одинаковыми при различных значениях угла ф (рис. 3.38, в, г), а это также приводит к увеличению силы Pz. Таким образом, увеличение угла ф оказывает сложное влияние на силу Pz. При малых значениях угла ф большее воздействие на величину силы Pz оказывает изменение ширины и толщины среза, а при работе резцами с ф > 50° преобладает влияние радиуса криволинейной части режущей кромки и значения угла у(2>.
Влияние величины угла ф на силы Ру и Рх объясняется изменением соотношения сил, действующих в горизонтальной плоскости. Как видно из рис. 3.39, с увеличением угла ф сила Рх возрастает, а сила Ру уменьшается. При ф = 90° сила Ру = 0.
74
Рис. 3.39. Влияние главного угла в
плане на величину составляющих
сил резания
Рис. 3.40. Влияние радиуса сопряжения р на величину составляющих сил резания
Вспомогательный угол в плане и угол наклона главной режущей кромки. Эти углы оказывают незначительное влияние на величину силы резания, а поэтому это влияние для практических случаев не учитывают.
Влияние радиуса сопряжения режущих кромок. Увеличение радиуса г, как и уменьшение главного угла в плане ср, изменяет условия резания (рис 3.40). При увеличении г как бы растет ширина и уменьшается толщина среза при неизменных значениях (hs. Кроме того, это приводит к увеличению деформации срезаемого металла и уменьшению переднего угла вспомогательной режущей кромки [4, 78].
Влияние перечисленных параметров на силы резания учитывают частными коэффициентами, произведения которых дают обобщенные коэффициенты Срг, Сру, СРх в формулах (3.31)...(3.33).