

Раздел VIII
Серийное размножение деталей обуви
Глава 1. Основы серийного размножения
По разработанным модельером чертежам и шаблонам изготавливается образец обуви исходного (среднего) размера. Для запуска в массовое производство необходимо получить шаблоны деталей обуви и колодок всех размеров в соответствии с государственным стандартом — серию. Шаблоны серии деталей и колодок служат основой для изготовления технологической оснастки обувного производства — резаков, пресс-форм, рабочих органов машин, а также сборочных и загибочных шаблонов, применяемых при изготовлении заготовок верха обуви. Следовательно, серийное размножение влияет на качество оснастки и готовой обуви.
Колодки и обувь одного фасона и модели, но разных размеров, связанных определенной закономерностью, называются серией. Серией плоских шаблонов (колодок, деталей верха и низа обуви и др.) называется последовательный ряд деталей, размеры которых закономерно изменяются во всех направлениях. Метод разработки серии шаблонов называется градированием (градация — от латинского gradatio — постепенный переход от одного этапа к другому) .
Так как детали верха и низа обуви проектируются в соответствии с размерами колодок, для получения их серии необходимо выявить основные закономерности изменения боковой поверхности следа и колодок. Эти закономерности определяются изменением размеров стопы.
1 Alv . Понятие об абсолютном и относительном приращениях
Изменение основных параметров шаблонов, деталей и колодок от размера к размеру называется а б с о л ю т н ы м п р и р а щ е н и е м. Абсолютное приращение длиннотных параметров определяется для следа и боковой поверхности колодки, а широтных — для обхвата колодки и ширины развертки ее боковой поверхности в пучках.
Обозначим: разность между двумя смежными размерами (рис. VIII. 1,а и б) по длине следа колодки Δ L1 — абсолютное приращение следа колодки по длине; разность между двумя смежными размерами по длине боковой поверхности колодки ΔLУРК — абсолютное приращение УРК по длине; разность между двумя смежными размерами колодки по обхвату в пучках Δ Опуч — абсолютное приращение колодки по обхвату в пучках (на рисунке не обозначено); разность между двумя смежными размерами по ширине боковой поверхности колодки в пучках ΔШУРK —абсолютное приращение УРК по ширине.
Отношение абсолютного приращения к исходному размеру плоской детали (шаблона) в одноименном сечении называется относительным приращением: Δ L1 / L1 = γ — относительное приращение по длине следа колодки; ΔОпуч/Опуч = β — относительное приращение поперечных размеров колодки по обхвату в пучках. Из пропорциональности длиннотных размеров длине следа колодки следует, что относительные приращения по длине следа и боковой поверхности колодки у равны между собой:
ΔL1/L1 = ΔLУРК / LУРК. (l)
Из пропорции (1) определяется абсолютное приращение УРК по длине:
ΔLУРК = ΔL1LУРК / L1. (2)
Зная, что по метрической системе нумерации Δ L1 = 5 мм, определяем относительное и абсолютное приращения по длине любой детали для исходного размера. Так как
γ
=
Следовательно,

где Lисх - длина исходной детали; Li – длина искомой детали.
И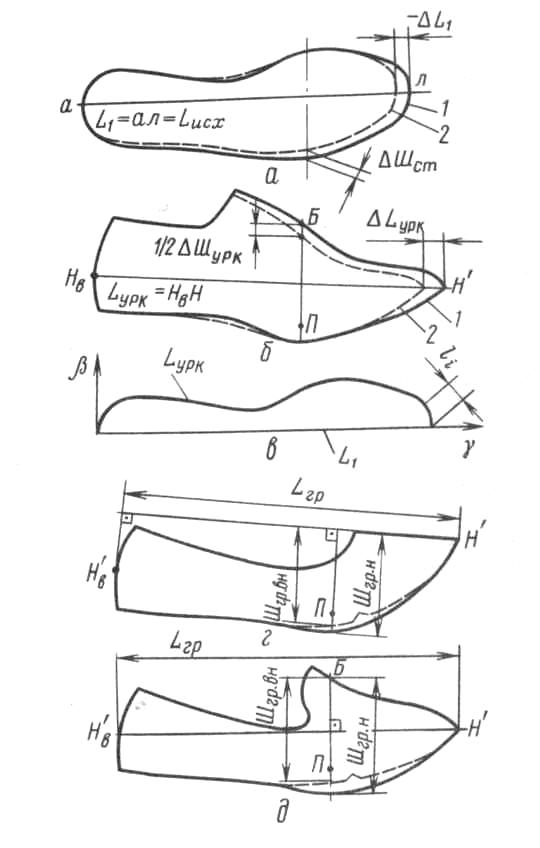 з
пропорциональности широтных размеров
обхвату колодки
в пучках
относительное приращение колодки по
обхвату в пучках (сеч. 0,12/0,6%
L)
и ширине
УРК (в том же
сечении)
β также
равны между собой:
з
пропорциональности широтных размеров
обхвату колодки
в пучках
относительное приращение колодки по
обхвату в пучках (сеч. 0,12/0,6%
L)
и ширине
УРК (в том же
сечении)
β также
равны между собой:
ΔОпуч / Опуч = ΔШУРК / ШУРК (3)
Из выражения (3) определяют абсолютное приращение УРК по ширине:
ΔШУРК = ΔОпучШУРК / Опуч (4)
Зная, что по метрической системе ΔОпуч = 3 мм, определяем относительное и абсолютное приращения по ширине любой детали для исходного размера:

следовательно,
Δ
Рис. VIII.1 Определение основных параметров грунтмодели
Шисх=Шисхβ,где Шисх — ширина исходной детали; Шi — ширина искомой детали.
Примечание. Абсолютные приращения в отличие от относительных различны для всех деталей.
Из рис. VIII. 1, а и б видно, что длина и ширина детали и с к о м о г о (с м е ж н о г о) размера
Li'= Lисх ± ΔLисх; (5)
Ш i'= Шисх ± ΔШисх (6)
При градировании проектируемой детали на n размеров абсолютное приращение примет вид
п Lисх и nΔШисх
или
п γ Lисх и п β Шисх.
В этом случае длину и ширину любой детали серии (в том числе длину и ширину деталей крайних размеров) можно определить из уравнений (5) и (6):
Li = Lисх ± n γ Lисх; (7)
Ш i= Шисх ± nβШисх (8)
где
Li – длина детали искомого (проектируемого) размера Ni серии;
Lисх – длина детали исходного размера Nисх;
n – количество размеров в серии (n = (Ni – Nисх)/Δ L1); γ — относительное приращение по длине; β – относительное приращение по ширине; Шi — ширина детали искомого (проектируемого) размера серии.
Выполнив соответствующие преобразования, получим
Li = Lисх (1 ± n γ); (9)
Ш i= Шисх (1 ± nβ) (10)
Знак «плюс» применяется при расчете размера, большего, чем исходный, а знак «минус» – при расчете меньшего.
Следует отметить, что фактически строго по этим закономерностям колодки (а значит, и детали) не градируют, так как изменение длины боковой поверхности колодки происходит одновременно с изменением ее поперечных размеров. Из рис. VIII.1,в видно, что длина боковой поверхности колодки больше длины следа на величину li, значит, абсолютное приращение боковой поверхности колодки (УРК) по длине должно быть больше абсолютного приращения следа колодки на величину
Δ li:
Δ li = li β = (LУРК –L1) β.
Из сказанного следует, что абсолютное приращение по длине боковой поверхности колодки Δ LУPK определяется по формуле, мм
Δ LУPK = 5+ (LУPK – L1) β. (11)
Так как колодки с разной приподнятостью пяточной части имеют различную длину боковой поверхности (УРК), абсолютные приращения УРК по длине также имеют различные значения (по метрической системе они всегда больше 5 мм, но меньше 6 мм). Заметим, что чем больше приподнятость пяточной части колодки, тем меньше длина УРК и ее абсолютные приращения.
Полученное по формуле (11) абсолютное приращение меньше полученного по формуле (2) примерно на 0,2 мм, что на практике уменьшает погрешность размеров затяжной кромки в крайних размерах серии. Поэтому для расчета абсолютного приращения по длине УРК рекомендуется применять формулу (11).
Абсолютное приращение по ширине боковой поверхности колодки Δ ШУРК всегда меньше абсолютного приращения колодки по обхвату в пучках в сеч. 0,72/0,68 L на величину, равную абсолютному приращению следа колодки в том же сечении.
В соответствии с ГОСТ 3927—75 на колодки обувные абсолютное приращение боковой поверхности колодки (УРК) по ширине составляет 2 мм, так как след колодки в сеч. 0,72/0,68 L изменяется на 1 мм между смежными размерами, а обхват пучков — на 3 мм.
На практике абсолютное приращение УРК по ширине определяют по формуле (4) с использованием выражения (3), т. е.
ΔШУРК = Δ0пучШУРК/Опуч.
Теоретически его можно рассчитать по формуле, мм,
ΔШУРК =3 – (Опуч - ШУРК) β. (12)
Расчетные значения имеют очень незначительные (0,02—0,03 мм) отклонения от размеров, установленных государствеиным стандартом.
Для получения стабильных размеров абсолютного приращения по длине и ширине УРК необходимо правильно замерять эти параметры на чертеже модели или грунтмодели.
Длину грунтмодели для заготовок, имеющих линию перегиба союзки, определяют между касательными к крайней точке носка и наиболее выпуклой точке пяточного контура модели, перпендикулярными к линии сгиба союзки (рис. VIII. 1, г). Для заготовок с передним швом на союзке (рис. VIII. 1, д), в том числе с передним швом и овальной вставкой, длину грунтмодели определяют по геодезической линии. Для заготовок с открытыми пяточной, носочной и геленочной частями длину грунтмодели замеряют между касательными к крайним точкам УРК, но по линии, зависящей от наличия шва или линии перегиба на союзке. Что касается ширины грунтмодели, то ее замеряют через наколы в пучках по перпендикуляру к линии длины грунтмодели (рис. VIII. 1, г и д).
Длину и ширину грунтмодели замеряют с затяжной кромкой. При этом ширина суммируется по наружной и внутренней сторонам:
Шгр = Шгр.нар + Шгр.вн.
Ширина УРК замеряется через наколы Б и П, перенесенные с боковой поверхности колодки, до границ УРК в сумме наружной и внутренней сторон (см. рис. VIII. 1,б). При серийном градировании деталей верха обуви следует учитывать, что припуски на затяжку, швы и обработку видимых краев должны быть постоянными. Поэтому абсолютное приращение деталей верха по длине и ширине рассчитывают по развертке боковой поверхности колодки, т. е. по УРК без припусков на швы и затяжку.
При завышенных значениях приращений затяжная кромка в малых размерах серии мала, а в больших велика, и наоборот, что затрудняет формование верха или снижает качество готовой обуви вследствие недостаточной вытяжки материала деталей верха при формовании.