

Глава 12
Проектирование моделей верха
текстильной обуви и пинеток
1. Конструктивные особенности текстильной обуви
Из текстильных материалов изготовляется обувь всех половозрастных групп, видов и назначений в зависимости от свойств и внешнего вида тканей. Для придания тканям формоустойчивости, плотности и необходимой толщины их дублируют в два или три слоя. Видимые края деталей из трехслойных материалов обрабатывают в обстрочку и обметку, а из двух- и однослойных — взагибку, в выворотку и в обстрочку.
Загибка текстильных материалов является очень трудоемкой операцией и требует большой аккуратности и точности, поэтому ее применяют только для модельной обуви. Выворотка используется в обуви с подкладкой из кожи или искусственного меха.
Для скрепления деталей из текстильных дублированных материалов применяются тачные швы с расстрочкой на тесьму и реже настрочные. Дублированные текстильные материалы имеют меньшую способность к растяжению, чем недублированные и кожа.
У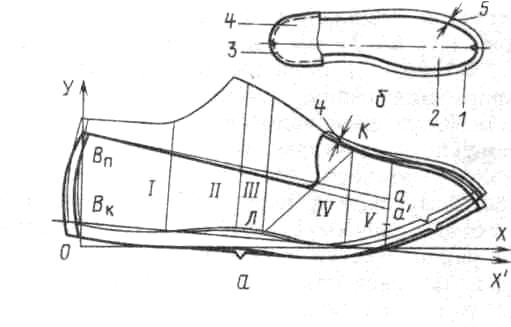
Рис. V. 38. Схема проектирования домашних текстильных туфель
читывая большую толщину деталей, ограничение способов обработки видимых краев и недостаточную способность к растяжению при формовании, из текстильных дублированных материалов изготовляют в основном заготовки объемного типа и реже плоского и полуплоского. Последние требуют увеличения швов и проектируются в комбинации с деталями из натуральной и искусственной кожи. Плоские и полуплоские заготовки формуются обтяжно-затяжным способом, что повышает их трудоемкость, а объемные — способом внутреннего формования.
Обувь с верхом из текстильных материалов изготовляют методом прессовой вулканизации, литьевым, строчечно-клеевым, клеевым и другими методами крепления; такая обувь менее трудоемка, обладает высокими гигиеническими свойствами. Чаще другой из текстильных материалов изготовляют домашнюю обувь, а также обувь для детей и пожилых людей. Применение новых материалов ярких расцветок в комбинации с отделкой из спилка и других материалов позволяет выпускать текстильную обувь для активного отдыха.
Комбинированная обувь должна иметь кожаные носки, задинки, надблочные ремни, язычки и задние наружные ремни, если союзки и берцы выкроены из текстильных материалов. В таких туфлях кожаными должны быть полусоюзки и задние наружные (фигурные) ремни или носки, задинки и наружные ремни.
2. Проектирование домашних текстильных туфель
Особенностью домашней обуви из дублированных материалов является отсутствие жестких задников и подносков. Для придания формоустойчивости пяточной части домашних туфель, изготовленных методом прессовой вулканизации и литьевым, вместо задника применяются укрепляющие прокладки из резиноволокнистой смеси.
Рассмотрим проектирование типовой модели туфель без специального закрепления на стопе (рис. V.38, а). Заготовка верха относится к объемному типу и скрепляется с низом литьевым методом крепления. Особенностью проектирования деталей верха является полная асимметрия их с наружной и внутренней сторон. Для удобства соединения деталей тачным швом пяточный и носочный контуры АР К и деталей верха обуви не усредняют, а приводят к идентичным (см. рис. III.10).
Развертку в оси координат (см. рис. V.38, а) вписывают по наружной стороне без смещения точки Вк. Высота берцев туфель с втачной стелькой (подошвой) проектируется на 6—7 мм ниже установленной ГОСТ 1135—78. Если толщина деталей и их деформация равны, засечка края берцев в точке Вп не производится.
Припуск к деталям верха на сострачивание с втачной стелькой проектируется последовательно к наружной и внутренней сторонам, равным 11 мм. При этом тачной шов располагается внутри контура следа колодки на расстоянии 8 мм от его грани. При наличии укрепляющей прокладки из резиноволокнистой смеси в пяточной части берцев проектируется карман из материала подкладки. Длина кармана, мм: вверху 20—30, внизу 30—40.
Для укрепления пяточной части заготовки верха можно выполнять расстрочку на внутренний ремень из эластоискожи — Т шириной 14 мм (вместо текстильной тесьмы).
Втачная стелька проектируется короче контура следа колодки по всему периметру на 5 мм (рис. V.38, б), чтобы после стачивания с верхом шов располагался на 8 мм от грани следа колодки. В этом случае при сострачивании верха со стелькой производится посадка деталей верха в носочно-пучковой и пяточной частях. Для заготовки с открытой пяточной частью периметр втачной стельки 2 на этом участке проектируется вровень со следом колодки 1. Открытая часть стельки укрепляется подпяточником 3 (подносочником) из материала верха. Форма подпяточника (подносочника) проектируется с учетом экономических и эстетических требований. Для создания комфортности домашней обуви между подпяточником и втачной стелькой проектируется промежуточный подпяточник 4 из поролона или других мягких текстильных материалов. Открытый край наружного подпяточника обстрачивается тесьмой или обметывается.