

Пресслитье
При данном методе загрузочная камера отделена от формующей полости. Отличается от компрессионного тем, что пресс-материал загружается в специальную загрузочную камеру, точного дозирования материала при литьевом прессовании не требуется, так как его излишек (пресс-остаток) может оставаться в загрузочной камере.
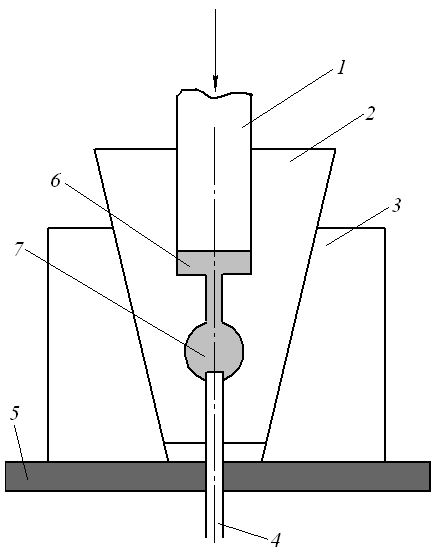
Матрица 2 устанавливается в обойму 3, которая закрепляется в опорной плите 5. Пуансон 1 из загрузочной камеры продавливает материал в рабочую полость 6.
7 – готовая деталь
4 – толкатель
В данном случае плоскость разъема совпадает с осью симметрии. Использование такой схемы позволяет превращать массу в однородную по структуре и температуре. Предпочтительно в деталях с металлической арматурой, толстыми стенками, сложной конфигурацией.
Недостатки:
- стоимость прессформы
- объем расходуемого материала обычно больше объема детали
- точность зависит от состояния рабочих поверхностей прессформы
- для увеличения износостойкости и уменьшения прилипания рабочую поверхность покрывают хромом
Учет усадочных свойств материала:
Lmax – максимальный размер наружного контура
с- коэффициент, зависящий от толщины облоя
Литье под давлением
Является разновидностью литья в прессформы, но имеет ряд преимуществ и является более прогрессивным методом. Используется для получения деталей из термопластов.
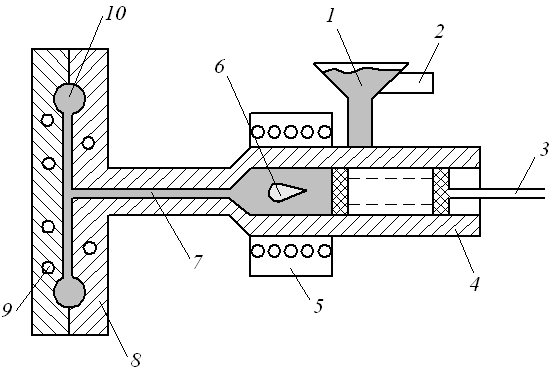
1 – загрузочный бункер
2 – дозатор
3 – рабочий поршень
4 – рабочий цилиндр
5 – нагреватель
6 – рассекатель
7 – питатель
8 – разъемная прессформа
9 – каналы подачи жидкости для охлаждения
10 – готовая деталь
═════════════════════════════
Процесс, изготовления изделий основан на заполнении формующей полости расплавом с последующим его уплотнением за счет давления и охлаждения. Этот метод может быть использован для всех термопластичных полимепов: полиэтилена, полистирола, капрона, полиамида и др.
Литье термооеактиввых пластмасс хотя и затруднено сложностью удаления отвержденных остатков литников из литьевой машины, но в последнее время также находит применение.
Для термопластов температура нагрева составляет 200-350оС (температура охлаждения 20-120оС), а для реактопластов 80-120оС.
Экструзия
Экструзия – процесс применяют для изготовления изделий постоянного профиля (поперечного сечения): труб, прутков, пленок (в основном из термопластичных полимеров). Формообразование при этом процессе производится непрерывным выдавливанием (экструзией) расплава полимера через формующую головку, в результате чего изделие получает необходимую конфигурацию. Течение расплава через формующие головки происходит под действием давления, создаваемого шнековым или дисковым экструдером (экструзионной машиной, червячным прессом), который обеспечивает продвижение полимера вдоль цилиндра, его плавление и гомогенизацию, а также создание в цилиндре машины гидростатического давления. Поскольку это непрерывный процесс, то метод экструзии является наиболее прогрессивным, так как позволяет производить изделия с небольшими трудовыми и энергетическими затратами при незначительных потерях матеиалов.
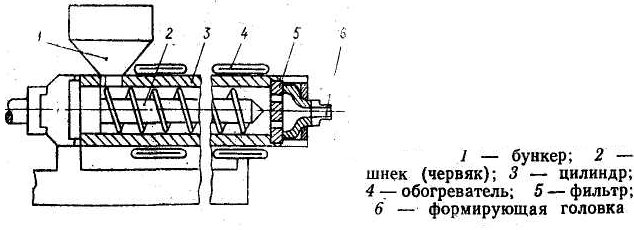
В бункер 1 загружают пресс-материал в виде гранул или порошка. Вращением червяка (шнека) 2 материал перемещается в цилиндре 3 в направлении формующей головки 6. Цилиндр обогревается электронагревателями 4. Перемещаясь по цилиндру, пресс-материал нагревается, плавится и нагнетается под давлением в формующую головку через фильтр 5, состоящий из решеток с отверстиями диаметром 2—4 мм. По мере выхода из отверстий формующей головки материал охлаждается водой или воздухом и затвердевает, сохраняя профиль и размеры выходных щелей головки. Рабочий цикл таких машин полностью автоматизирован.