

Гидроцилиндр
В качестве рабочей жидкости чаще всего используется масло. Является аналогом пневмоцилиндра. Особенностью является необходимость имень гидронасос и специальную регулировочную аппаратуру.
Возможность создавать большие усилия. Усилие на штоке может быть непосредственно передано к звеньям, что приводит к увеличению КПД и упрощению конструкции.
Часто используется в агрегатированных приводах, работает плавно и без шума.
Масло снижает трение, уменьшает износ, защищает от коррозии.
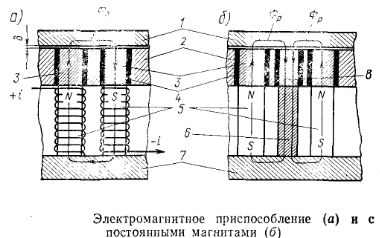
Электромагнитные зажимные устройства
═════════════════════════════════
1 – деталь
2 – корпус адаптерной плиты
3 – магнитопровод
4 – немагнитная прокладка
5 – постоянные магниты
6 – магнитопровод
7 – основание
8 – магнитопровод
Недостаток – усилие недостаточно большое, устройство неприменимо, когда действуют большие силы резания.
Проектирование специальных приспособлений
Исходные данные:
1) чертеж заготовки
2) операционные эскизы на предыдущую и текущую операции
3) карты ТП (с учетом времени на установку, закрепление и снятие детали)
4) объем выпуска
5) стандарты и другая нормативная документация
Требования к приспособлению:
1) должно обеспечивать заданную точность обработки или сборки (жесткость детали и корпуса приспособления)
2) обеспечивать заданную производительность (возможность автоматизации или механизации)
3) должно быть экономически целесообразным (затраты на его производство должны окупаться)
4) должно быть ремонтопригодным (сменность, легкая сборка-разборка)
5) должно быть удобным в эксплуатации и обеспечивать безопасность труда
Прорядок проектирования специального приспособления:
1) исходя из схемы базирования, точности и шероховатости базовых поверхностей определяют тип и размер установочных элементов, их число и взаимное расположение, рассчитывают погрешность установки детали в приспособлении
2) определяют тип приспособления исходя из требований производительности (одно- или могопозиционное)
3) по заданным режимам резания и выбираемым схемам установки составляется схема действия сил на деталь, выбирают точку приложения и направление силы закрепления
4) расчитывется величина силы закрепления, по ее величине и числу мест ее приложения определяют тип зажимного механизма, рассчитывают его размеры и параметры, величину необхрдимой исходной силы привода
5) по величине необходимого усилия и регламентированному времени закрепления выбирают тип привода (ручной, механизированный, автоматический)
6) определяют тип, размеры элементов для придания определенного положения и направления движения инструмента
7) выбираются необходимые вспомогательные устройства
8) разрабатывается чертеж общего вида приспособления и определяется точность его исполнения
9) рассчитывают приспособления на прочность износостойкость (только те, которые подвергаются износу)
10) определяют экономическую эффективность разработанной конструкции приспособления
Сборочный чертеж должен содержать три группы размеров:
1) точность которых влияет на погрешность размеров обрабатываемой детали
2) точность которых влияет на погрешность сопрягаемых поверхностей, точность которых не влияет на погрешность размеровобрабатываемой детали, но определяет положения и условия работы отдельных элементов приспособления
3) габаритные размеры