

Технологическая схема сборки
Технологическая схема сборки отражает временную последовательность поступления на сборку деталей и сборочных единиц, графическое изображение сборки в виде условных обозначений.
Схемы:
1) узловые – отражают входимость одних сборочных единиц в другие
2) общие – охватывают все элементы
3) развернутые – наиболее раскрытые
4) веерные – с точки зрения ТП носят вспомогательный характер

5) с базовой деталью – на поле листа изображается базовая деталь в виде прямоугольника, а справа – готовое изделие, они соединяются линиями со входящими в сборку элементами, раскрывает последовательность ТП
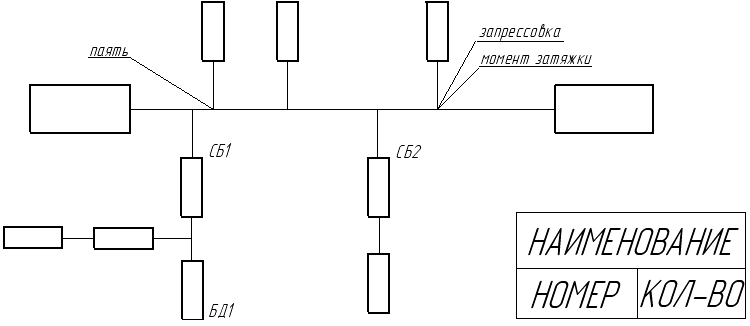
Базовая деталь (БД) – с нее начинается процесс сборки, также указыватся и вид операции, как выноска (паять, прессовать и др.), моменты затяжки.
Прямоугольники в схеме делятся на 3 части.
Необходимо исключить переборку изделия, обеспечить транспортабельность изделия, уточнить технологические переходы, определить схему базирования, установки и закрепления, выбрать технологическое оборудование, приспособления, режим.
при необходимости производится расчет технологического режима. Все подгоночные работы определяются в отдельные операции, и желательно, чтобы они предшествовали сборке.
Необходимо, чтобы сборочные операции сотояли из небольшого числа переходов.
Операционная карта должна дополняться картой эскизов, на которой контурно изображается сборочная единица в том виде, который она примет после выполнения операции. Указываются базовые поверхности и схема приложения усилий.
═════════════════════════════════
Электромонтажные соединения
Наиболее распространенными видами электромонтажных соединений являются пайка и сварка. Основное требовния – проводимость.
Применение:
- корпуса (сварка)
- волноводы (пайка)
Особенности, связанные с температурным воздействием – при нагреве происходит изменение геометрических размеров, вследствие чего возникают напряжения, дефекты формы.
Классификация методов выполнения электромонтажных соединений
50-70% отказа происходят из-за непрочностиэлектромонтажных соединений. Поэтому обеспечениеих качества стоит на первом месте.
Требования к электромонтажным соединениям:
1) надежность и долговечность
2) минимальное электрическое сопротивление в зоне контакта
3) стабильность соединения при различных контактах
4) максимальная механическая прочность
5) минимальное значение основных параметров ТП: температура, выдержка и пр.
6) возможность соединения разнообразных материалов и типоразмеров
7) стойкость к термоциклированию
8) в зоне контакта не должно образовываться веществ, приводящих к деградированию контактных соединений
9) качество соединения дожно контролироваться простыми, удобными, дешевыми стредствами
10) высокий показатель экономической эффективности в процессе выполнения соединений

1 – низкотемпературная пайка (toпл<450о)
2 – высокотемпературная (toпл>450о)
3,4,5 – сварка с использованием давления
3 – ультразвуковая
4 – электроконтактная
5 – термокомпрессионная
6,7 – с оплавлением металла
6 – лазерная
7 – электронным лучом
8 – накрутка
9 – обжатие
Пайка
Пайка – процесс соединения металлав твердом состоянии путем введения в зазор расплавленного припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва.
Преимущества пайки:
- простота автоматизации и механизации
- простота контроля и ремонта
Ограгничения при пайке:
- высокая стоимость материала
- температурное воздействие на элементы
- коррозионная активность остатка флюса
- токсичность некоторых материалов
- при ручной пайке требуется исполнитель высокой квалификации
Сварка
Сварка – процесс получения соединения под действием активизирующей энергии теплового поля, деформации, УЗ колебаний или их сочетаний.
Преимуществами пайки являются:
- более высокая прочность по сравнению с пайкой
- отсутствие дополнительных материалов
- незначительное и дозируемое тепловое воздейстрие на ЭРЭ
- возможность уменьшения расстояния между контактами, к которым присоединяются выводы элементов
Недостатки:
- критичность при выборе сочетания материалов
- увеличение переходного сопролтивления из-за образования интерметаллитов
- невозможность групповых методов
- сложность ремонта
- быстрая деградация при отклонении температуры
- хрупкость соединения в холодном состоянии
═════════════════════════════════