

Выбор баз
В качестве технологических баз следует принимать поверхности достаточных размеров, чтобы обеспечить лучшую точность базирования. Эти поверхности должны иметьлучшую точность и минимальную шероховатость, желательно, чтобы они не имели дефектов с предыдущих этапов. У детали, не подвергавшейся полной обработке, для первой операции рекомендуктся выбирать поверхность с наименьшим припуском.База для первой опреации должна обеспечивать лучшие условия обработки поверхностей, которые в дальнейшем будут использоваться в качестве баз.
Для чистовой обработки нужно выбирать такие поверхности, на основании которых можно обработать как можно больше поверхностей (единство баз), рекомендуется собдлюдать принцип совмещения баз.
Базы для окончательной обработки должны лучшую точность и минимальную шероховатость, не должны деформироваться при резке, зажиме должны быть совместимы с зажимными устройствами.
И принятые базы, и метод базирования должны определять более простую и надежную конструкцию.
Технологические опоры разделяют на несколько видов по назначению (основные и дополнительные) и по конструкции (жесткие и регулируемые). Жесткие основные сообщают заготовке требуемое положение и лишают 6 степеней свободы, строятся неподвижными при обработке всех заготовок. Регулируемые регулируются перед обработкой каждой новой партии заготовок. Дополнительные - подвижные и подводимые – применяются в случаях, когда деформация заготовки может выйти за пределы установленных допусков.
ГОСТ 3.1107 устанавливает обозначение опор, установочных устройств и зажимов.
Операционный эскиз позволяет четко выделить требования к поверхности на каждом этапе. Она изображается в том виде и положении, какое она занимает в данной операции и какой она принимает вид после ее выполнения. На нем указываются обрабатываемые поверхности с размерами, допусками и шероховатостью, а также поверхности, к которым прикладываются усилия закрепления.
Типовые и групповые технологические процессы
Типовые технологические процессы разрабатываются при изготовлении группы изделий с общими конструкторскими признаками. Типовой технологический процесс характеризуется единством содержания и последовательностью большинства технологических операций и переходов для групп таких изделий и применяется как основа при разработке раьочего техпроцесса. Устраняет возможное разнообразие документации и позволяет сократитьь время на ее разработку. Типовой технологический процесс включает все операции, которые могут использоваться для этой группы (на том же оборудовании, при том же процессе, с той же оснасткой).
Групповые технологические процессы разрабатываются для изделий с разными конструкторскими, но общими технологическими признаками. Обюрабатываются заготовки различной конфигурации, состоящей из комплекса групповых технологических операций, выполняемых нга специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий. Характеризуется общностью оборудования, оснастки и наладки при незначительной подналадке средств оснащения. То есть для деталей различной конфигурации должны быть выделены общие поверхности:
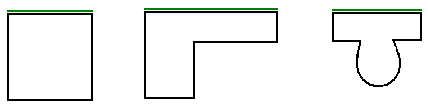
Групповой технологический процесс предусматривает разработку типового техпроцесса для комплексной детали.
═════════════════════════════════
Комплексная деталь – наиболее сложная по конструкции деталь, имеющая все виды поверхностей, характерных для отдельных деталей группы. Если такой детали нет, ее специально проектируют. Таким образом техпроцесс будет подходить для любой детали данной группы, необходимо только исключить операции, которые выполнять не требуется.