

Процесс пайки
Образование паяного соединения – достаточно сложный процесс, зависит оот большого количества факторов.
Паяемость материала – характеристика, оценивающая возможность при выборе способа пайки, технологии, вспомогательных материалов, образования паяного соединения, отвечающего определенным требованиям.
Легко паяемые материалы – олово, золото, серебро, медь, их сплавы (0-12о – угол смачивания).
Средне паяемые – латунь, бронза, никель, цинк, сталь (20-50о).
Трудно паяемые – магний, алюминий, титан, молибден, нержавеющие стали (20-40о).
Непаяемые – керамика, ферриты.
Ухудшить паяемость может искажение формы.
Основные элементы пайки можно определить как:
1) конструкция изделий
- паяное соединение характеризуется типом, зазором, площадью спая, шероховатостью паяемой поверхности, наличием покрытий
- паяное изделия характеризуется толщиной стенки, размерами, протяжным швом, массой изделия, точностью
2) материал
- температура плавления
- фазовый состав (диаграмма состояния)
- химический состав
- температурный коэффициент линейного расширения
- теплопроводность
- допускаемая температура нагрева
- коррозионная стойкость
3) технология пайки
- технологические факторы – припои, флюсы, способы пайки, термический цикл и режим
- технические факторы – оснащенность оборудованием, инструмент, оснастка, средства механизации и автоматизации
═════════════════════════════════
Образование паяного соединения основано на целом ряде явлений – тепловое, термическое, химическое и физико-химическое взаимодействие.
Ключевыми являются условия пайки.
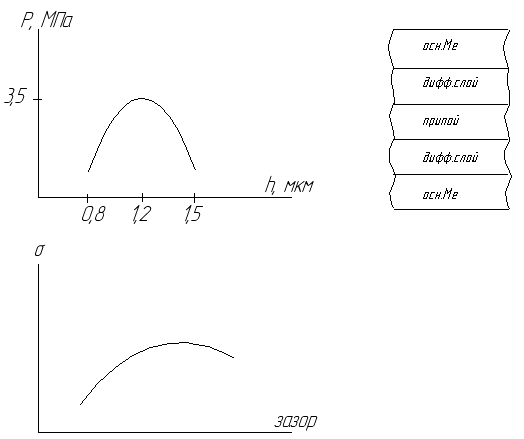
Например, величина зазора 0,01-0,1 мм зависит от металла, флюса, припоя, способа пайки. Важным явлением при взаимодействии жидкой фазы припоя с металлом является растворение и диффузия. Скорость и глубина зависят от природы взаимодействия, металла, температуры, ткорости и времени нагрева. Диффузия – способ улучшения соединения, происходит коррозия с образованием интерметаллитов.
Для ПОС рекомендуется выбирать зазор 0,07-0,15мм, для латуни, меди 0,125мм.
Основные этапы проектирования технологии пайки
1) выбор температурных интервалов нагрева
2) выбор основ припоев, которые укладываются по температуре пайки в интервал нагрева (с учетом требований прочности и пластичности)
3) выбирают основы, совместимые с основным металлом (не имеющие дефектов)
4) выбирается марка припоя (состав, способ его получения)
5) введение дополнительных металлов
а) сурьма – уменьшает окисление ПОС, улучшает внешний вид, увеличивает теплостойкость и температуру пайки
б) бериллий – предотвращает образование крупнозернистых галтельных участков и повышает ресурс работы паяных соединений
в) серебро, никель, марганец – увеличивает прочность и коррозионную стойкость
6) выбор способа удаления оксидной пленки и вспомогательных материалов (выбор марки и химического состава)
7) определение термического режима пайки и давления на соединяемые детали (проводится экспериментальная оптимизация свойств соединения, если необходимо, вносятся изменения в КД, свойства реализуются при выборе пайки)
8) определение термического цикла пайки
9) выбираются материалы оснастки, которые не реагируют на вспомогательные материалы
10) выбор оборудования, средств механизации и автоматизации