

Обработка абразивным инструментом
Все методы обработки абразивным (abrasio – соскабливание) инструментом основаны на соскабливании материала заготовки абразивными зёрнами, входящими в состав инструмента. Каждое воздействие такого зерна приводит к удалению микрообъёма материала заготовки, то есть происходит процесс микрорезания.
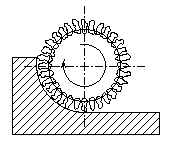
В общем случае, абразивный диск (инструмент) можно представить в виде фрезы, на цилиндрической наружной поверхности которой расположены микрозубья различной геометрии.
-
О

 брабатываемая
поверхность;
брабатываемая
поверхность;
-
О
 бработанная
поверхность;
бработанная
поверхность; -
П


 оверхность
резания;
оверхность
резания; -
Условная наружная поверхность инструмента;
-
Условная поверхность связки.
Г![]()
![]()

 еометрия
каждого зерна характеризуется
отрицательными передними углами.
Разнообразие величин углов, определяемое
формой каждого абразивного зерна,
приводит к тому, что при сильном увеличении
обработанная поверхность не будет
казаться гладкой, но, учитывая поперечные
размеры зерна, не превышающие 0,5 мм и
глубины резания (десятые доли мм), можно
предположить, что каждое отдельное
зерно (зуб фрезы) удаляет микрочастицу
материала. При этом образующаяся
шероховатость будет измеряться
микровеличинами, то есть минимальными
размерами впадин и выступов.
еометрия
каждого зерна характеризуется
отрицательными передними углами.
Разнообразие величин углов, определяемое
формой каждого абразивного зерна,
приводит к тому, что при сильном увеличении
обработанная поверхность не будет
казаться гладкой, но, учитывая поперечные
размеры зерна, не превышающие 0,5 мм и
глубины резания (десятые доли мм), можно
предположить, что каждое отдельное
зерно (зуб фрезы) удаляет микрочастицу
материала. При этом образующаяся
шероховатость будет измеряться
микровеличинами, то есть минимальными
размерами впадин и выступов.
Н еодинаковость
размеров зёрен приводит к тому, что в
контакт с материалом заготовки вступают
наиболее выступающие зёрна. Учитывая
отрицательные значения передних углов,
а также износ в процессе соскабливания
(что увеличивает силы резания) можно
предположить, что в определённый момент
времени силы резания будут превышать
силы, с которыми связка удерживает
абразивное зерно. Оно выкрашивается. В
этот момент в контакт с материалом
заготовки вступает следующее, наиболее
выступающее абразивное зерно. Этот
процесс называется самозатачиванием,
то есть происходит обновление режущих
зубьев.
еодинаковость
размеров зёрен приводит к тому, что в
контакт с материалом заготовки вступают
наиболее выступающие зёрна. Учитывая
отрицательные значения передних углов,
а также износ в процессе соскабливания
(что увеличивает силы резания) можно
предположить, что в определённый момент
времени силы резания будут превышать
силы, с которыми связка удерживает
абразивное зерно. Оно выкрашивается. В
этот момент в контакт с материалом
заготовки вступает следующее, наиболее
выступающее абразивное зерно. Этот
процесс называется самозатачиванием,
то есть происходит обновление режущих
зубьев.
Характеристики абразивных инструментов
-
Материал абразивных зёрен.
Для изготовления абразивных инструментов используют следующие материалы:
-
Электрокорунд – материал на основе Al2O3. Различают электрокорунд нормальный с содержанием 92-96% (12А, 13А, 14А, 15А) и элетрокорунд белый [97-99%]. Маркировка 22А. Существует ещё легированный электрокорунд:
-
Хромистый (32А, 33А, 34А);
-
Титанистый (37А);
-
Циркониевый (38А).
Каждая группа электрокорундов имеет свою область применения: нормальный, например, применяется для обработки всех видов сталей, бронзы, никеля, алюминиевых сплавов и при резке материалов. Белый – при чистовом и профильном шлифовании, при заточке инструментов, хонинговании и суперфинишировании. Хромистый электрокорунд используют при заточке инструментов из быстрорежущей стали, титанистый – при предварительном шлифовании с большими припусками, циркониевый – при обдирочном шлифовании.
-
Монокорунд. Он тоже бывает нормальный и белый. Применяется для обработки труднообрабатываемых сталей и заготовок сложного профиля.
-
Карбид кремния обладает большой твёрдостью, но достаточно хрупок. Различают зелёный 6С карбид кремния (с содержанием кремния не ниже 97%), который применяется при обработке твёрдых сплавов и неметаллических материалов и чёрный 5С, для чистовой обработки чугунов и цветных металлов.
-
Карбид бора.