

Т ехнологический процесс получения отливок
-
И



 зготовление
модели;
зготовление
модели; -
Изготовление литейной формы и стержней;
-
Расплавление исходного материала;
-
Заливка;
-
И




 звлечение
отливки;
звлечение
отливки; -
Очистка;
-
Обрубка;
-
Зачистка;
-
Термообработка.
С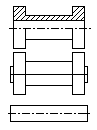 ущность
литейного производства заключается в
получении отливок путём заливки
расплавленного металла в литейную
форму. Технологический процесс состоит
из нескольких, последовательно
выполняемых операций. Перечисленные
операции в той или иной степени имеют
место во всех методах получения отливок.
Конкретное содержание ТП определяется
методом литья, который выбирается
исходя из требований качества отливки,
типа производства, а также заданной
производительности и себестоимости.
Представленная схема полностью
соответствует методу получения отливок
в песчано-глинястых формах.
ущность
литейного производства заключается в
получении отливок путём заливки
расплавленного металла в литейную
форму. Технологический процесс состоит
из нескольких, последовательно
выполняемых операций. Перечисленные
операции в той или иной степени имеют
место во всех методах получения отливок.
Конкретное содержание ТП определяется
методом литья, который выбирается
исходя из требований качества отливки,
типа производства, а также заданной
производительности и себестоимости.
Представленная схема полностью
соответствует методу получения отливок
в песчано-глинястых формах.
М
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()












 одель
служит для получения отпечатка наружных
поверхностей отливки в литейной форме.
По конструктивному оформлению, модели
могут быть разъёмными и неразъёмными.
Различают разовые модели (из легкоплавких
материалов, например, парафина),
предназначенные для получения одной
отливки и многоразовые (из дерева,
гипса, цемента, металла), для получения
десятков и сотен тысяч отливок. Стержни
– это отдельные части литейной формы,
предназначенные для образования в
отливках внутренних полостей, отверстий,
а также отдельных элементов наружных
поверхностей, которые трудно получить
в форме по модели.
одель
служит для получения отпечатка наружных
поверхностей отливки в литейной форме.
По конструктивному оформлению, модели
могут быть разъёмными и неразъёмными.
Различают разовые модели (из легкоплавких
материалов, например, парафина),
предназначенные для получения одной
отливки и многоразовые (из дерева,
гипса, цемента, металла), для получения
десятков и сотен тысяч отливок. Стержни
– это отдельные части литейной формы,
предназначенные для образования в
отливках внутренних полостей, отверстий,
а также отдельных элементов наружных
поверхностей, которые трудно получить
в форме по модели.
-
Опорная плита;
-
Верхняя опока;
-
Нижняя опока;
-
Центрирующие штыри;
-
Формовочная смесь;
-
Стержень;
-
Отпечаток модели;
-
Выпор;
-
Литниковая чаша;
-
Литниковый стояк;
-
Шлакоуловитель;
-
Питатель;
-
Проколы.
Литниковая система (9,10,11,12) предназначена для подвода металла в рабочую область формы и питание отливки для компенсации усадки, предотвращения разрушения формы, попадания шлака и воздуха со струёй расплава.
Выпор предназначен для обеспечения полного заполнения формы расплавом: вытеснения газов из рабочей полости и контроля заполнения формы.
Опока представляет собой деревянный ящик, который заполняют рабочей смесью (глина+песок). В ней получают отпечатки верхней и нижней половин модели. Для сохранения отпечатка после её извлечения, смесь утрамбовывают.
Соединение отпечатков осуществляется с помощью центрирующих штырей. Одновременно с моделью отливки заформовывается модель литниковой системы. Соединив опоки, осуществляют заливку расплава. После отвердевания, отливку с литниковой системой извлекают, разрушая литейную форму.
Очистка отливки предполагает удаление с её поверхности остатков формовочной смеси. Её производят в галтовочных барабанах, на виброабразивных установках, дробемётом или пескоструем.
Обрубка предусматривает отделение от отливки литниковой системы и выпоров. Её производят с помощью ленточных и дисковых пил или анодно-механической обработкой. Далее производят зачистку, то есть удаление следов литниковой системы и выпоров после обрубки.
Термообработку отливок производят при температуре ниже температуры рекристаллизации в целях снятия внутренних напряжений в металле, стабилизации формы и размеров отливки.