

Влияние качества поверхности на эксплуатационные свойства изделия
Качество поверхности, прежде всего, определяется шероховатостью, волнистостью, и свойствами поверхностного слоя.
Ш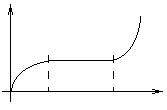
![]() ероховатость,
в свою очередь, определяется методом
обработки, свойствами материала
заготовки, состоянием инструмента,
режимами резания, применением СОЖ и др.
Качество поверхности во многом определяет
надёжность и долговечность изделия.
Если построить график зависимости
износа от времени, то различимы следующие
стадии:
ероховатость,
в свою очередь, определяется методом
обработки, свойствами материала
заготовки, состоянием инструмента,
режимами резания, применением СОЖ и др.
Качество поверхности во многом определяет
надёжность и долговечность изделия.
Если построить график зависимости
износа от времени, то различимы следующие
стадии:
-
Приработка, характеризующаяся наибольшим износом;
-
Нормальная эксплуатация;
-
И


 нтенсивный
износ, приводящий к разрушению.
нтенсивный
износ, приводящий к разрушению.
Н![]() а
качество поверхности оказывает влияние
вид материала заготовки. Так, например,
введение некоторых элементов в состав
материала позволяет уменьшить или
увеличить шероховатость. Для её
уменьшения, в сталь вводят серу или
углерод. Кроме этого, на качество
поверхности влияет метод её получения,
режимы обработки, жёсткость технологической
системы и условия обработки.
а
качество поверхности оказывает влияние
вид материала заготовки. Так, например,
введение некоторых элементов в состав
материала позволяет уменьшить или
увеличить шероховатость. Для её
уменьшения, в сталь вводят серу или
углерод. Кроме этого, на качество
поверхности влияет метод её получения,
режимы обработки, жёсткость технологической
системы и условия обработки.
Влияние режимов резания на шероховатость поверхности
С
![]() корость
резания, за исключением процесса
наростообразования, на шероховатость
поверхности влияния не оказывает. Таким
образом, для обеспечения заданного
качества поверхности при обработке
вязких материалов нужно работать в
скоростях, исключающих диапазон
наростообразования.
корость
резания, за исключением процесса
наростообразования, на шероховатость
поверхности влияния не оказывает. Таким
образом, для обеспечения заданного
качества поверхности при обработке
вязких материалов нужно работать в
скоростях, исключающих диапазон
наростообразования.
Г
![]()
![]()
![]()
![]() лубина
резания практически не влияет на
шероховатость обработанной поверхности.
Исключения составляют случаи малых
глубин. Следует отметить, что при
обработке заготовок с литейной коркой
увеличение глубины резания приводит к
повышению качества обрабатываемой
поверхности, так как глубина превышает
толщину корки.
лубина
резания практически не влияет на
шероховатость обработанной поверхности.
Исключения составляют случаи малых
глубин. Следует отметить, что при
обработке заготовок с литейной коркой
увеличение глубины резания приводит к
повышению качества обрабатываемой
поверхности, так как глубина превышает
толщину корки.
П![]() одача.
В основном, именно она определяет
шероховатость поверхности. При этом
наиболее ярко зависимость проявляется
при обработке однолезвийным инструментом
(1). При обработке многолезвийным
инструментом зависимость неярко выражена
(2).
одача.
В основном, именно она определяет
шероховатость поверхности. При этом
наиболее ярко зависимость проявляется
при обработке однолезвийным инструментом
(1). При обработке многолезвийным
инструментом зависимость неярко выражена
(2).
Влияние технологических факторов на шероховатость поверхности
В![]() общем случае, шероховатость поверхности
определяется как след режущего
инструмента.
общем случае, шероховатость поверхности
определяется как след режущего
инструмента.
П
![]()
![]()
![]() оэтому
шероховатость, а, следовательно, качество
обработанной поверхности определяется
геометрией режущего инструмента и
качеством его режущих кромок. При этом
наибольшее значение имеют углы в плане
и радиус при вершине.
оэтому
шероховатость, а, следовательно, качество
обработанной поверхности определяется
геометрией режущего инструмента и
качеством его режущих кромок. При этом
наибольшее значение имеют углы в плане
и радиус при вершине.
П![]() ри
обработке имеет место 2 вида шероховатости:
поперечная, как след инструмента –
в направлении движения подачи и
продольная, как результат вибрации
системы в процессе обработки – в
направлении движения резания. Как
правило, продольная шероховатость в
2-3 раза меньше, чем поперечная.
ри
обработке имеет место 2 вида шероховатости:
поперечная, как след инструмента –
в направлении движения подачи и
продольная, как результат вибрации
системы в процессе обработки – в
направлении движения резания. Как
правило, продольная шероховатость в
2-3 раза меньше, чем поперечная.
На шероховатость также влияет жёсткость технологической системы: чем больше податливость детали, тем больше шероховатость. Шероховатость во многом определяет эксплуатационные свойства изделия. Особенно проявляется её влияние при обеспечении жёсткости стыков, работе в условиях смазки и т.д.
После обработки фрезерованием и точением, контакт сопрягаемых поверхностей не превышает 10% общей площади. Посла развёртывания, при R=0,82,5 - площадь контакта достигает 40%. После алмазного точения – 63%, притирки и суперфиниширования – 85-90%.
Для каждого случая шероховатость должна быть оптимальной, так как на поверхностях с малой шероховатостью плохо удерживается смазка. Высокое качество после обработки накатыванием способствует появлению очагов коррозии.