

Конструкция штампа
![]()

![]()
![]()
![]()

-
Х
 востовик;
востовик; -
Д


 ержатель
хвостовика;
ержатель
хвостовика; -
К
 олонки
(скалки);
олонки
(скалки); -
В

 ерхняя
плита;
ерхняя
плита; -
Н

 аправляющая
втулка;
аправляющая
втулка; -
Держатель пуансона;
-
П

 уансон;
уансон; -
С

 ъёмник;
ъёмник; -
Н
 аправляющая
плита;
аправляющая
плита; -
М

 атрица;
атрица; -
Д
 ержатель
матрицы;
ержатель
матрицы; -
Н

 ижняя
плита.
ижняя
плита.
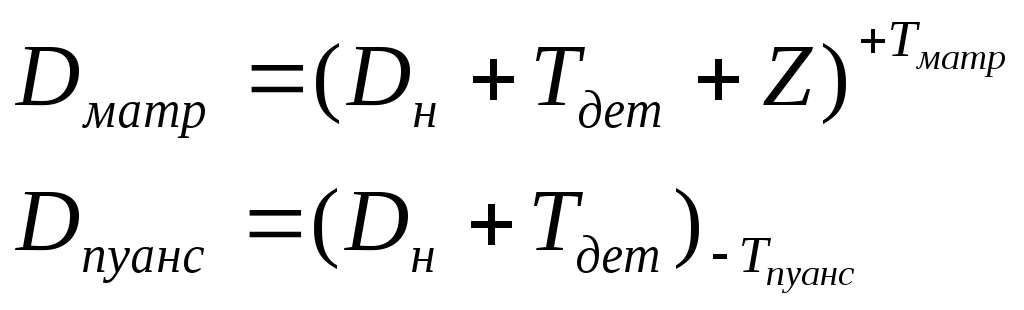
Исполнительные размеры рабочих частей штампа
Исполнительные размеры рабочих частей штампа (пуансона и матрицы) с учётом изменения их размеров в процессе обработки:
Для вырубки:

Для пробивки:
Раскрой материала
При ХЛШ затраты на материал составляют от 50 до 70% себестоимости. Наиболее эффективным способом её снижения является экономия материала за счёт уменьшения доли отхода. В связи с этим возникает проблема оптимизации раскроя листовых материалов.
Раскрой – это отыскание наиболее эффективного размещения заготовок в листе (полосе, ленте) относительно друг друга и кромок листового материала. Мерой эффективности раскроя служит коэффициент использования материала k и коэффициент раскроя kр.
Коэффициент использования материала представляет собой отношение массы детали к норме расхода на её изготовление.
Коэффициент раскроя – это отношение массы деталей, полученных из одной исходной заготовки к её общей массе.
Если учесть, что толщина всех деталей и исходной заготовки одинакова, то:
![]()
![]() где
f – площадь заготовки,
n - количество деталей,
полученных из исходной заготовки, B
и L - ширина и
длина исходной заготовки. Площадь
детали, имеющей отверстия, рассчитывают
так: f=fк-fотв,
где fк -
площадь по контуру, fотв
- суммарная площадь отверстий. Тогда
коэффициент использования можно
записать следующим образом: k=n(fк-fотв)/BL.
где
f – площадь заготовки,
n - количество деталей,
полученных из исходной заготовки, B
и L - ширина и
длина исходной заготовки. Площадь
детали, имеющей отверстия, рассчитывают
так: f=fк-fотв,
где fк -
площадь по контуру, fотв
- суммарная площадь отверстий. Тогда
коэффициент использования можно
записать следующим образом: k=n(fк-fотв)/BL.
Коэффициент раскроя определяется по контуру, то есть если деталь не имеет отверстий, то k=kр. Если коэффициент раскроя зависит от формы внешнего контура изготовляемых деталей, а также от их взаимного расположения, то коэффициент использования зависит ещё и от наличия отверстий.
Коэффициент использования – главный показатель, определяющий как эффективность использования материала, так и технологичность конструкции штампуемых деталей. Чем выше значение этого коэффициента, тем больше эффект раскроя, тем технологичнее штампуемая деталь.
Типы раскроя листовых заготовок
Р![]() азличают
три типа раскроя:
азличают
три типа раскроя:
-
Раскрой с отходами;
-
Малоотходный раскрой;
-
Безотходный раскрой.
Ширина перемычек влияет на коэффициент использования (k), на точность вырубаемых деталей, а также стойкость пуансона и матрицы. Чем она больше, тем меньше коэффициент использования, тем выше точность. Перемычка должна быть достаточно жёсткой, так как при малой жёсткости она может быть втянута в зазор между пуансоном и матрицей, что в свою очередь может привести к порче оборудования. Снижение жёсткости приводит к понижению точности шага штамповки из-за упругого изгиба перемычки при подаче заготовки с упором на неё.
Ширина перемычки зависит от толщины заготовки, механических свойств материала, длины вырубаемых участков (вдоль перемычки) и конструкции штампа. Для S больше 4, ширина перемычки выбирается из интервала 13,2 мм.
Малоотходный раскрой характеризуется отсутствием внешних перемычек.