

4.3. Обозначение и правила нанесения шероховатости поверхностей на чертежах
После нанесения размеров, предельных отклонений размеров, отклонений формы и расположения поверхностей на рабочем чертеже детали следует указывать параметры и характеристики шероховатости поверхностей, установленные ГОСТ 2789–73.
Таблица 1
Типы направлений неровностей поверхности (ГОСТ 2789–73)
Тип направления неровностей |
Направление неровностей |
Обозначение |
Пояснение к расположению неровностей |
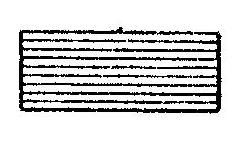
Параллельный |
|
|
Параллельно линии, изображающей на чертеже поверхность |
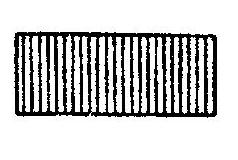
Перпендикуляр-ный |
|
|
Перпендикулярно линии, изображающей на чертеже поверхность |
Перекрещива-ющийся |
|
|
Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность |
Произвольный |
|
|
Различные направления по отношению к линии, изображающей на чертеже поверхность |
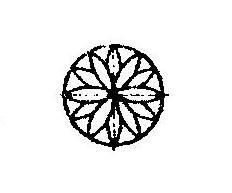
Кругообразный |
|
|
Приблизительно кругообразно по отношению к центру поверхности |
Радиальный |
|
|
Приблизительно радиально по отношению к центру поверхности |

На учебных чертежах параметры и характеристики шероховатости поверхностей наносятся после простановки размеров.
Обозначение и правила нанесения шероховатости поверхностей приведены в табл. 2.
Таблица 2
Элементы обозначений и правил нанесения шероховатости на чертежах (ГОСТ 2.309–73)
Иллюстрации |
Краткое описание |
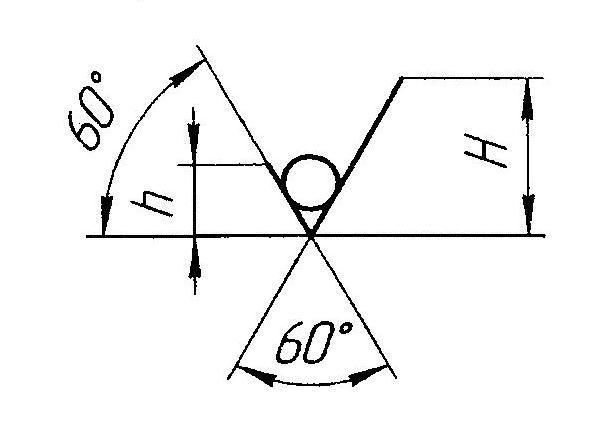
|
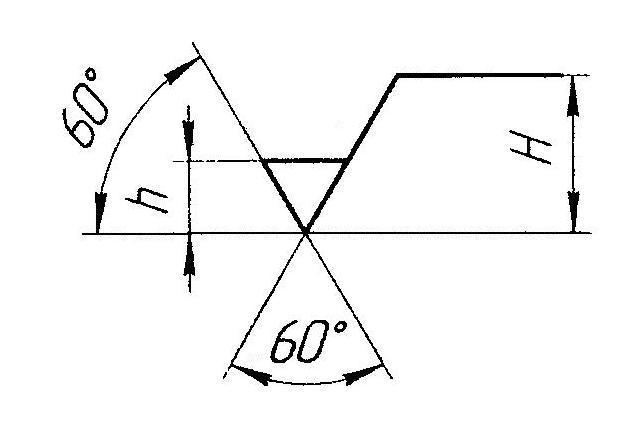
Знак шероховатости поверхности, способ обработки которой не устанавливается конструктором. h ≈ hч, где hч – высота размерных чисел на чертеже H = (l,5...5)h |
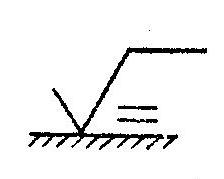
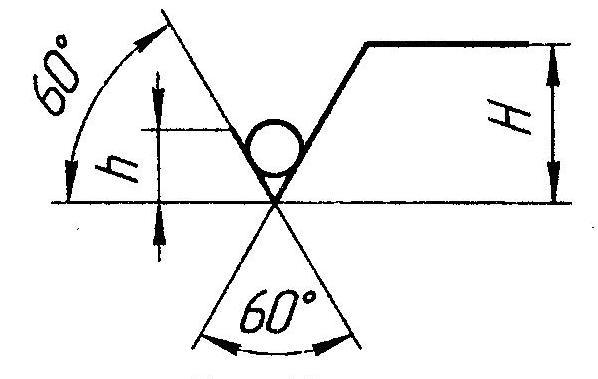
|
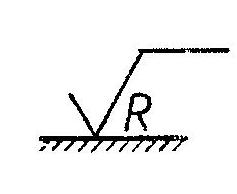
Знак шероховатости поверхности, которая обрабатывается удалением слоя материала (точением, фрезерованием, шлифованием, полированием и т. д.) |
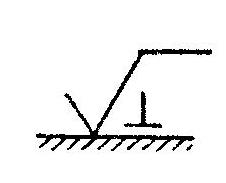
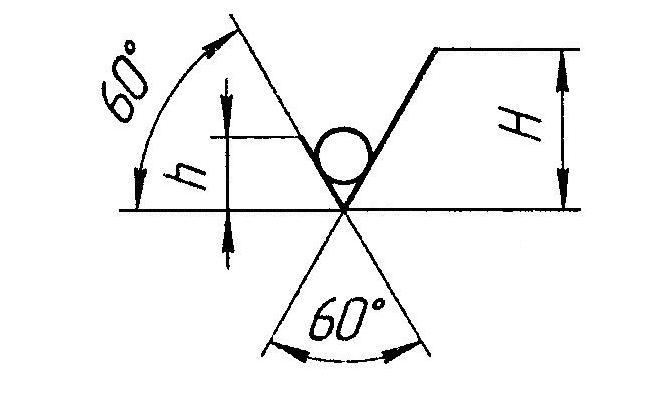
|
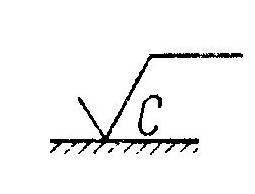
Знак шероховатости поверхности, получаемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом, волочением и т. д.). Применяется, когда нет необходимости в указании значения параметра шероховатости |
|
Знак шероховатости поверхности, получаемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом, волочением и т. д.) с указанием значения параметра шероховатости |

Окончание табл. 2
Иллюстрации |
Краткое описание |
|
Знак, указывающий поверхность, не обрабатываемую по данному чертежу
|
|
Обозначение поверхностей с одинаковой шероховатостью. Если шероховатость всех поверхностей детали должна быть одинаковой, то общее обозначение шероховатости наносят в правом верхнем углу чертежа. Размеры и толщина знаков, нанесенных в правый верхний угол чертежа, должны быть больше размеров и толщины знаков, нанесенных на изображении, приблизительно в 1,5 раза |
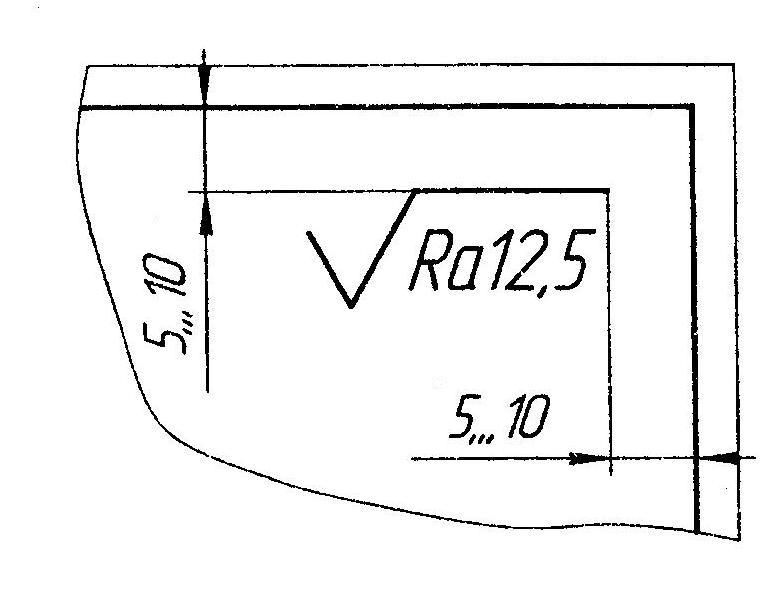
Структура обозначения шероховатости приведена на рис. 14.
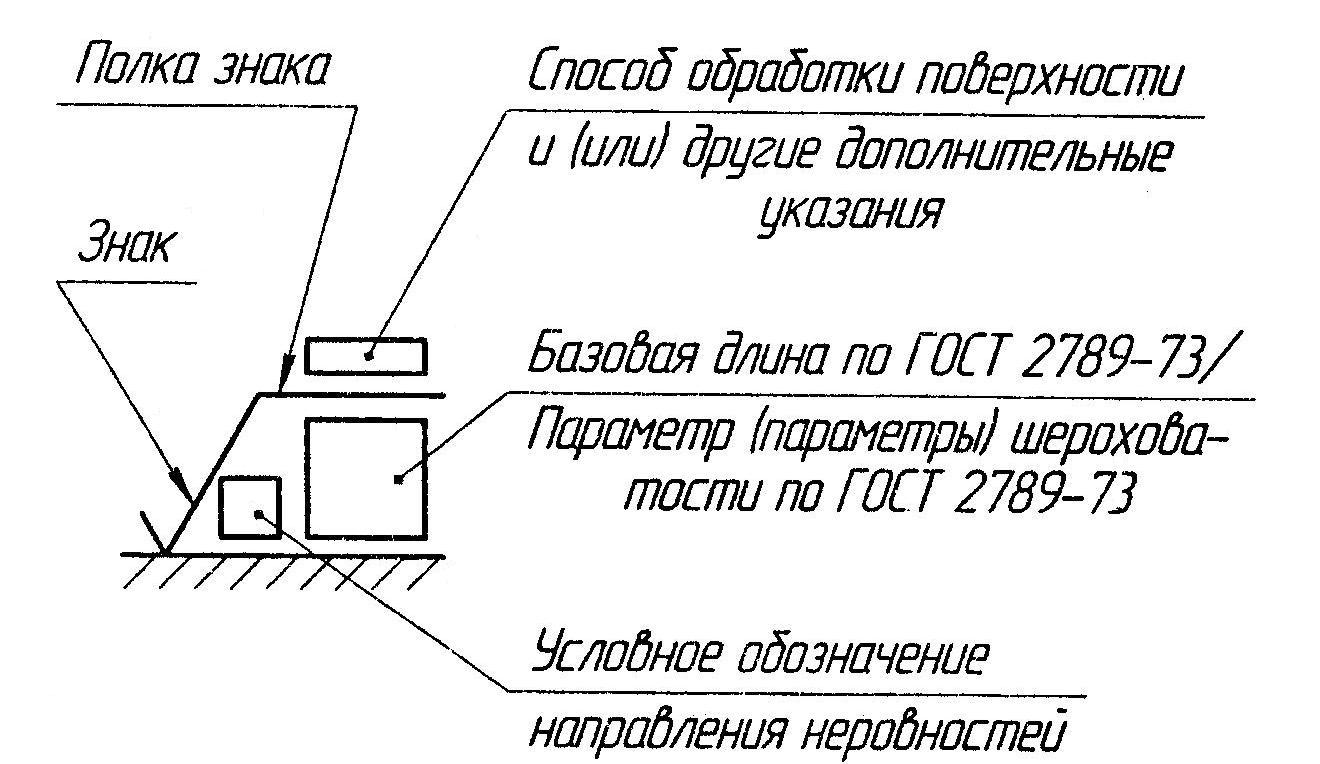
Рис. 14. Структура знака изображения шероховатости поверхности