

3.10. Взаимозаменяемость, методы и средства контроля резьбовых соединений
Резьбовые соединения широко распространены в машиностроении (в большинстве современных машин свыше 60% всех деталей имеют резьбы). По эксплуатационному назначению различают резьбы общего применения и специальные, предназначенные для соединения одного типа деталей определенного механизма. К первой группе относятся резьбы:
а) крепежные (метрическая, дюймовая), применяемые для разъемного соединения деталей машин, основное их назначение – обеспечение прочности соединений и сохранение плотности (нераскрытия) стыка в процессе длительной эксплуатации;
б) кинематические (трапецеидальная и прямоугольная), применяемые для ходовых винтов, винтов суппортов станка и столов измерительных приборов и т. п., основное их назначение – обеспечение точного перемещения при наименьшем трении, а также (упорная) для преобразования вращательного движения в прямолинейное в прессах и домкратах; основное их назначение – обеспечение плавности вращения и высокой нагрузочной способности (для точных микрометрических пар применяют метрическую резьбу повышенной точности);
в) трубные и арматурные (трубные цилиндрическая и коническая, метрическая коническая), применяемые для трубопроводов и арматуры, основное их назначение – обеспечение герметичности соединений.
Эксплуатационные требования к резьбе зависят от назначения резьбовых соединений. Общими для всех резьб являются требования долговечности и свинчиваемости без подгонки независимо изготовленных резьбовых деталей при сохранении эксплуатационных качеств соединений.
Наибольшее распространение получили метрические цилиндрические резьбы, параметры которых следующие (рис. 8): d2 – средний диаметр болта; D2 – средний диаметр гайки; d – наружный диаметр болта; D – наружный диаметр гайки; d1 – внутренний диаметр резьбы болта; D1 – внутренний диаметр резьбы гайки; Н – высота исходного треугольника резьбы; Р – шаг резьбы.
Для многозаходной резьбы существует следующая зависимость:
Рn=Р n,
где Рn – ход резьбы, n – число заходов резьбы, Р – шаг профиля резьбы.
Для резьбовых соединений установлены различные посадки, сочетание которых обычно обеспечивает зазор между профилями резьбы.
Установлены степени точности резьбовых соединений: 3, 4, ..., 10. Они назначаются в зависимости от условий эксплуатации.
Контроль резьб может быть дифференцируемым или комплексным. Дифференцируемый применяют, когда допуски даны отдельно на каждый параметр резьбы. Этот метод очень трудоемкий и используется для контроля точных резьб.
3.11. Понятие о размерных цепях. Методы расчета размерных цепей
Размерной цепью называют совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Например, с помощью размерных цепей можно определить точность взаимного расположения осей и
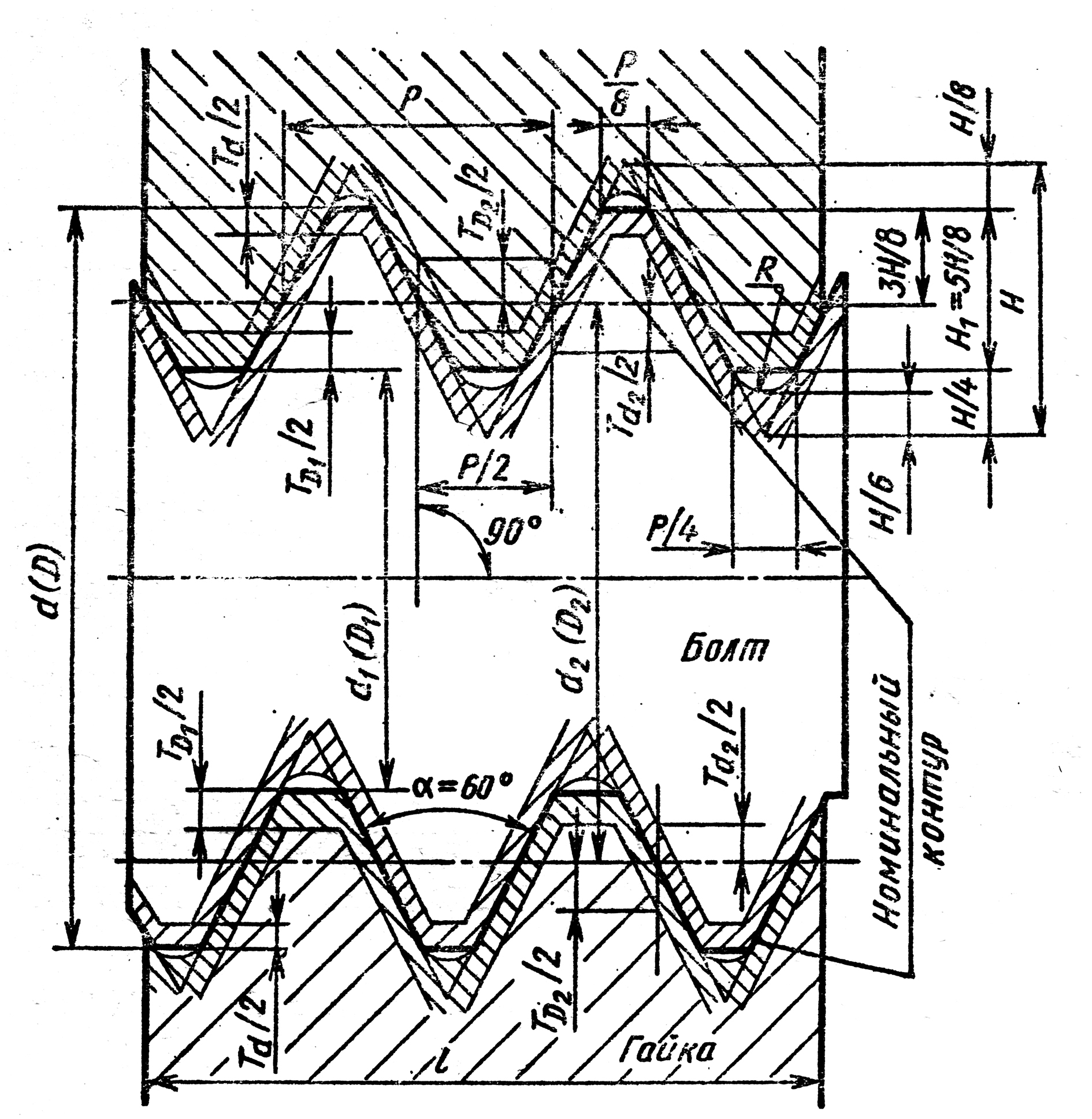
Рис. 8. Схема резьбового соединения
поверхностей одной детали (подетальная размерная цепь) или нескольких деталей в сборочной единице или механизме (сборочная размерная цепь). Замкнутость размерного контура – необходимое условие для составления и анализа размерной цепи. Однако на рабочем чертеже размеры следует проставлять в виде незамкнутой цепи; не проставляют размер замыкающего звена, так как для обработки он не требуется. Размеры, образующие размерную цепь, называют звеньями размерной цепи.
По взаимному расположению звеньев размерные цепи делят на плоские и пространственные. Размерную цепь называют плоской, если все звенья расположены в одной или нескольких параллельных плоскостях. Пространственной называют размерную цепь, звенья которой непараллельные одно другому и лежат в непараллельных плоскостях. Размерные цепи, звеньями которых являются линейные размеры, называют линейными. Размерные цепи, звеньями которых являются угловые размеры, называют угловыми. При анализе точности электрических и электронных элементов машин и приборов используют цепи, звеньями которых являются значения сопротивлений, емкости, индуктивности, силы тока, напряжений и других физических параметров.
Задачу обеспечения точности изделий при конструировании решают с помощью конструкторских размерных цепей, а при изготовлении – с помощью технологических размерных цепей, выражающих связь размеров обрабатываемой детали по мере выполнения технологического процесса или размеров системы СПИД (станок – приспособление – инструмент – деталь). Когда решается задача измерения величин, характеризующих точность изделия, используют измерительные размерные цепи, звеньями которых являются размеры системы измерительное средство – измеряемая деталь.
Размерная цепь состоит из составляющих звеньев и одного замыкающего. Замыкающим называют размер, который получается последним в процессе обработки детали, сборки узла машины или измерения. Его значение и точность зависят от значений и точности остальных (составляющих) размеров цепи. Составляющее звено – звено размерной цепи, изменение которого вызывает изменение замыкающего звена (но не может и не должно вызывать изменение исходного звена). Составляющие размеры обозначают А1, А2, ..., Am–1 (для цепи А), В1, В2, ..., Bm–1 (для цепи В) и т. д. Исходное звено – звено размерной цепи, заданные номинальный размер и предельные отклонения которого определяют функционирование механизма и должны быть обеспечены в результате решения размерной цепи. Исходя из предельных значений этого размера рассчитывают допуски и отклонения всех остальных размеров цепи. В процессе сборки исходный размер, как правило, становится замыкающим. В подетальной размерной цепи размер, исходя из точности которого определяется степень точности остальных размеров, также называют исходным.
Замыкающий размер АΔ в трехзвенной цепи (рис. 9) зависит от размера А1, называемого увеличивающим (чем больше этот размер, тем больше значение АΔ), и размера А2, называемого уменьшающим (при его увеличении АΔ уменьшается). Замыкающее звено может быть положительным, отрицательным или равным нулю, размерную цепь можно условно изображать в виде схемы (рис. 9). По схеме удобно выявлять увеличивающие и уменьшающие звенья. Над буквенными обозначениями звеньев принято изображать стрелку, направленную вправо для увеличивающих звеньев и влево – для уменьшающих.
Расчет и анализ размерных цепей позволяет: установить количественную связь между размерами деталей машины, уточнить номинальные значения и допуски взаимосвязанных размеров, исходя из эксплуатационных требований и экономической точности обработки деталей и сборки машины; определить наиболее рентабельный вид взаимозаменяемости (полная или неполная), добиться наиболее правильной простановки размеров на рабочих чертежах, определить операционные допуски и пересчитать конструктивные размеры на технологические (в случае несовпадения технологических баз конструктивными).
Расчет размерных цепей и их анализ – обязательный этап конструирования машин, способствующий повышению качества, обеспечению взаимозаменяемости и снижению трудоемкости их изготовления. Сущность расчета размерной цепи заключается в установлении допусков и предельных отклонений всех ее звеньев, исходя из требований конструкции и технологии. При этом различают две задачи:
1) определение номинального размера, предельных отклонений и допуска замыкающего звена по заданным номинальным размерам и предельным отклонениям составляющих звеньев (в случаях, когда требуется проверить соответствие допуска замыкающего размера допускам составляющих размеров, проставленных на чертеже, – проверочный расчет);
2) определение допуска и предельных отклонений составляющих размеров по заданным номинальным размерам всех размеров цепи и заданным предельным размерам исходного размера (при проектном расчете размерной цепи).
Методы расчета размерных цепей:
1) метод расчета, обеспечивающий полную взаимозаменяемость;
Рис. 9. Схемы размерных цепей
2) метод неполной взаимозаменяемости, выполняемый по технологически обоснованным расширенным допускам на размеры деталей;
3) метод групповой взаимозаменяемости или селективная сборка заключается в изготовлении деталей со сравнительно широкими технологически выполнимыми допусками сортировки этих деталей на равное число групп с более узкими групповыми допусками и сборки их после комплектации по определенным группам;
4) метод регулирования, при котором из совокупности составляющих звеньев выбирают компенсирующее звено, изменением которого достигается заданная точность замыкающего звена, без снятия материала;
5) метод пригонки, при котором намечают одно из составляющих звеньев размерной цепи изменением размеров каждого, путем снятия стружки достигается заданная точность замыкающего звена.