

3.6 Расчёт режимов резания
Операция 015 – Вертикально-сверлильная.
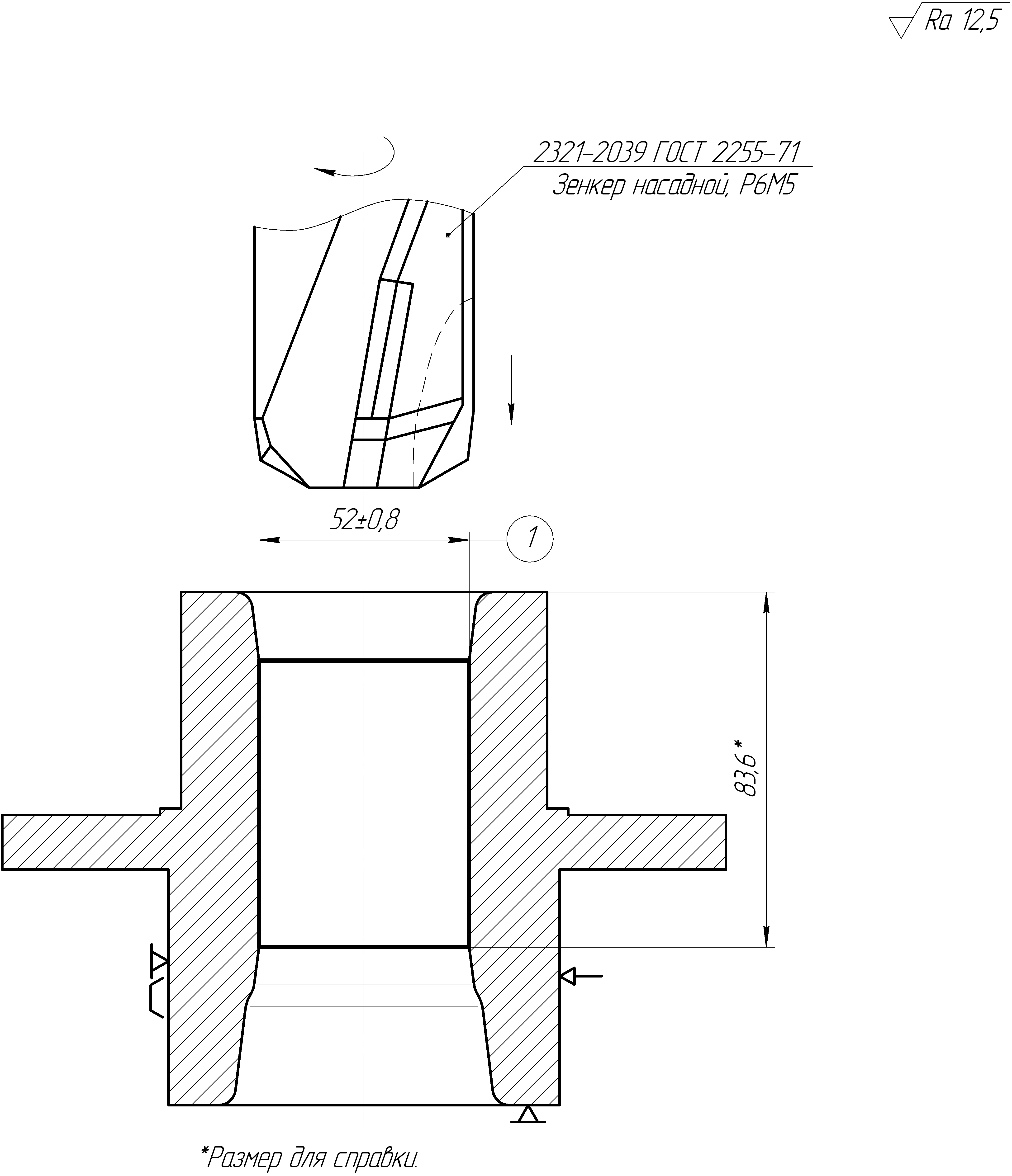
Рисунок – Эскиз операционный
Содержание операции:
А.Установить заготовку.
1.Зенкеровать отверстие, выдерживая размер 1.
Б.Снять деталь.
Исходные данные:
1.Наименование детали – фланец скользящий передний.
2.Обрабатываемый материал – сталь 40 ГОСТ 1050-88.
3.Предел прочности при растяжении – σВ = 568 МПа.
4.Масса детали – 3,13 кг.
Станок - 2170, Nдв = 11 кВт, η = 0,8.
Выбор режущего инструмента.
Принимаем зенкер насадной 2321-2040 ГОСТ 2255-71 со вставными ножами из быстрорежущей стали Р6М5.
Конструкция зенкера – сборный со вставными ножами.
Размеры зенкера:
- диаметр – 55 мм;
- длина – 60 мм;
- количество ножей – 4.
Геометрические параметры зенкера:
φ = 600, α = 80, γ = 80, ω = 100.
Форма заточки – нормальная (Н).
Определяем режимы резания.
Глубина резания.
![]() мм.
мм.
Подача на оборот и проверка усилия подачи станка.
![]() мм/об.
мм/об.
[ 4 ] с.277, т.26
Принимаем Sо = 1,2 мм/об.
Корректируем по паспорту станка:
принимаем Sо = 1,12 мм/об.
![]() .
.
Кр = Кмр.
![]() -
поправочный коэффициент, учитывающий
влияние качества обрабатываемого
материала на силовые зависимости;
-
поправочный коэффициент, учитывающий
влияние качества обрабатываемого
материала на силовые зависимости;
n = 0,75 – показатель степени. [ 4 ] с.264, т.9
![]()
Ср = 67; х = 1,2; y = 0,65. [ 4 ] с.281, т.32
![]() Н.
Н.
Т.к. рассчитанная осевая сила Ро = 5016 Н меньше допустимой механизмом подач осевой силы Рдоп = 25000 Н, то обработка возможна.
Скорость резания.
![]() .
.
Кv
![]() .
.
Cv = 16,3; q = 0,3; х = 0,2; y = 0,5; m = 0,3. [ 4 ] с.279, т.29
T = 80 мин. [ 4 ] с.280, т.30
Поправочные коэффициенты:
![]() - коэффициент,
учитывающий влияние материала заготовки.
- коэффициент,
учитывающий влияние материала заготовки.
[ 4 ] с.261, т.1
Кr = 1 - коэффициент, характеризующий группу стали по обрабатываемости.
nv = 0,9 – показатель степени.
[ 4 ] с.262, т.2
![]()
Кnv = 0,8 – коэффициент, учитывающий состояние поверхности заготовки.
[ 4 ] с.263, т.5
Киv = 1 – коэффициент, учитывающий материал инструмента. [ 4 ] с.263, т.6
Кlv = 1 – коэффициент, учитывающий глубину зенкерования. [ 4 ] с.280, т.31
![]()
![]() м/мин.
м/мин.
Частота вращения.
![]()
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
Принимаем n = 45 мин-1.
Фактическая скорость резания.
![]()
![]() м/мин.
м/мин.
Крутящий момент.
![]()
Кр = Кмр.
![]() -
поправочный коэффициент, учитывающий
влияние качества обрабатываемого
материала на силовые зависимости.
-
поправочный коэффициент, учитывающий
влияние качества обрабатываемого
материала на силовые зависимости.
n = 0,75 – показатель степени. [ 4 ] с.264, т.9
![]()
См = 0,09; q = 1; х = 0,9; y = 0,8. [ 4 ] с.281, т.32
![]() Н×м.
Н×м.
Мощность резания.
![]() ;
;
![]() кВт.
кВт.
Т. к. Nрез = 1,24 кВт < Nд×η = 11×0,8 = 8,8 кВт, то обработка возможна.
Основное время.
![]()
![]() ;
;
![]() мм;
мм;![]()
![]() мм.
мм.
![]() мм.
мм.
![]() мин.
мин.
Таблица 11 - Сводная таблица режимов резания.
-
№ и наименование операции, перехода
t,
мм
λ
 ,
,мин
 ,
,мм/об
 ,
,мин-1
 ,
,м/мин
Sм, мм/мин
То,
мин
 ,
,кВт
1
2
3
4
5
6
7
8
9
10
11
005
Токарная полуавтоматная
1.Точить поверхности: 7
11
2.Подрезать торец 8
1,0
1,0
1,0
14/16
53/56
36,25/40
0,88
0,95
0,91
60/60
60/60
60/60
0,71
0,71
0,71
180
180
180
97
50
97
128
128
128
0,44
0,32
-/24
-/24
-/24
010
Токарная полуавтоматная
1.Точить поверхность 5
2.Подрезать торцы: 1
6
1,25
1,15
1,15
54/57
14,25/17,75
39,25/43
0,95
0,8
0,91
60/60
60/60
60/60
0,71
0,71
0,71
180
180
180
52,6
97
97
128
128
128
0,45
0,34
-/24
-/24
-/24
015
Вертикально-сверлильная
1.Зенкеровать отверстие 17
7,5
83,6/90,95
0,92
80/80
1,2/1,12
54/45
9,48/7,77
50,4
1,81
1,24/11
Продолжение таблицы 11.
-
1
2
3
4
5
6
7
8
9
10
11
020
Токарная полуавтоматная
1.Точить поверхность 3 с одновременной расточкой отверстия 23
2,0
0,75
43/46
32/34
0,94
0,94
60/60
60/60
0,34
180
50
61,2
0,75
-24
030
Токарно-винторезная
1.Подрезать торец 15
2.Расточить отверстие 17
3.Расточить фаску 16
1,85
0,8
4,7
16/19,5
82,85/84,85
1,26/6,26
0,82
0,98
0,2
60/60
60/60
60/12
0,75/0,7
0,55/0,5
0,55/0,5
495/500
991/800
765/630
135,1/136,6
172/138,2
136/112
350
400
315
0,06
0,21
0,02
4,1/10
3,4/10
7/10
035
Горизонтально-протяжная
1.Протянуть шлицы 18
4,05
87
-
120
-
-
3
-
0,32
-/40
040
Горизонтально-протяжная
1.Калибровать шлицы 18
0,02
87
-
120
-
-
3
-
0,32
-/40
Продолжение таблицы 11.
-
1
2
3
4
5
6
7
8
9
10
11
050
Токарная с ЧПУ
1.Точить поверхности: 19
14
12
11
10
8
7
2.Нарезать резьбу 13
1,53
3,03
1,53
0,5
0,5
0,85
0,75
0,96
148,75/156,34
18/20
0,95
0,9
30/30
30/30
0,35/0,35
0,19/0,19
0,35/0,35
0,49/0,49
0,49/0,49
0,4/0,4
0,4/0,4
-/1,5
456/355
508/500
456/355
416/355
416/355
275/250
229/200
334/280
121,8/94,8
135,5/133,5
121,8/94,8
111/94,8
111/94,8
146,2/133,1
121,8/106,5
79,5/66,7
124,3
95
124,3
174
174
100
80
420
Тц.а.
2,49
4,21/11
4,47/11
4,21/11
5,04/11
5,04/11
5,9/11
4,72/11
1,05/11
055
Токарная с ЧПУ
1.Точить поверхности: 1
2
3
4
22
5 чистовая
6
2.Точить поверхность 5 отделочная
1,0
3,5
1,5
1,5
1,16
0,3
1,0
0,2
115,8/117,21
10/12
0,98
0,83
30/30
30/30
0,18/0,18
0,18/0,18
0,18/0,18
0,18/0,18
0,18/0,18
0,21/0,21
0,18/0,18
0,041/0,041
527/500
584/560
648/560
648/560
620/560
585/560
328/280
824/800
144/136,6
159,6/153
177/172,1
177/172,1
177/160
167,1/160
172,8/147,7
233,8/227,1
90
100,8
113,4
113,4
100,8
117,6
50,4
32,8
Тц.а.
2,86
-/11
-/11
-/11
-/11
-/11
-/11
-/11
-/11
Продолжение таблицы 11.
-
1
2
3
4
5
6
7
8
9
10
11
3.Расточить поверхности: 24
23
25
1,87
1,0
1,0
30/36,03
0,83
30/30
0,069/0,069
0,155/0,155
0,155/0,155
970/800
717/710
717/710
195/160,8
144/142,7
144/142,7
55,2
110
110
-/11
-/11
-/11
060
Вертикально-сверлильная
1.Сверлить 8-мь отверстий 9
6,25
10/16
0,63
45/28
0,2
400
15,7
80
0,2
-/4,5
065
Радиально-сверлильная
1.Сверлить отверстие 21
2.Зенковать фаску в отверстии 21
3.Развернуть отверстие 21
4.Нарезать резьбу 20
4,05
0,5
0,235
0,35
9,96/14,96
1/2
10/18
10/20
0,67
0,5
0,56
0,5
25/17
30/15
25/14
40/20
0,1
0,1
0,7
0,94
750
750
355
250
20
20
9,55
5,7
75
75
248,5
235
0,2
0,03
0,07
0,09
-/4
-/4
-/4
-/4
Рисунок - Эскиз детали