

2.2 Технологический контроль чертежа детали и анализ детали на технологичность
Деталь 540А-2208058 Фланец скользящий передний изготавливается из углеродистой конструкционной стали 40. Эта сталь рекомендуется для деталей, прошедших улучшение - коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочнения с нагревом ТВЧ - детали средних размеров, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации (длинные валы, ходовые валики, зубчатые колеса).
Таблица 1 - Химический состав стали 40 ГОСТ 1050-88,в процентах
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
As |
Cu |
|
не более | ||||||||
|
0,37-0,45 |
0,17-0,37 |
0,5-0,8 |
0,04 |
0,035 |
0,25 |
0,25 |
0,08 |
0,25 |
[ 1 ] с.40, т.28
Таблица 2 - Физико-механические свойства стали 40 ГОСТ 1050-88
|
σТ,МПа |
σВ,МПа |
|
ψ,% |
αn,кДж/м2 |
HB ( не более ) |
|
не менее | |||||
|
334 |
568 |
19 |
45 |
588 |
285 |
[ 1 ] с.40, т.31
где: σВ - предел прочности при растяжении
σТ - предел текучести
αn - ударная вязкость
ψ - относительное сужение сечения
HB - твёрдость по Бринеллю
![]() - относительное
удлинение образца при разрыве
- относительное
удлинение образца при разрыве
Достоинства стали 40 ГОСТ 1050-88:
1.После окончательной термической обработки приобретает высокую прочность и износостойкость;
2.Высокое содержание углерода (0,4%) обеспечивает хорошую закаливаемость и соответственно высокую твёрдость поверхности, и прочность изделия.
Недостатки стали 40 ГОСТ 1050-88:
1.Необходим нагрев и последующая термическая обработка;
2.Сталь трудно обрабатываемая.
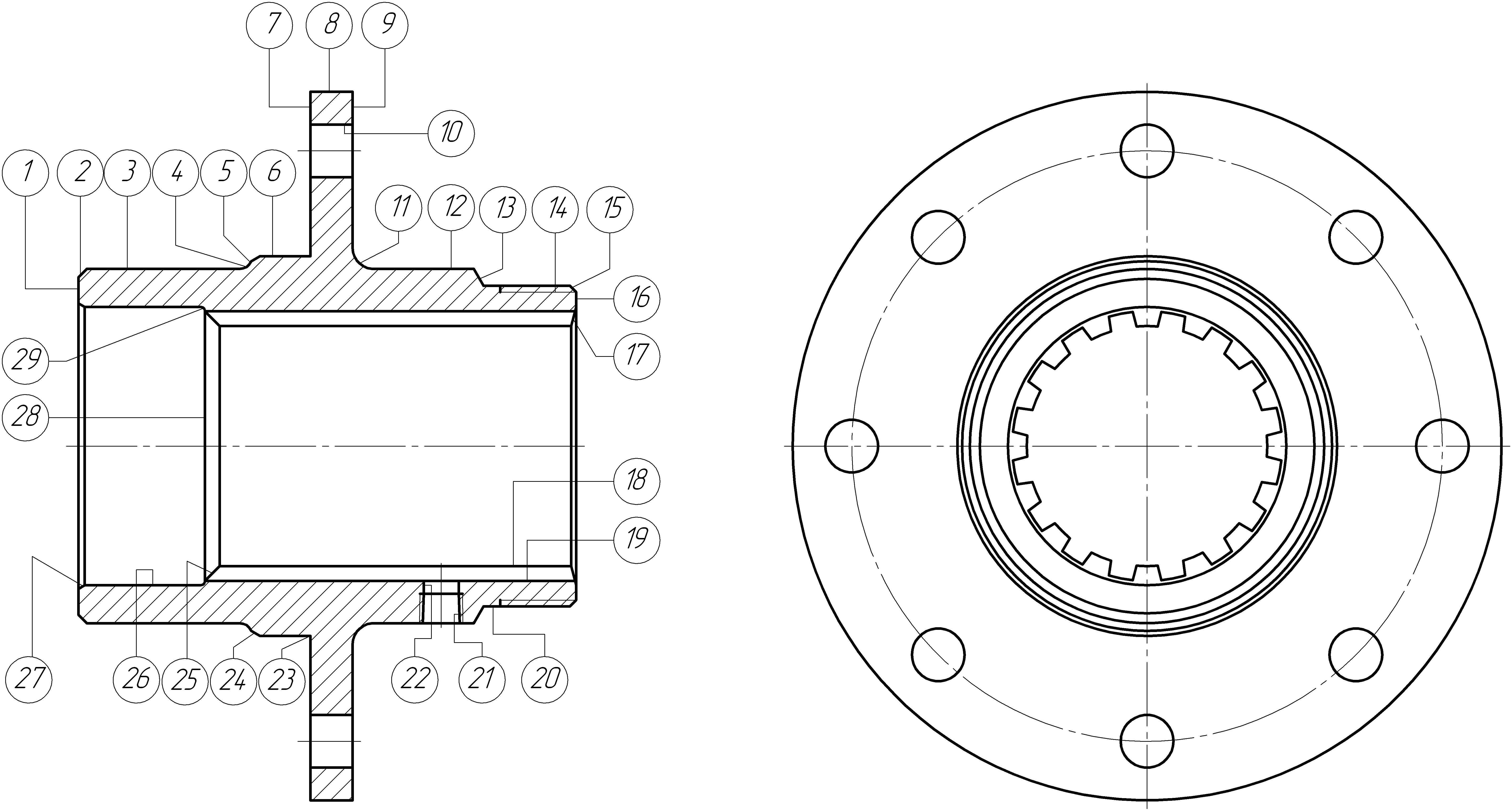
Рисунок – Эскиз детали
Таблица 3 - Требования к детали по точности размеров, точности формы и расположения поверхностей, шероховатости поверхности.
|
№ поверхности |
Размеры, характеризующие поверхность |
Квалитет точности размеров по ГОСТ 25347-82 |
Шероховатость поверхности Ra, мкм по ГОСТ 2789-73 |
Допуск формы поверхности |
Допуск расположения поверхности |
Суммарный допуск формы и расположения |
|
ГОСТ 2.308 - 79 | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
118-0,46 |
13 |
3,2 |
Допуск формы поверхности находится в пределах половины допуска на соответствующие размеры. |
Допуск соосности поверхностей с размерами
Ø90 Допуск перпендикулярности поверхности с размером 63±0,4 мм относительно оси шлицевого отверстия не более 0,08 мм. Позиционный допуск 8-ми отверстий с размером Ø12,5+0,24мм не более 0,15 мм.
|
Суммарный допуск формы и расположения поверхностей находится в пределах половины допуска на соответствующие размеры. |
|
2 |
2×450 |
14 |
12,5 | |||
|
3 |
Ø84-0,46 |
13 |
12,5 | |||
|
4 |
R3 |
14 |
12,5 | |||
|
5 |
12±0,2 |
14 |
12,5 | |||
|
6 |
Ø90 |
7 |
1,6 | |||
|
7 |
63±0,4 |
14 |
3,2 | |||
|
8 |
Ø168-0,26 |
11 |
12,5 | |||
|
9 |
10-0,2 |
13 |
12,5 | |||
|
10 |
Ø12,5+0,24 (8 раз-в) Ø140 |
13
13 |
12,5 (8 пов-й) - | |||
|
11 |
R5 |
14 |
12,5 | |||
|
12 |
Ø84-0,46 |
13 |
12,5 | |||
|
13 |
22+0,52 |
14 |
12,5 | |||
|
14 |
М76×1,5-6g 18 |
12 14 |
12,5 - | |||
|
15 |
1,5×450 |
14 |
12,5 | |||
|
16 |
118-0,46 |
- |
12,5 | |||
|
17 |
Ø66 |
14 |
12,5 | |||
|
18 |
Ø57+0,4 |
13 |
12,5 (16 пов-й) | |||
|
19 |
Ø64,08+0,06
-
|
9
-
|
1,6 (16 пов-й) 1,6 (32 пов-ти) | |||
|
20 |
- |
- |
12,5 | |||
|
21 |
К1/8'' |
12 |
12,5 | |||
|
22 |
- 32±1 |
- 16 |
12,5 - | |||
|
23 |
R0,5 |
12 |
12,5 | |||
|
24
|
2×300 |
14 |
12,5 | |||
Продолжение таблицы 3.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
25 |
- |
- |
12,5 |
|
|
|
|
26 |
Ø66 |
9 |
3,2 | |||
|
27 |
1,5×300 |
14 |
12,5 | |||
|
28 |
30±0,8 |
16 |
12,5 | |||
|
29 |
R2 |
14 |
12,5 |
К детали предъявляются следующие требования по твёрдости и термической обработке:
- твердость 241…285 НВ;
- деталь подвергается термической обработке. Улучшение в начале технологического процесса, термообработка до твёрдости 241…285 НВ, улучшение в конце технологического процесса. Поверхность А калить ТВЧ (глубина 1…3 мм) до твёрдости 54 HRC.
Качественный анализ детали на технологичность.
Деталь 540А-2208058 Фланец скользящий передний представляет собой тело вращения и относится к классу втулок. Она изготавливается из конструкционной углеродистой стали 40 ГОСТ 1050-88. Данный материал плохо обрабатывается резанием. Эта деталь входит в перечень изделий, изготавливаемых из данного материала, который выбран с учётом эксплуатационных характеристик самой детали. К детали предъявляются высокие требования по точности и шероховатости обрабатываемых поверхностей, а также по допускам расположения поверхностей. Заготовку для данной детали получают поковкой на КГШП. Данный вариант получения заготовки максимально приближает форму заготовки к форме готовой детали при небольшой стоимости заготовки. С точки зрения механической обработки деталь достаточно технологична и в то же время достаточна, сложна, т.к. она имеет большое количество обрабатываемых поверхностей с высокой точностью обработки. Форма детали может быть получена как на универсальном, так и на специальном оборудовании при использовании стандартных режущих, вспомогательных инструментов и приспособлений в зависимости от типа производства. Также деталь имеет хорошие базовые поверхности для первоначальных операций. При обработке соблюдается принцип единства и постоянства баз. Все отверстия сквозные. В отверстии и на наружной поверхности имеются заходные фаски для нарезания резьбы метчиком и резцом. Отверстия у детали возрастают в одном направлении. Заготовка имеет небольшую массу и размеры, что позволяет не использовать подъёмно-транспортные устройства для установки и закрепления заготовки на станке.
К нетехнологичным моментам относятся:
- конструктивные элементы (фаски) неунифицированы, что требует использования многообразия режущего инструмента в обработке детали;
- наружные ступени у детали имеют большой перепад и возрастают не в одном направлении;
- наличие шлицевого отверстия требует использования специального дорогостоящего режущего инструмента – протяжки;
- данная деталь имеет поверхности, обрабатываемые с высокой точностью, что увеличивает длительность цикла обработки детали, а следовательно и её себестоимость;
- достаточно высокие требования по допуску расположения поверхностей, что усложняет механическую обработку детали.
Деталь нетехнологична.
Определяем уровень технологичности детали.
1. По точности.
 ,
,
[ 3 ] с.33
где Кбтч и Ктч – соответственно базовый и достигнутый коэффициенты точности обработки.
![]() ,
,
[ 3 ] с. 33
где Тср – средний квалитет точности изделия.
![]() ,
,
[ 3 ] с. 34
где Тi - квалитет точности обработки;
ni – число размеров соответствующего квалитета.
![]()
![]()
Т.к. изменений в конструкцию детали не вносим, то Кбтч = Ктч и Кутч = 1.
2. По шероховатости.
![]() ,
,
[ 3 ] с. 34
где Кбш и Кш – соответственно базовый и достигнутый коэффициенты шероховатости.
![]() ,
,
[ 3 ] с. 34
где Шср – средний параметр шероховатости.
![]() ,
,
[ 3 ] с. 34
где Шi – параметр шероховатости поверхности;
ni – число поверхностей с соответствующим параметром шероховатости.
![]()
![]()
Т.к. изменений в конструкцию детали не вносим, то Кбш = Кш и Куш = 1.