

3.2 Выбор заготовки
В качестве заготовки по заводскому варианту используется поковка на КГШП (группа стали М2, точность изготовления Т2, степень сложности С2).
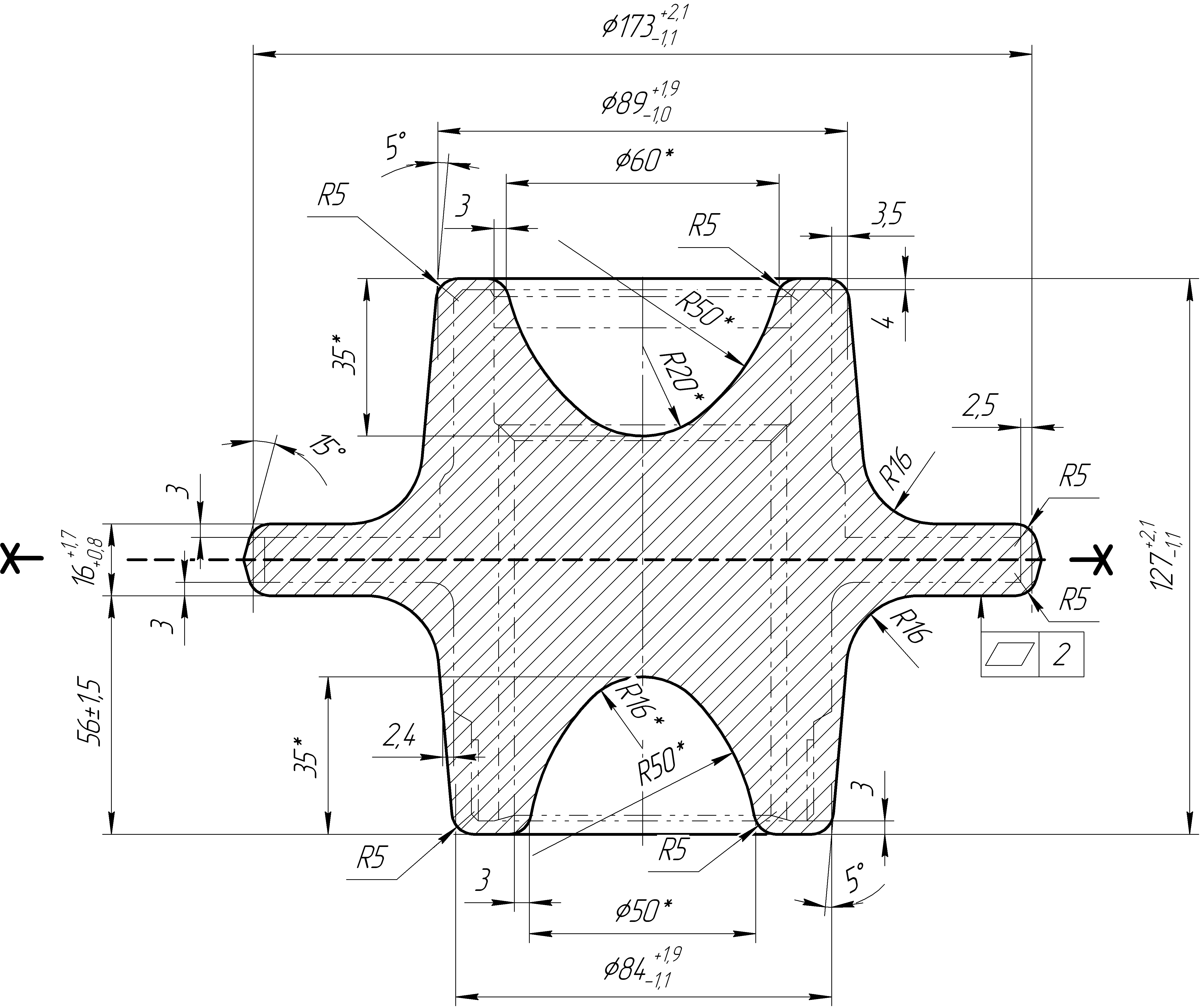
Рисунок – Эскиз заготовки (поковка)
Определяем стоимость заводского варианта заготовки:
![]() ,
,
[ 2 ] с. 31
где Сi = 373 руб. – базовая стоимость одной тонны заготовки; [ 2 ] с. 37
Кт, Кс, Кв, Км, Кп – коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объёма производства заготовок.
Кт = 1 [ 2 ] с. 37
Км = 1 [ 2 ] с. 37
Кв = 0,87 [ 2 ] с. 38, т.2.12
Кс = 0,84 [ 2 ] с. 38, т.2.12
Кп = 1 [ 2 ] с. 38, т.2.13
Q = 8 кг – масса заготовки;
q = 3,13 кг – масса готовой детали;
Sотх. = 25 руб/тонну. [ 2 ] с. 32, т.2.7
![]() руб.
руб.
Определяем коэффициент использования материала:
![]()
В качестве заготовки я предлагаю использовать поковку на КГШП повышенной точности с прошиваемым отверстием по ГОСТ 7505-89.
Проектируем заготовку.
Исходные данные:
Оборудование – КГШП;
Нагрев – индукционный.
Определяем расчётную массу поковки:
![]() ;
;
где Кр = 1,6 - расчётный коэффициент.
[ 10 ] с. 31, т.20
![]() кг.
кг.
Класс точности – Т2; [ 10 ] с. 28, т.19
Группа стали – М2; [ 10 ] с. 8, т.1
Степень сложности – С3. [ 10 ] с. 30
Определяем размеры описывающей поковку фигуры ( цилиндр ), мм.
Диаметр – 176,4
![]() ;
;
Длина – 123,9
![]() .
.
Определяем массу описывающей фигуры:
![]() кг.
кг.
Gп/Gф = 5,01/23,8 = 0,21.
Конфигурация поверхности разъёма штампа – П (плоская); [ 10 ] с. 8, т.1
Исходный индекс – 10. [ 10 ] с. 10, т.2
Основные припуски на размеры, мм.:
1,4 – диаметр 168 и шероховатость поверхности Ra 12,5;
1,5 – диаметр 90 и шероховатость поверхности Ra 1,6;
1,2 – диаметр 84 и шероховатость поверхности Ra 12,5;
1,2 – диаметр 57 и шероховатость поверхности Ra 12,5;
1,5 – диаметр 66 и шероховатость поверхности Ra 3,2;
1,8 – толщина 118 и шероховатость поверхности Ra 3,2;
1,5 – толщина 118 и шероховатость поверхности Ra 12,5;
1,7 – толщина 63 и шероховатость поверхности Ra 3,2;
1,1 – толщина 10 и шероховатость поверхности Ra 12,5;
1,1 – глубина 30 и шероховатость поверхности Ra 12,5;
1,4 – толщина 10 и шероховатость поверхности Ra 3,2.
[ 10 ] с. 12, т.3
0,2 – дополнительный припуск, учитывающий смещение по поверхности разъёма штампа; [ 10 ] с. 14, т.4
0,3 – дополнительный припуск, учитывающий отклонение от прямолинейности.
[ 10 ] с. 14, т.5
Штамповочные уклоны:
- на наружной поверхности – не более 50, принимаем 50;
- на внутренней поверхности – не более 70, принимаем 70.
[ 10 ] с. 26, т.18
Размеры заготовки, мм:
Диаметр
![]() принимаем 171,5;
принимаем 171,5;
Диаметр
![]() принимаем
93,5;
принимаем
93,5;
Диаметр
![]() принимаем 87;
принимаем 87;
Диаметр
![]() принимаем 54;
принимаем 54;
Диаметр
![]() принимаем
62,5;
принимаем
62,5;
Толщина
![]() принимаем 122;
принимаем 122;
Толщина
![]() принимаем 67;
принимаем 67;
Толщина
![]() принимаем 14;
принимаем 14;
Глубина
![]() принимаем 30,5.
принимаем 30,5.
Радиус закругления наружных углов минимальный – 3,6 мм. Принимаем – 4 мм.
[ 10 ] с. 15, т.7
Допускаемые отклонения размеров, мм:
диаметр 171,5![]() ,
диаметр 93,5
,
диаметр 93,5![]() ,
диаметр 87
,
диаметр 87![]() ,
диаметр 54
,
диаметр 54![]() ,
диаметр 62,5
,
диаметр 62,5![]() .
.
толщина 122![]() ,
толщина 67
,
толщина 67![]() ,
толщина 14
,
толщина 14![]() ,
глубина 30,5
,
глубина 30,5![]() .
.
[ 10 ] с. 18, т.8
Неуказанные допуски радиусов закругления – 0,5 мм; [ 10 ] с. 26, т.17
Допускаемая величина остаточного облоя – 0,7 мм; [ 10 ] с. 21, т.10
Допускаемое отклонение от плоскостности – 0,6 мм; [ 10 ] с. 23, т.13
Допускаемое смещение по поверхности разъёма штампа – 0,5 мм; [ 10 ] с. 20, т.9
Допускаемая величина высоты заусенца – 3 мм. [ 10 ] с.21
Допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки – 0,8 мм. [ 10 ] с. 23, т.12
Определяем фактический вес спроектированной заготовки:
![]() ,
,
![]() ,
,
![]() .
.
где ρ = 7,85×10-6 кг/мм3 – плотность стали;
V1, V2, V3 – объёмы отдельных частей заготовки.
![]() мм3;
мм3;
![]() мм3;
мм3;
![]() мм3;
мм3;
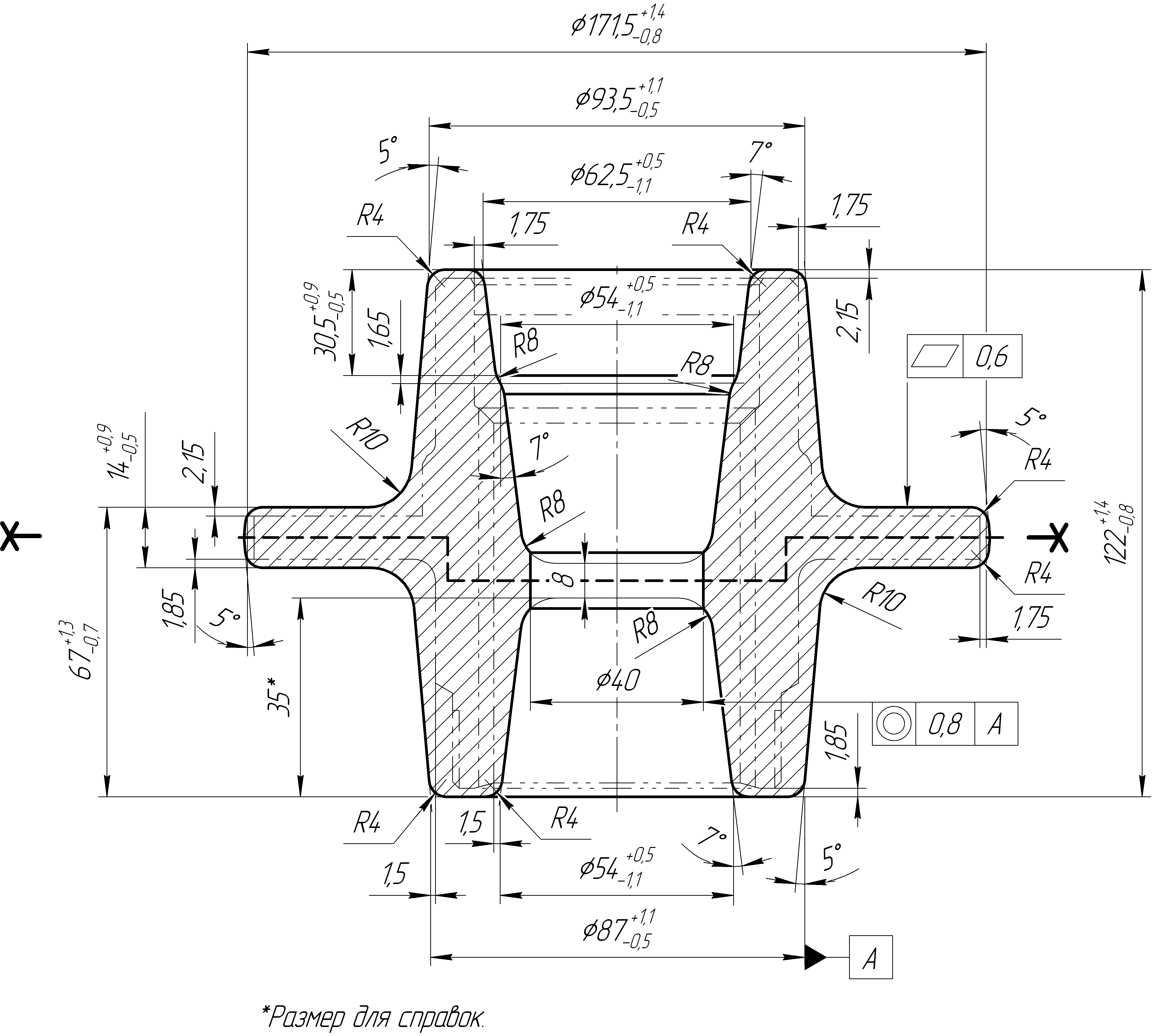
Рисунок – Эскиз заготовки (поковка)
![]() мм3;
мм3;
![]() мм3;
мм3;
![]() мм3;
мм3;
![]() мм3;
мм3;
![]() кг.
кг.
Определяем стоимость спроектированной заготовки:
![]() ,
,
[ 2 ] с. 31
где Сi = 373 руб. – базовая стоимость одной тонны заготовки; [ 2 ] с. 37
Кт, Кс, Кв, Км, Кп – коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объёма производства заготовок.
Кт =1,05 [ 2 ] с. 37
Км = 1 [ 2 ] с. 37
Кв = 0,87 [ 2 ] с. 38, т.2.12
Кс = 1 [ 2 ] с. 38, т.2.12
Кп = 1 [ 2 ] с. 38, т.2.13
Q = 5,59 кг – масса заготовки;
q = 3,13 кг – масса готовой детали;
Sотх. = 25 руб/тонну. [ 2 ] с. 32, т.2.7
![]() руб.
руб.
Определяем коэффициент использования материала:
![]()
Определяем экономический эффект от замены заготовки:
![]() ,
,
[ 2 ] с. 39
![]() руб.
руб.
Т.о. вследствие замены заготовки предприятие получит прибыль в размере 994 рубля в год. Поэтому целесообразней использовать предложенный мною вариант получения заготовки, а именно поковку на КГШП повышенной точности с прошиваемым отверстием.