

3.5 Определение припусков
Исходные данные:
Наименование – фланец скользящий передний.
Заготовка – поковка на КГШП.
Так как в качестве
заготовки используется поковка, то
расчёт припусков производим по самой
точной обрабатываемой поверхности Ø90![]() мм.
мм.
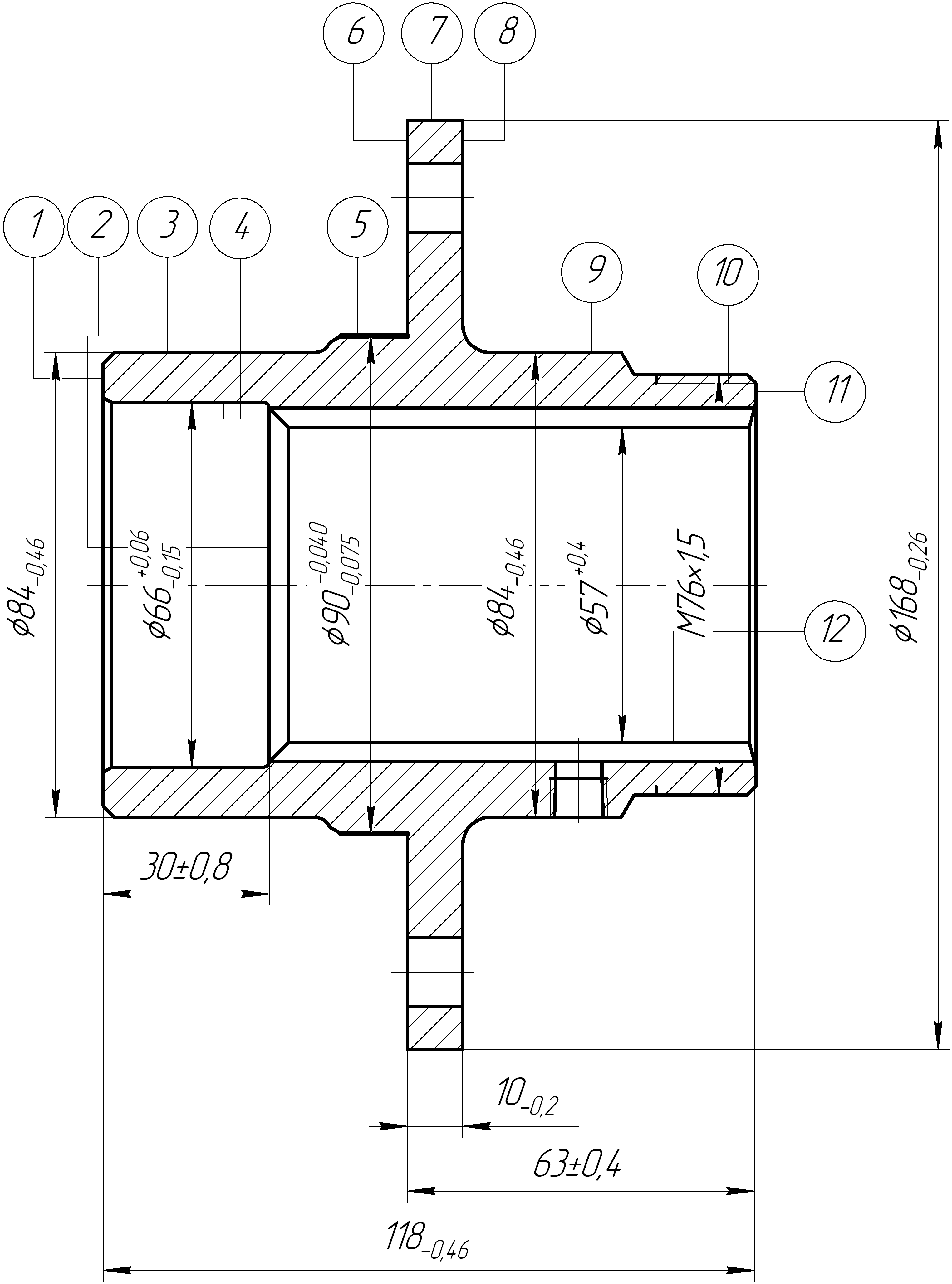
Рисунок – Эскиз детали
Таблица 9 - Расчёт припусков и предельных размеров по технологическим переходам на обработку поверхности
Ø90![]() мм.
мм.
-
Технологические переходы обработки поверхности
Ø90
 мм
ммЭлементы припуска, мм.
Расчётный припуск, 2Zmin
Расчётный размер, dр, мм.
Допуск δ, мм
Предельные размеры, мм
Предельные значения припусков, мм
Rz
Т
ρ
Е
dmin
dmax
nр
2Zmin
nр
2Zmax
1.Заготовка
0,2
0,3
0,943
-
-
93,299
1,6
93,3
94,9
-
-
2.Точение
черновое
0,05
0,05
0,057
0,135
2,705
90,594
0,87
90,6
91,47
2,7
3,43
3.Точение
чистовое
0,03
0,03
0,038
0,124
0,473
90,121
0,22
90,13
90,35
0,47
1,12
4.Точение
тонкое
0,003
0
0,019
0,003
0,196
89,925
0,035
89,925
89,96
0,205
0,39
Маршрут обработки поверхности:
1.Заготовка Ø93,5![]() мм.
мм.
2.Точение черновое Ø91-0,87 мм;
3.Точение чистовое Ø90,6-0,22 мм;
4.Точение тонкое
Ø90![]() мм.
мм.
Определяем допуск:
1.Заготовка
![]() мм - 16 квалитет;
мм - 16 квалитет;
2.Точение черновое
![]() мм - 14 квалитет;
мм - 14 квалитет;
3.Точение чистовое
![]() мм - 11 квалитет;
мм - 11 квалитет;
4.Точение тонкое
![]() мм - 7 квалитет.
мм - 7 квалитет.
Определяем элементы припуска Rz, T, ρ, Ε.
1. Заготовка.
T1 = 250 мкм = 0,25 мм;
Rz1 = 150 мкм = 0,15 мм. [ 2 ] с.63, т.4.3
![]() ,
[ 2 ] с.68, т.4.7
,
[ 2 ] с.68, т.4.7
где из пункта «Расчёт заготовки» принимаем:
ρсм = 0,5 и ρэксц = 0,8.
![]() мм = 943 мкм.
мм = 943 мкм.
Е -
2.Точение черновое.
T2 = 50 мкм = 0,05 мм;
Rz2 = 50 мкм = 0,05 мм. [ 2 ] с.64, т.4.5
![]() ,
[ 2 ] с.73
,
[ 2 ] с.73
где Ку – коэффициент уточнения формы
Ку2 = 0,06. [ 2 ] с.73
![]() мм = 57 мкм.
мм = 57 мкм.
Погрешность установки:
![]()
![]() ,
,
где Еб – погрешность базирования;
Еб – погрешность закрепления.
![]() ,
,
где Ез.о. – погрешность закрепления в осевом направлении;
Ез.р. – погрешность закрепления в радиальном направлении.
Ез.р. = 100 мкм = 0,1 мм; [ 2 ] с.76, т.4.11
Ез.о. = 90 мкм = 0,09 мм; [ 2 ] с.78, т.4.11
![]() мм;
мм;
Еб = 0, т.к. базирование в пневматическом патроне.
Еу2
=
![]() =
0,135 мм.
=
0,135 мм.
3.Точение чистовое.
T3 = 30 мкм = 0,03 мм;
Rz3 = 30 мкм = 0,03 мм. [ 2 ] с.64, т.4.5
![]() ,
[ 2 ] с.73
,
[ 2 ] с.73
где Ку – коэффициент уточнения формы
Ку3 = 0,04. [ 2 ] с.73
![]() мм = 38 мкм.
мм = 38 мкм.
Погрешность установки:
![]()
![]() ,
,
![]() ,
,
Так как оправка концевая и крепится в трёхкулачковом патроне, то:
Ез.р. = 70 мкм = 0,07 мм; [ 2 ] с.76, т.4.11
Ез.о. = 90 мкм = 0,09 мм; [ 2 ] с.78, т.4.11
![]() мм;
мм;
Погрешность базирования:
Еб = Smin + δа/2 + δb/2.
Smin = Dmin отв–dmax опр.
Dотв
=
64,08+0,06
мм;
Dmin
отв
=
64,08 мм;
dопр
=64,08![]() мм;
dmax
опр
=
64,07 мм.
мм;
dmax
опр
=
64,07 мм.
δа = 0,06 мм; δб = 0,019 мм.
Smin = 64,08 – 64,07 = 0,01.
![]() мм.
мм.
![]() мм.
мм.
4.Точение тонкое.
T4 = 0;
Rz4 = 3 мкм = 0,003 мм. [ 2 ] с.64, т.4.5
![]() .
.
Ку4 = 0,02. [ 2 ] с.77
![]() мм = 19 мкм.
мм = 19 мкм.
Погрешность установки:
![]()
![]() ,
,
![]() мм.
мм.
Определяем минимальные расчётные припуски:
![]()
![]() мм;
мм;
![]() мм;
мм;
![]() мм
мм
Определяем расчётные размеры:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем минимальные размеры:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем максимальные размеры:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем предельные минимальные припуски:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем предельные максимальные припуски:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем общие минимальные и максимальные припуски:
![]()
![]() мм.
мм.
![]()
![]() мм.
мм.
Определяем номинальный припуск и диаметр заготовки:
![]()
![]()
где Нзаг. – нижнее отклонение заготовки;
Ндет. – нижнее отклонение детали.
![]() мм;
мм;
![]() мм.
мм.
Выполняем проверку произведенных расчетов:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Таблица 10 - Припуски и допуски на обрабатываемые поверхности детали.
|
Поверхности |
Размер, мм. |
Припуск, мм. |
Допуск, мм. | |
|
Табличный |
Аналитический | |||
|
1,11
2
3,9
4
5
6
7
8
10
12
|
118-0,46
30±0,8
Ø84-0,46
Ø66
Ø90
64±0,4
Ø168-0,26
10-0,2
М76×1,5
Ø57+0,4 |
2×2
2×0,25
2×1,5
2×1,75
2×1,75
2×1,5
2×1,75
2×2
2×5,5
2×1,5
|
-
-
-
3,8
-
-
-
-
-
-
|
2,2
1,4
1,6
1,6
1,6
2,0
2,2
1,4
1,6
1,6 |

Рисунок –
Графическое расположение припусков и
допусков, назначенных на поверхность
Ø90![]() мм.
мм.