

3.3 Разработка маршрута механической обработки детали
Таблица 5 - Существующий технологический маршрут обработки детали № 540А-2208058 – Фланец скользящий передний.
-
№ и наименование операции, модель оборудования
Эскиз операционный
Содержание операции
1
2
3
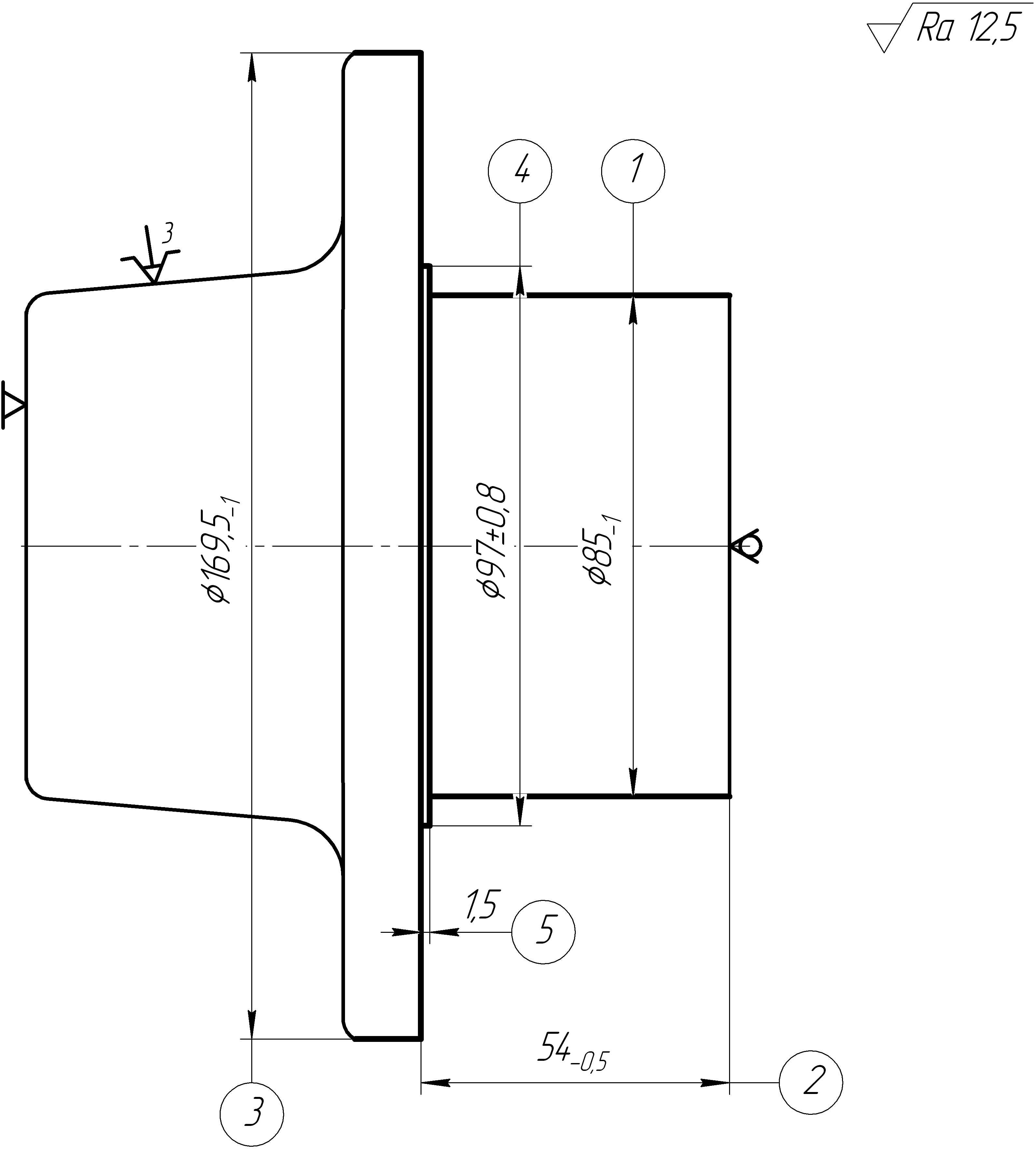
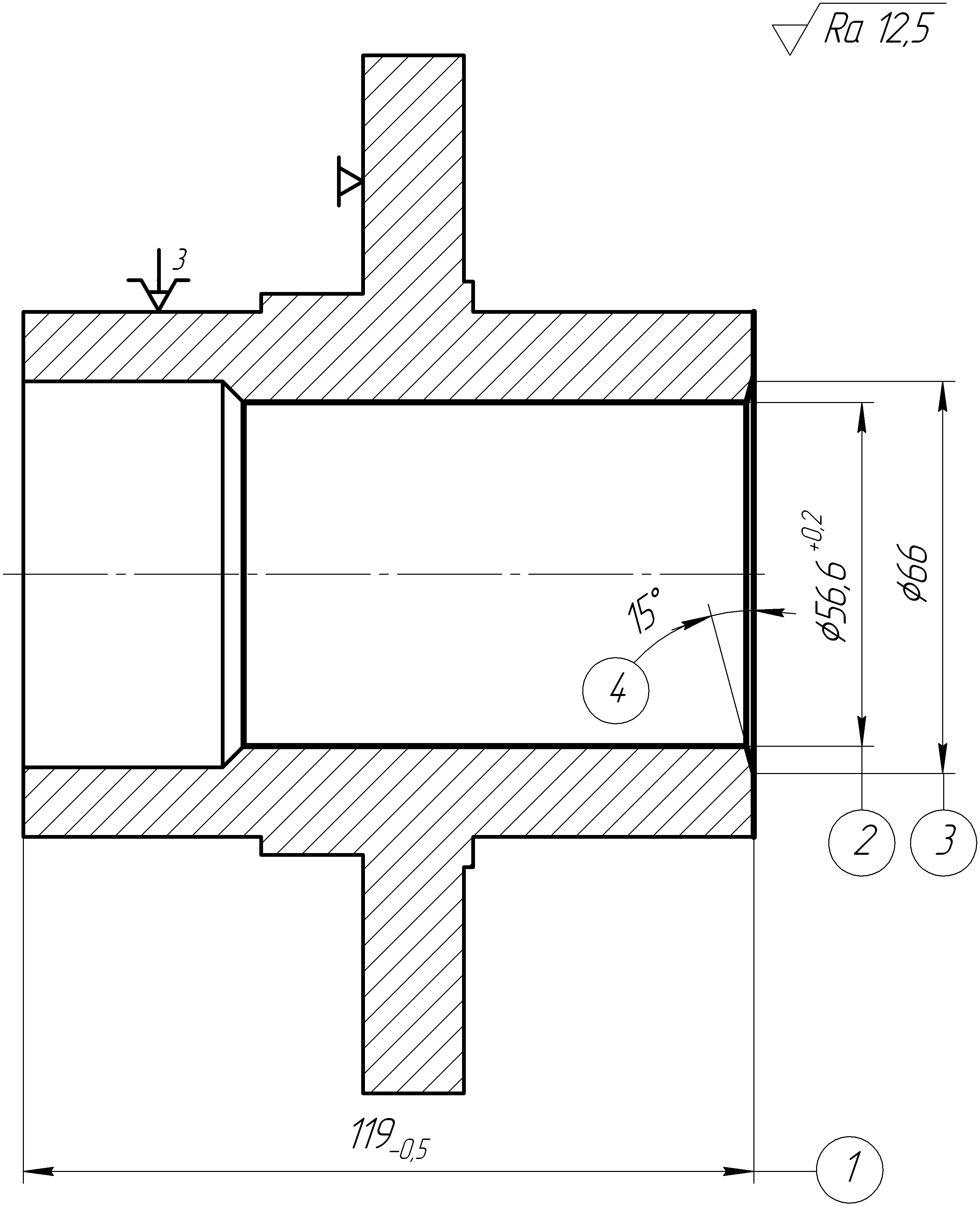
005
Токарная полуавтоматная,
1А730
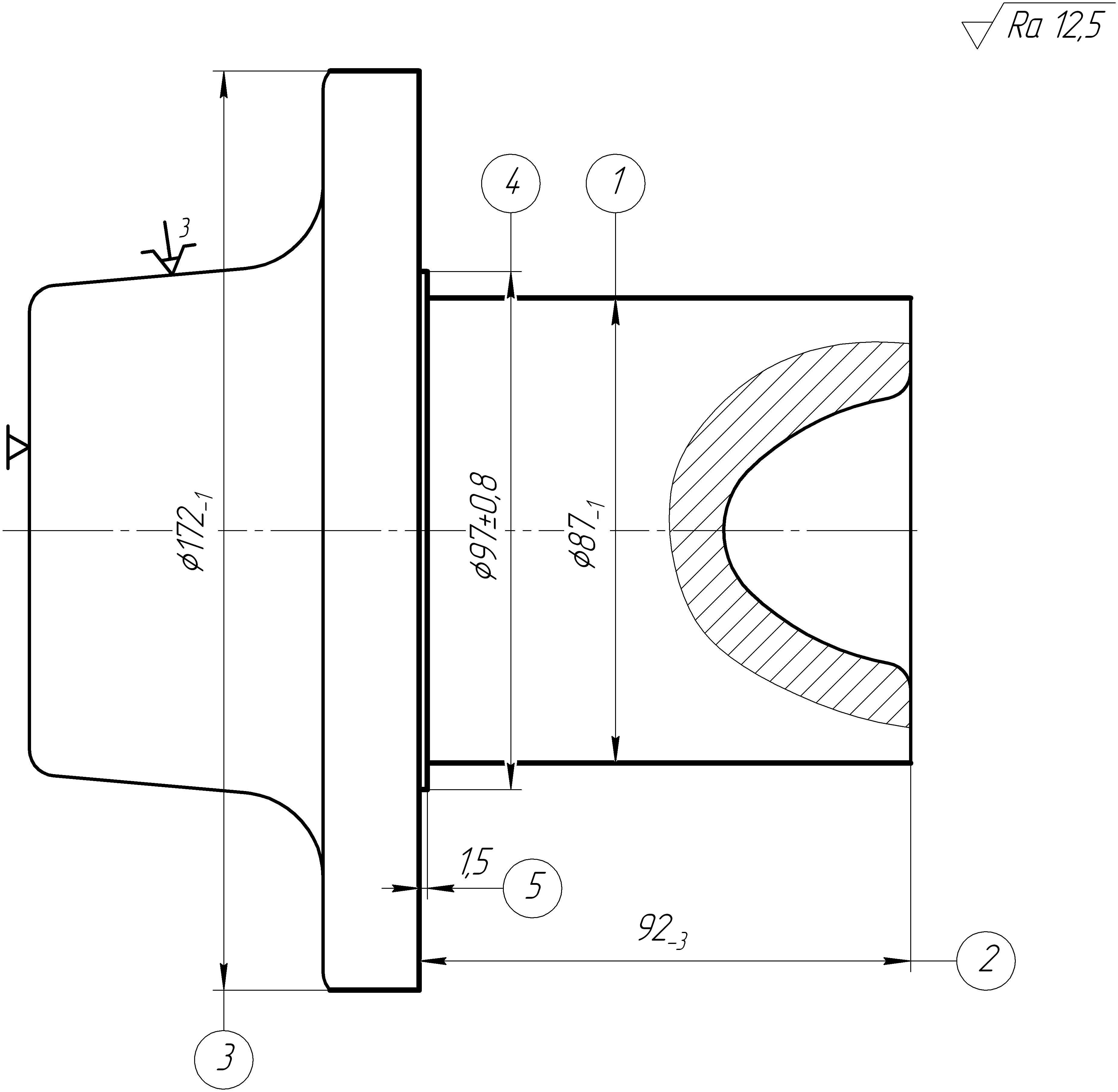
А.Установить и закрепить заготовку.
1.Точить поверхности, выдерживая размеры 1,2,3;
2.Подрезать торец, выдерживая размеры 4,5;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
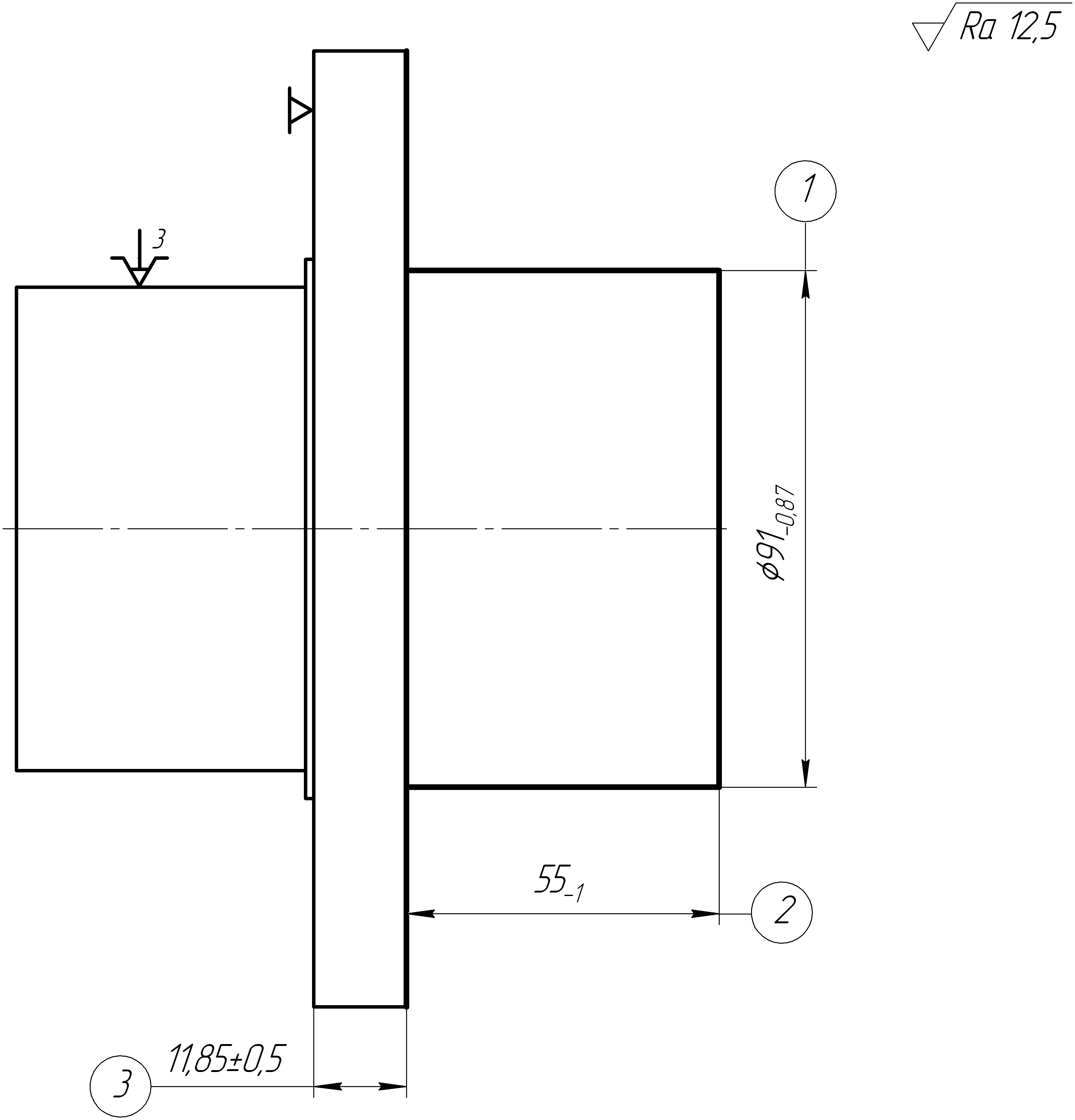
010
Токарная полуавтоматная,
1А730
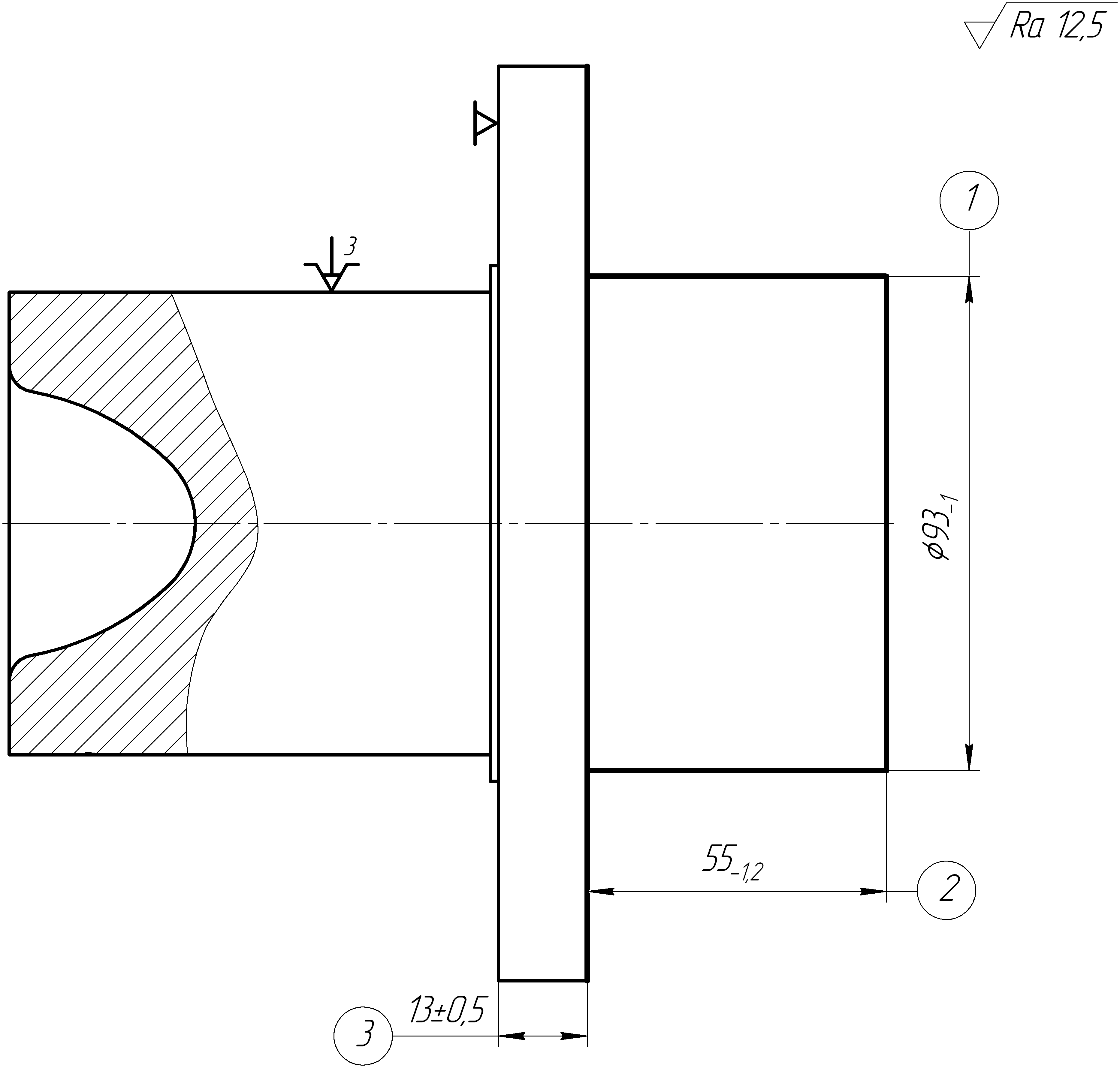
А.Установить и закрепить заготовку.
1.Точить поверхность, выдерживая размеры 1 и 54-1,2 мм;
2.Подрезать торцы, выдерживая размеры 2,3;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
015
Токарно-винторезная,
16К20
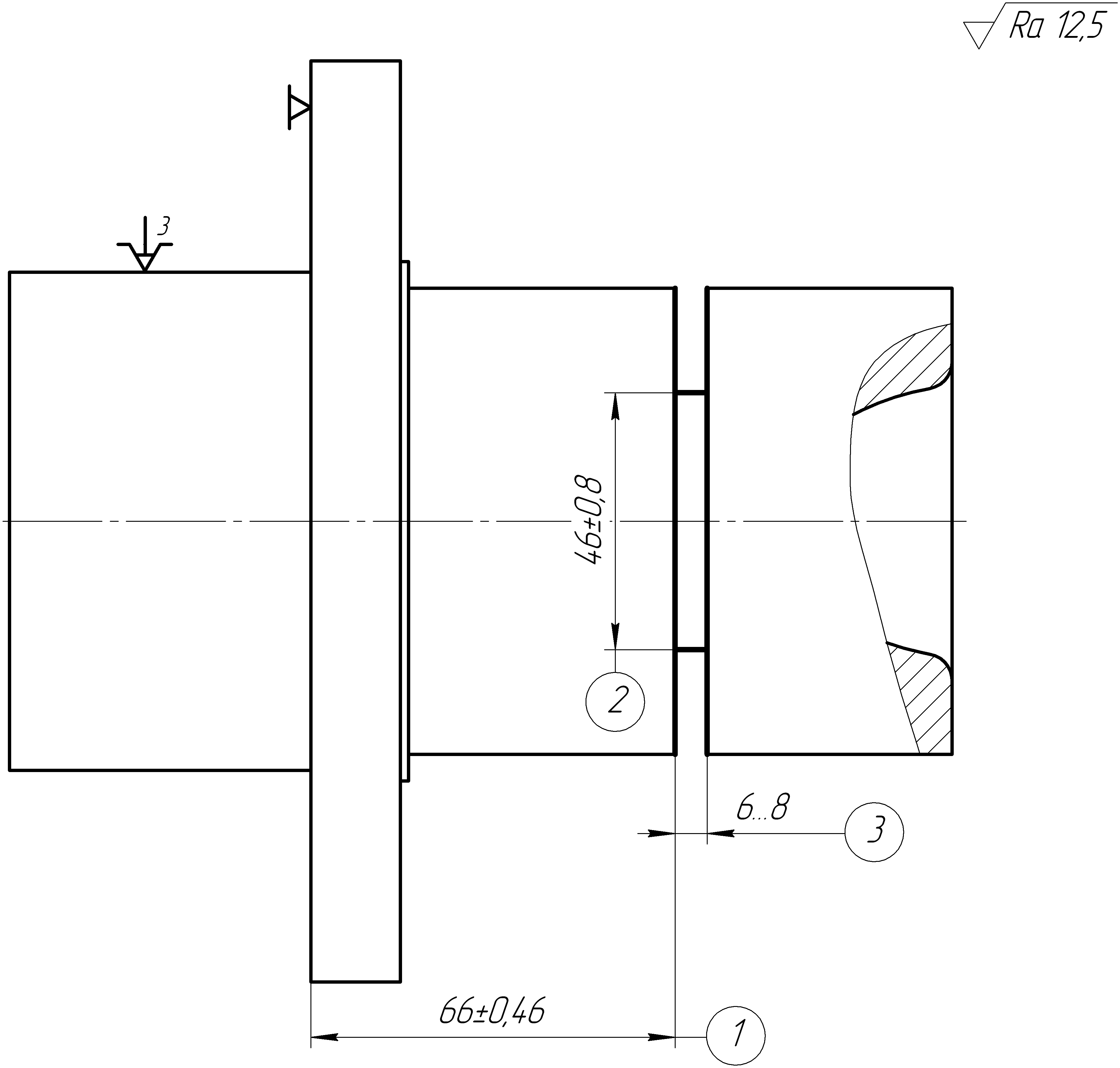
А.Установить и закрепить заготовку.
1.Точить канавку, выдерживая размеры 1,2,3;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
020
Вертикально-сверлильная, 2170
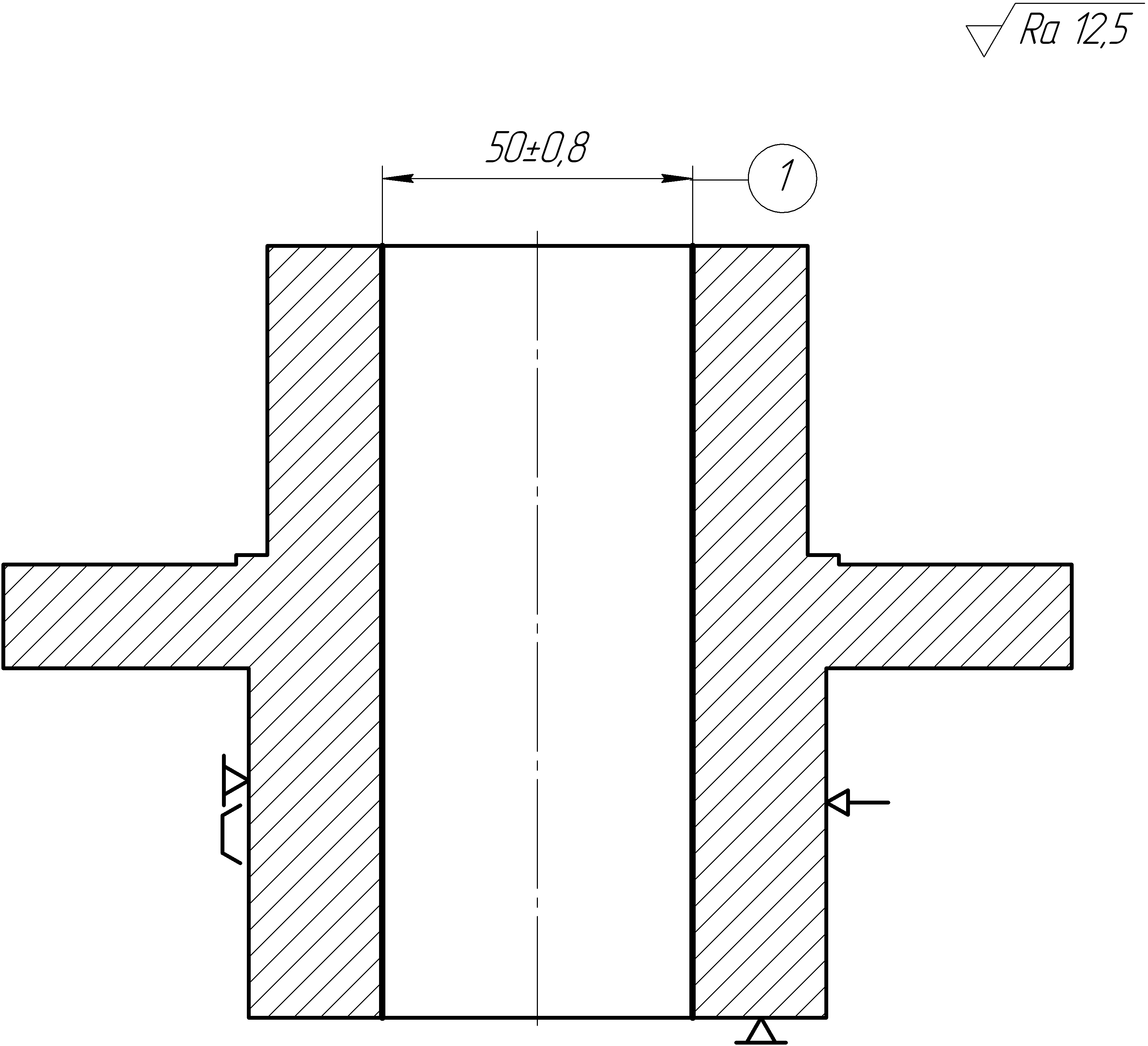
А.Установить и закрепить заготовку.
1.Сверлить отверстие, выдерживая размер 25 мм;
2.Рассверлить отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
025
Токарная полуавтоматная,
1А730
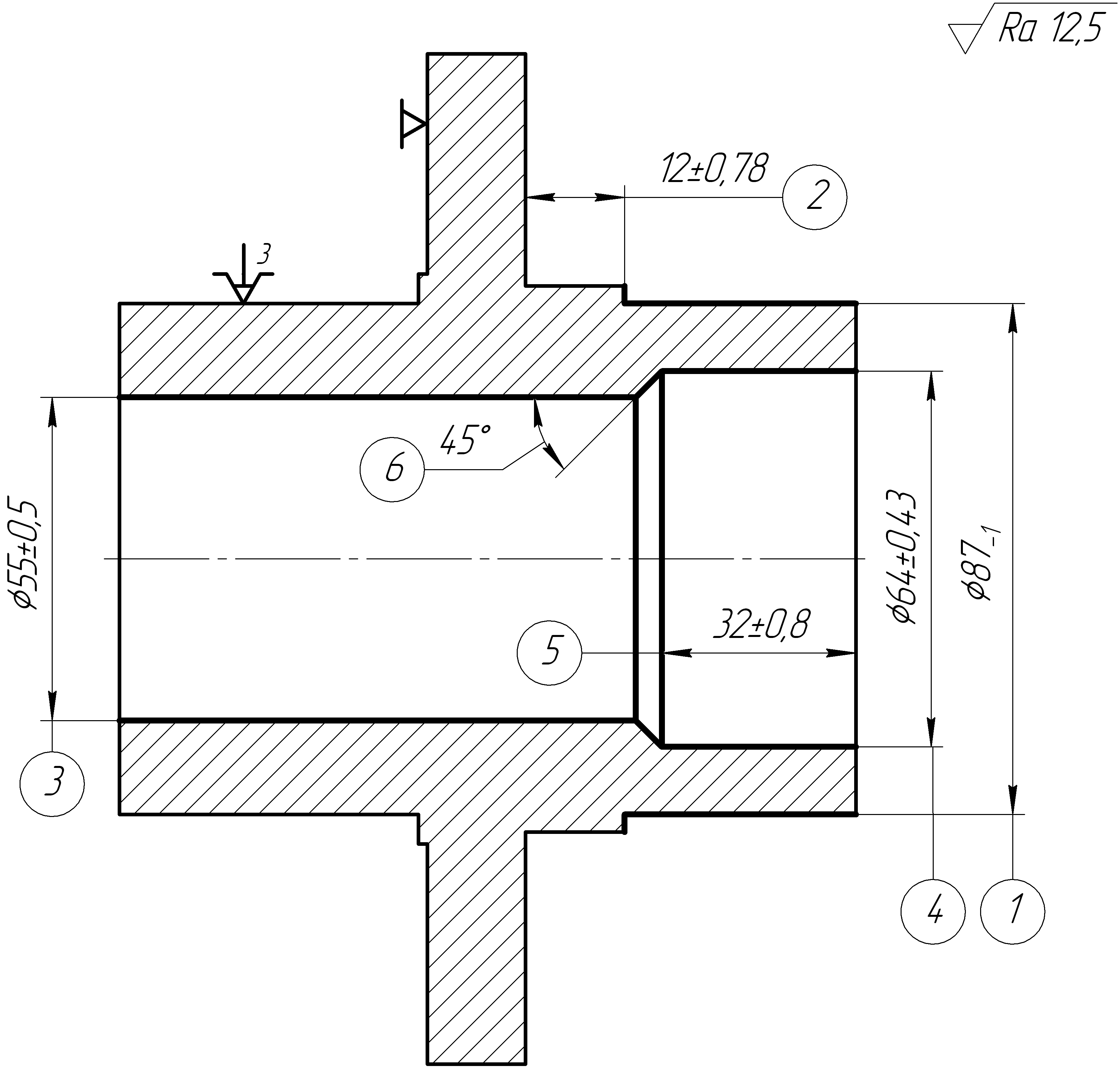
А.Установить и закрепить заготовку.
1.Точить поверхность с одновременной расточкой поверхностей, выдерживая размеры 1,2,3,4,5,6;
Б.Открепить и снять деталь.
030
термическая
Продолжение таблицы 5.
-
1
2
3
035
Токарно-винторезная,
16К20
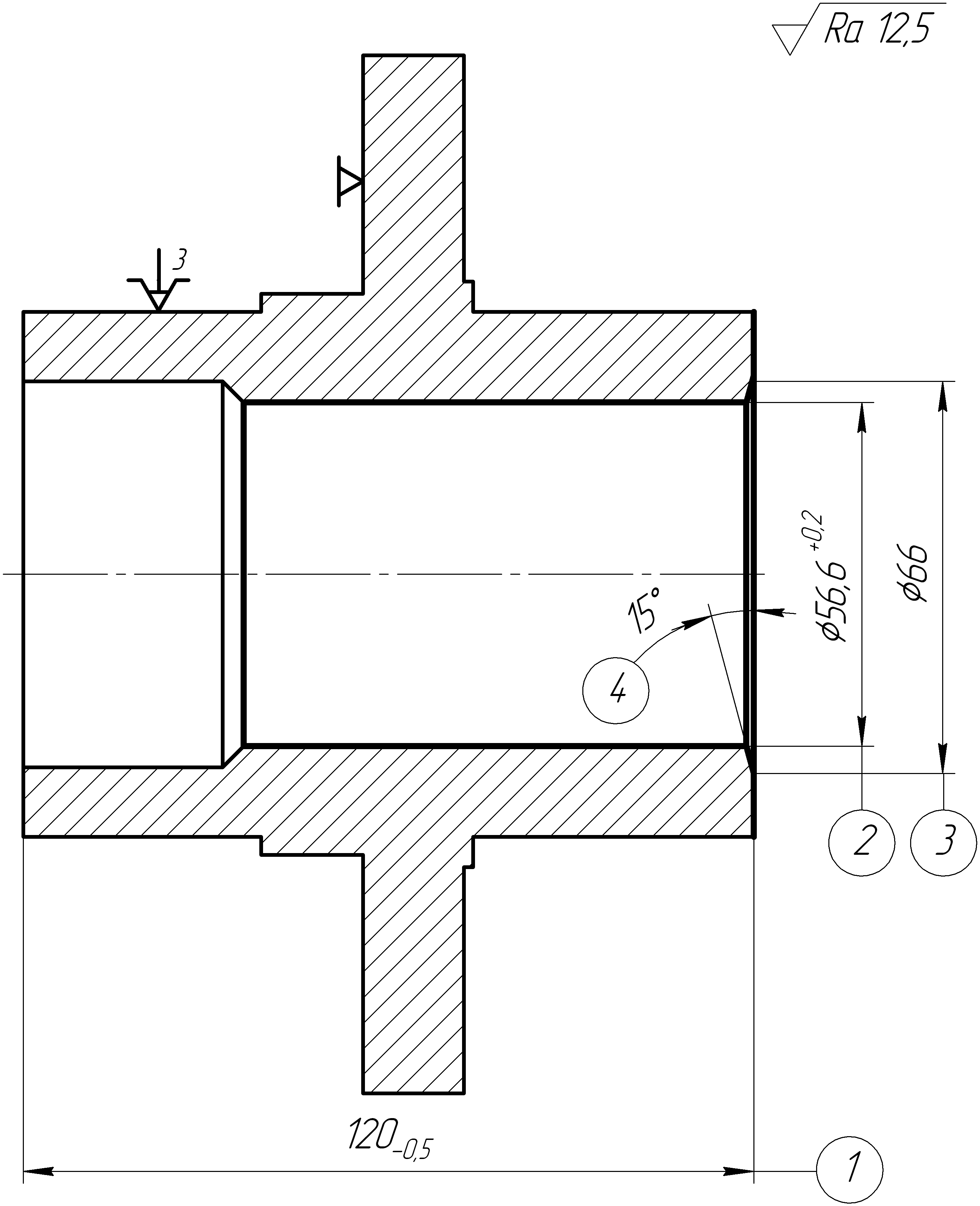
А.Установить и закрепить заготовку.
1.Подрезать торец, выдерживая размер 1;
2.Расточить отверстие, выдерживая размер 2;
3.Расточить фаску, выдерживая размеры 3,4;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
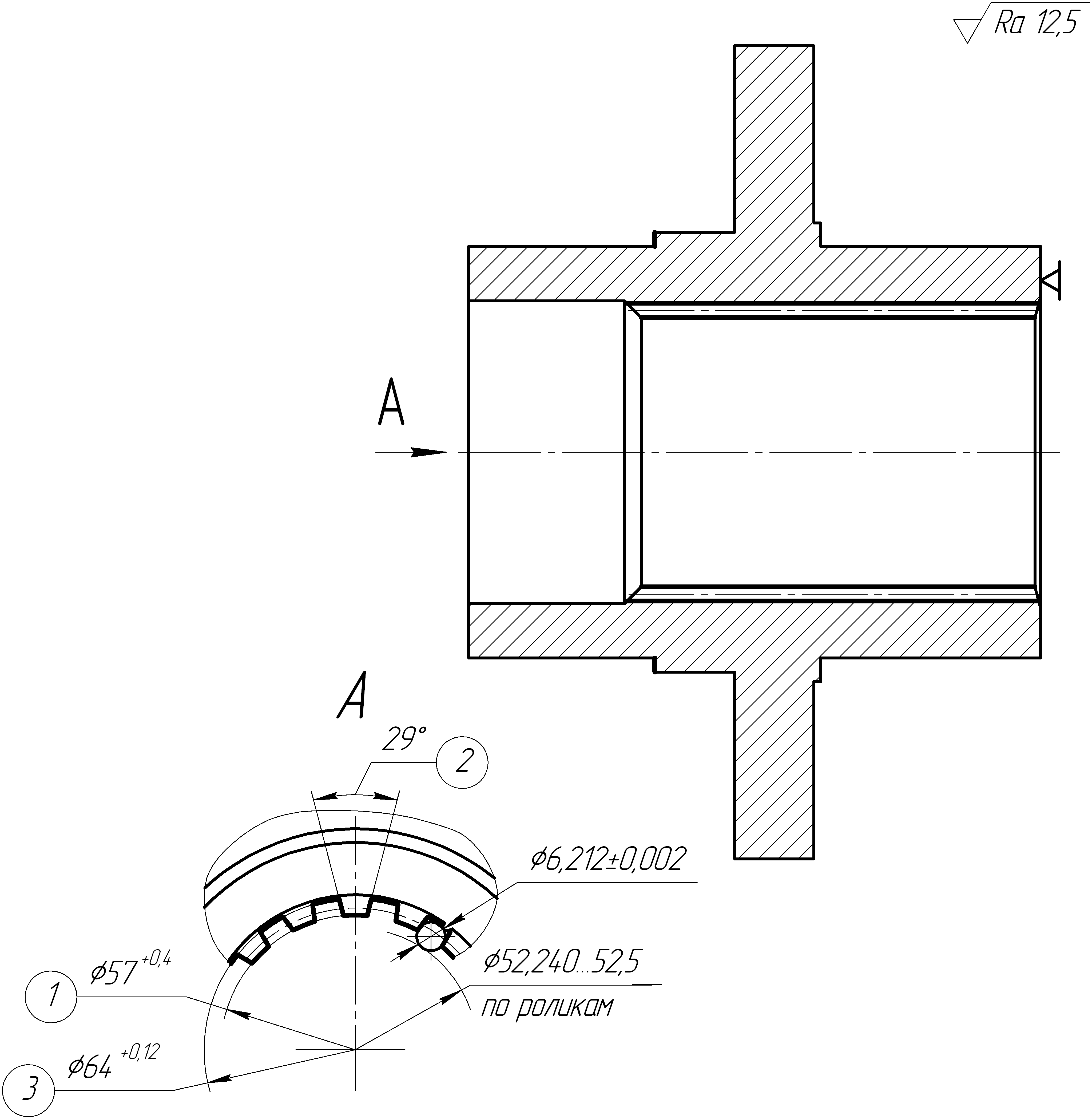
040
Горизонтально-протяжная,
Т7540
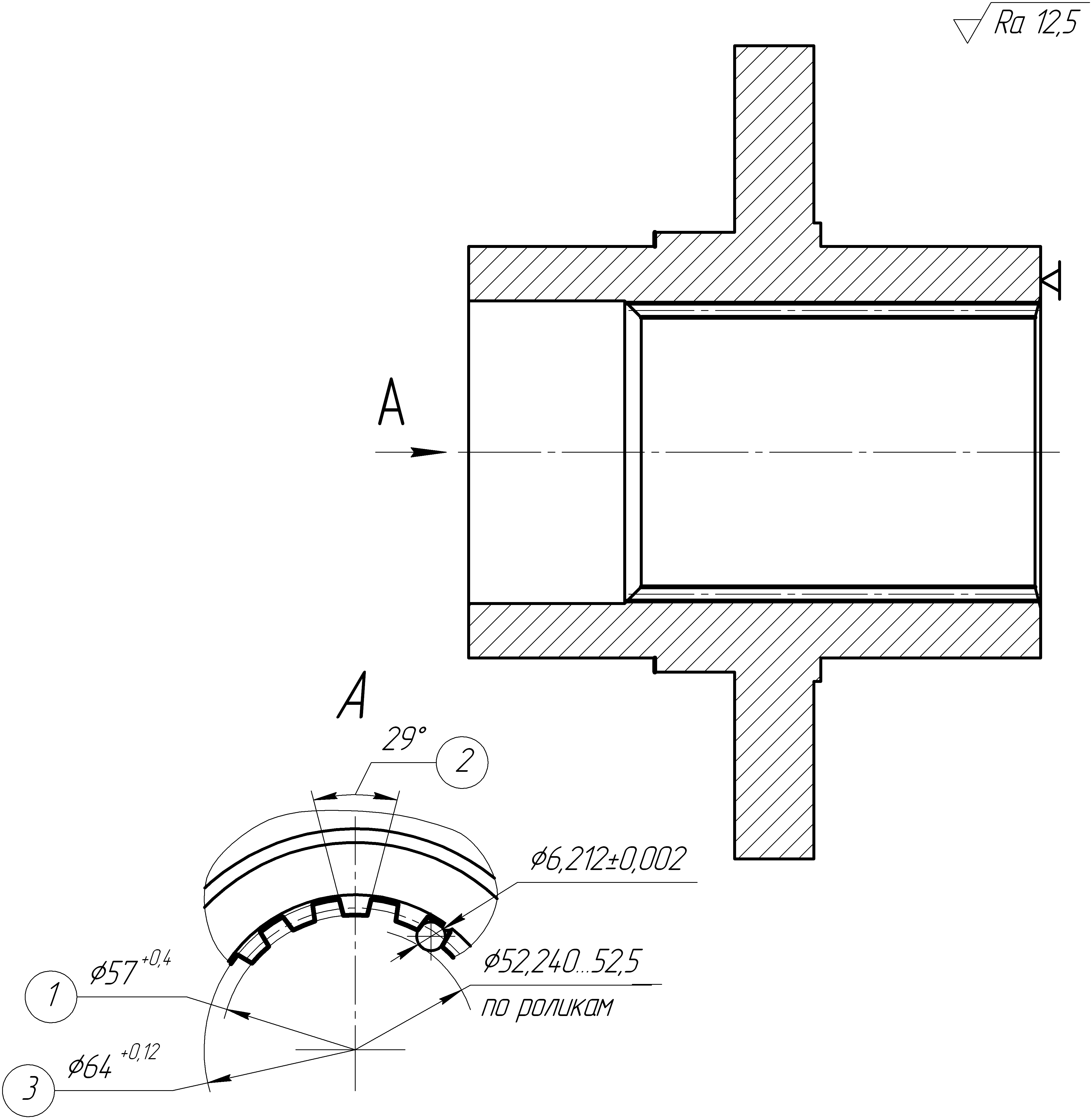
А.Установить и закрепить заготовку.
1.Протянуть 16 шлицев, выдерживая размеры 1,2,3;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
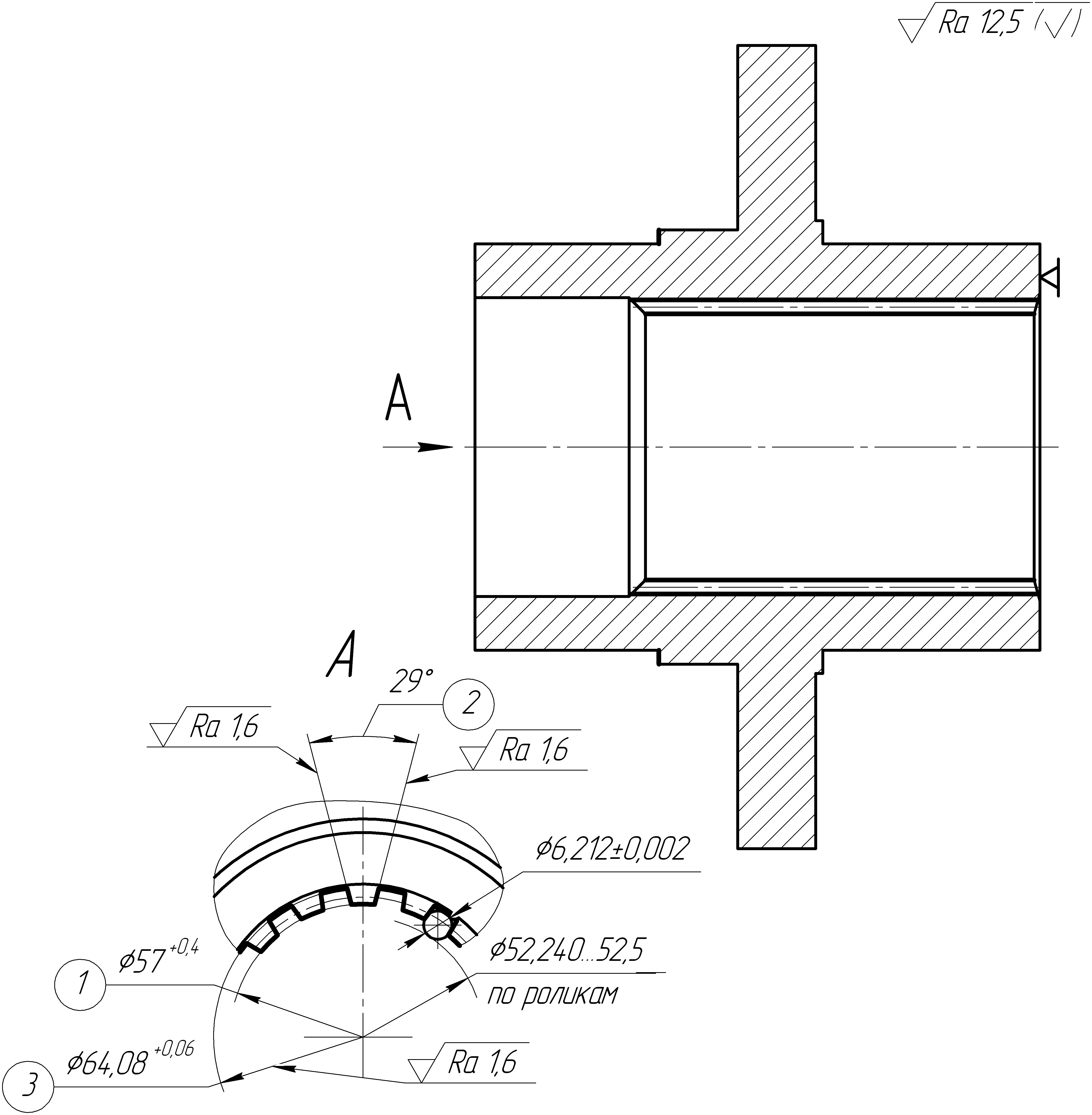
045
Горизонтально-протяжная,
Т7540
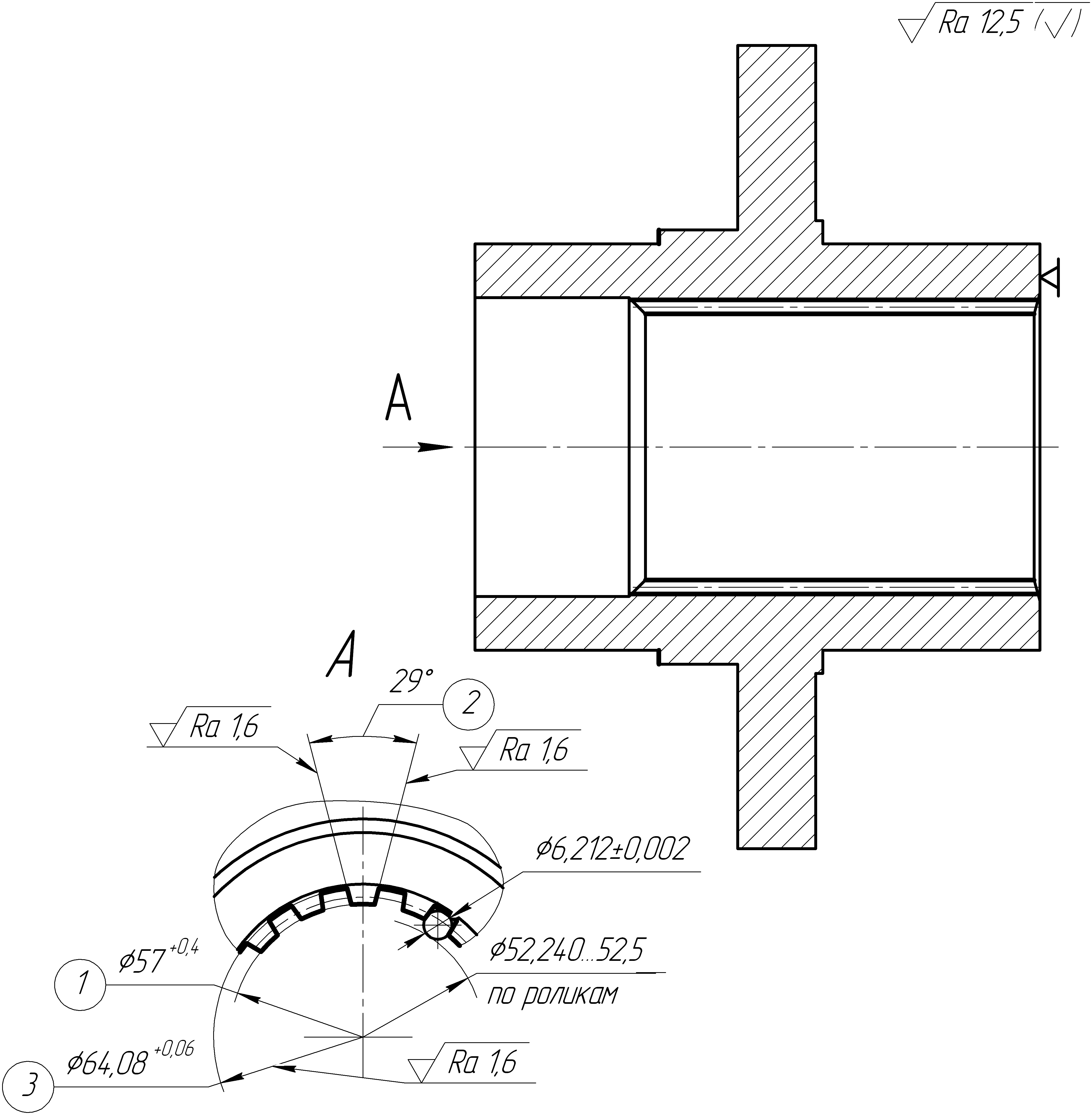
А.Установить и закрепить заготовку.
1.Калибровать 16 шлицев, выдерживая размеры 1,2,3;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
050
Контрольная
055
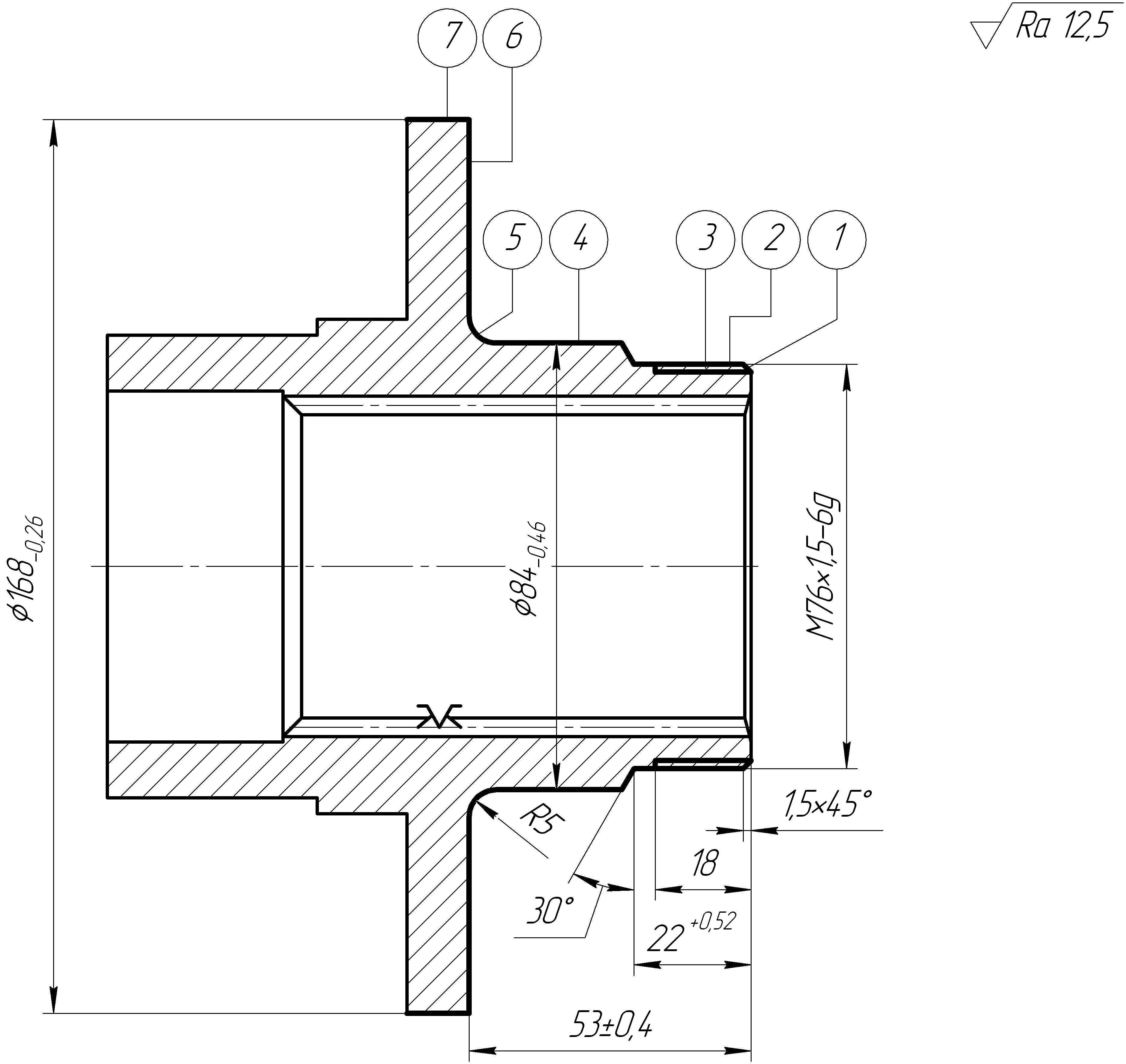
Токарно-винторезная,
16К20
А.Установить и закрепить заготовку.
1.Точить поверхность, выдерживая размеры 1 и 51 мм;
2.Подрезать торец, выдерживая размеры 2,3;
3.Точить поверхность, выдерживая размер 4;
4.Точить поверхность, выдерживая размеры 5,6 и Ø75,87 мм;
5.Точить фаску, выдерживая размер 7;
6.Нарезать резьбу, выдерживая размеры 8,9;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
060
Токарно-винторезная,
16К20
А.Установить и закрепить заготовку.
1.Подрезать торец, выдерживая размер 1;
2.Подрезать торец, выдерживая размер 2;
3.Точить поверхность, выдерживая размеры 3,5;
4.Подрезать торец, выдерживая размер 4;
5.Точить поверхность, выдерживая размеры 1,6,7;
6.Точить фаску, выдерживая размер 8;
7.Точить фаску, выдерживая размер 9;
8.Расточить отверстие, выдерживая размеры 10,11;
9.Расточить фаску, выдерживая размер 12
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
065
Вертикально-сверлильная,
2А135
А.Установить и закрепить заготовку.
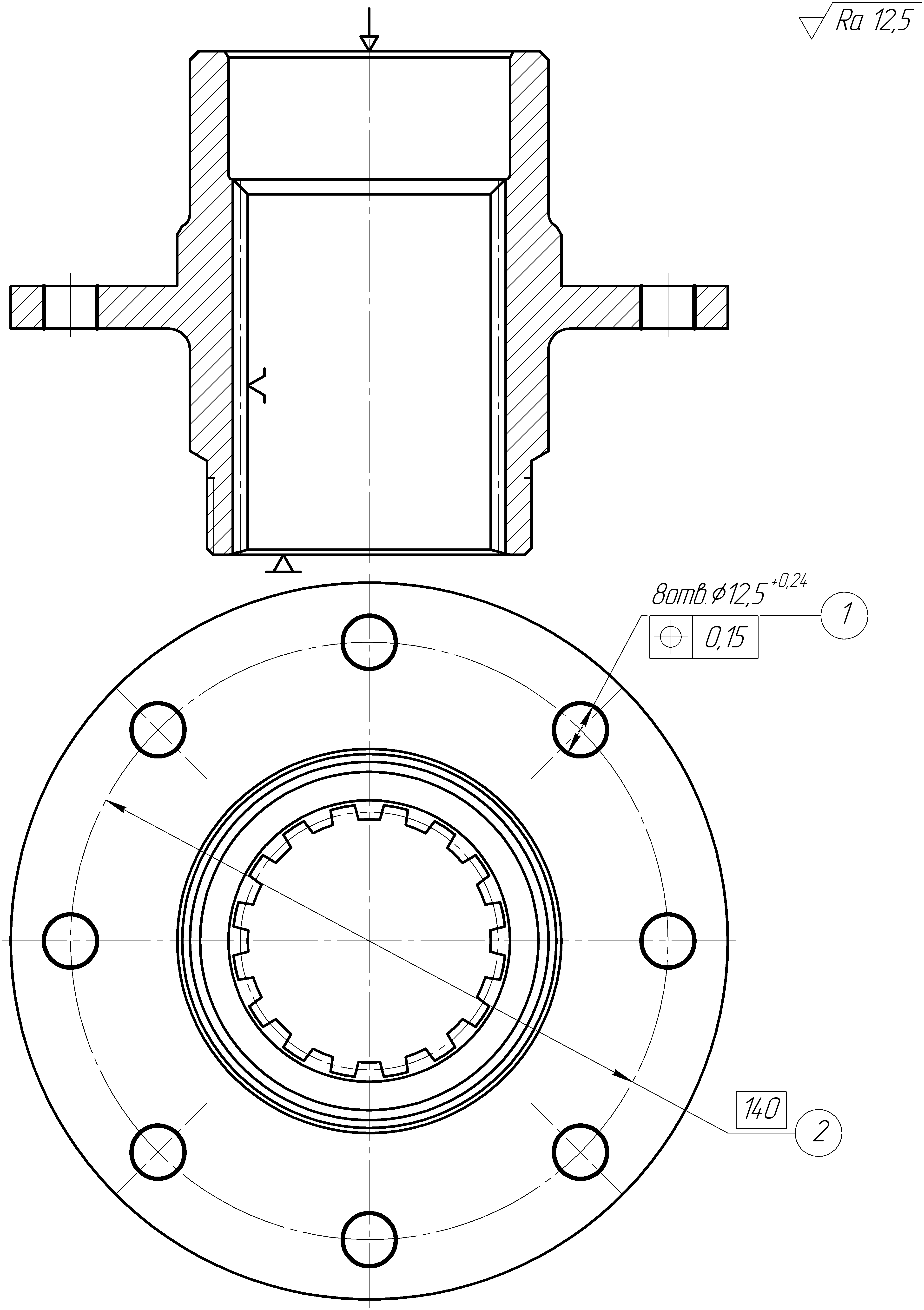
1.Сверлить одновременно 8-мь отверстий, выдерживая размеры 1,2;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
070
Радиально-сверлильная,
2А55
А.Установить и закрепить заготовку.
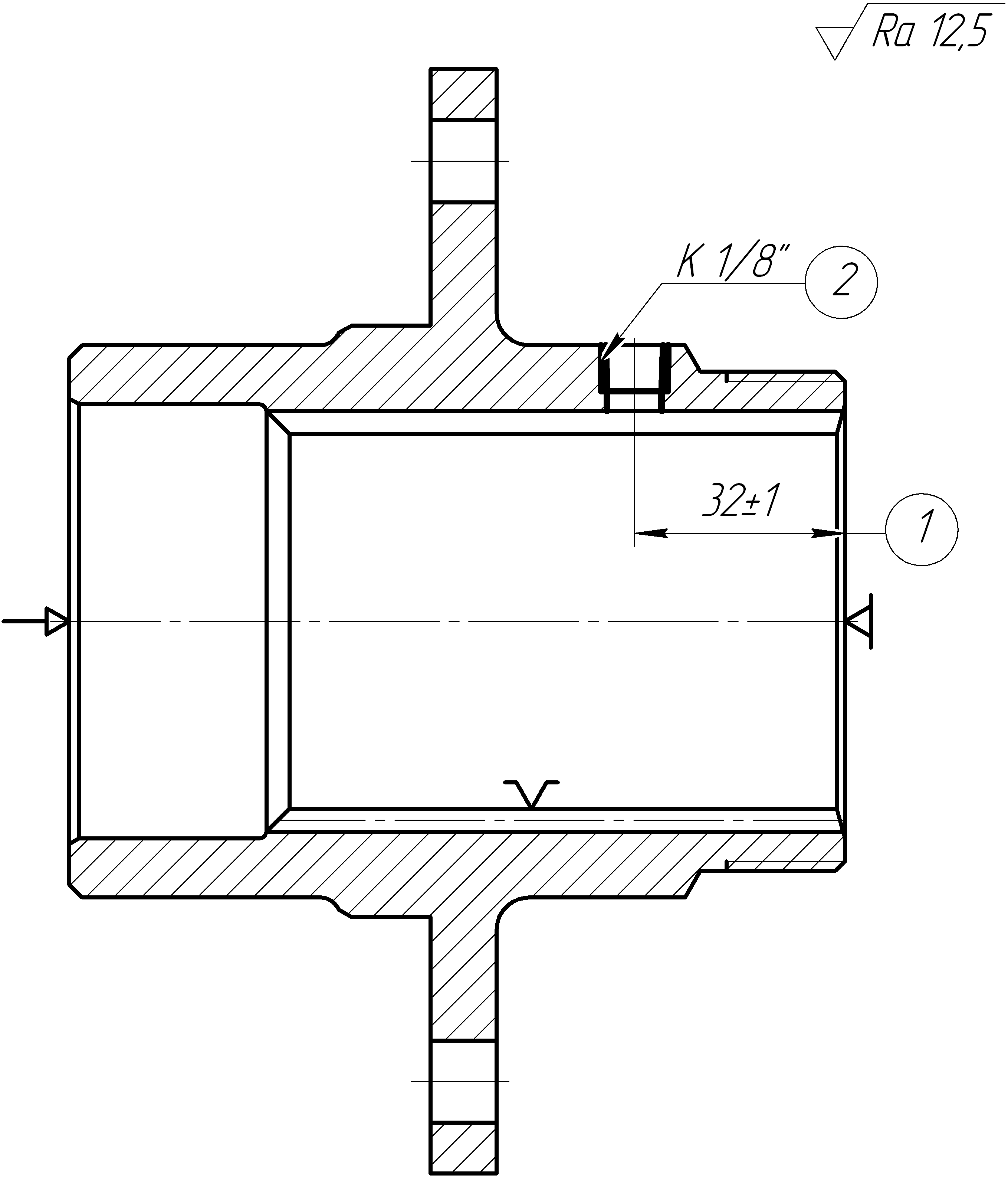
1.Сверлить отверстие, выдерживая размеры 1 и Ø8,1+0,2 мм;
2.Зенковать фаску, выдерживая размер 0,5×1200;
3.Разверунуть отверстие под коническую резьбу, выдерживая размер Ø8,57+0,1 мм;
4.Нарезать резьбу в отверстии, выдерживая размер 2;
Б.Открепить и снять деталь.
075
Контрольная
080
Термическая
Принятую в данном варианте технологического процесса общую последовательность обработки следует считать логически целесообразной, так как при этом соблюдаются принципы постепенности формирования свойств обрабатываемой детали.
В технологическом процессе применяются как стандартные, так и специальные режущие инструменты, а также твёрдосплавные режущие материалы и абразивные круги. Режимы резания достаточно высокие. Обработка ведётся с применением СОЖ, что позволяет вести её с высокими скоростями резания и сохранением оптимальных периодов стойкости инструмента.
В технологическом процессе применены как универсальные измерительные инструменты (стандартные и специальные), так и быстродействующие.
При лезвийной обработке целесообразно применять подачу СОЖ под давлением. Давление жидкости способствует удалению частиц стружки и металла из зоны обработки.
Все режимы резания установлены в результате расчётно-аналитического метода. Полученные режимы резания полностью соответствуют прогрессивным, а недостатка в специальных приспособлениях не существует. Всё это даёт необходимую чистоту и качество обработки.
Организацию труда рабочих поставлена на высокий уровень благодаря вспомогательному процессу, т.е. рабочие обеспечены мерительным, режущим инструментом, вспомогательной технологической оснасткой. Также разряды рабочих задействованных в технологическом процессе установлены нормами.
С учётом рассчитанного типа производства, а также с учётом изменения заготовки вносим в заводской маршрут обработки следующие изменения:
1.Операцию 015 «Токарно-винторезную», выполняемую на станке модели 16К20 исключить из технологического маршрута обработки детали;
2.Операции 055 и 060 «Токарно – винторезные», выполняемые на станке модели 16К20, заменить на операции 050 и 055 «Токарные с ЧПУ», выполняемые на станке модели 16К20Ф3.
Данные мероприятия позволят уменьшить трудоёмкость изготовления детали за счёт увеличения режимов резания, снижения вспомогательного времени. Уменьшится количество рабочих, т.к. появится возможность многостаночного облуживания. Снизятся затраты на электроэнергию, затраты на заработную плату. Улучшится качество изготавливаемой продукции, культура производства.
Таблица 6 - Предлагаемый технологический маршрут обработки детали № 540А-2208058 – Фланец скользящий передний.
-
№ и наименование операции, модель оборудования
Эскиз операционный
Содержание операции
1
2
3
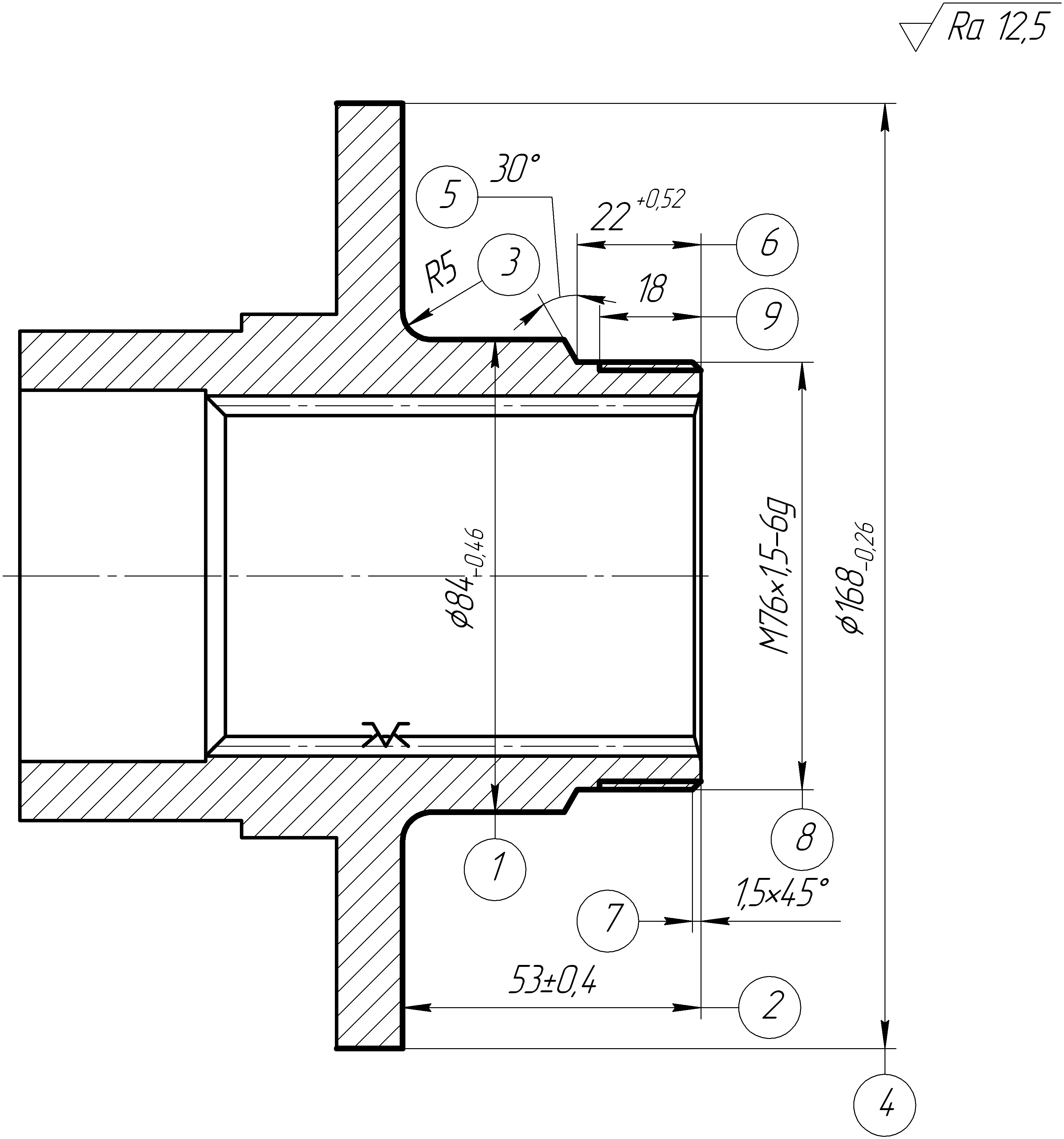
005
Токарная полуавтоматная,
1А730
А.Установить и закрепить заготовку.
1.Точить поверхности, выдерживая размеры 1,3 и 53 мм;
2.Подрезать торец, выдерживая размеры 2,4,5;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
010
Токарная полуавтоматная,
1А730
А.Установить и закрепить заготовку.
1.Точить поверхность, выдерживая размеры 1 и 54-1,2 мм;
2.Подрезать торцы, выдерживая размеры 2,3;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
015
Вертикально-сверлильная, 2170
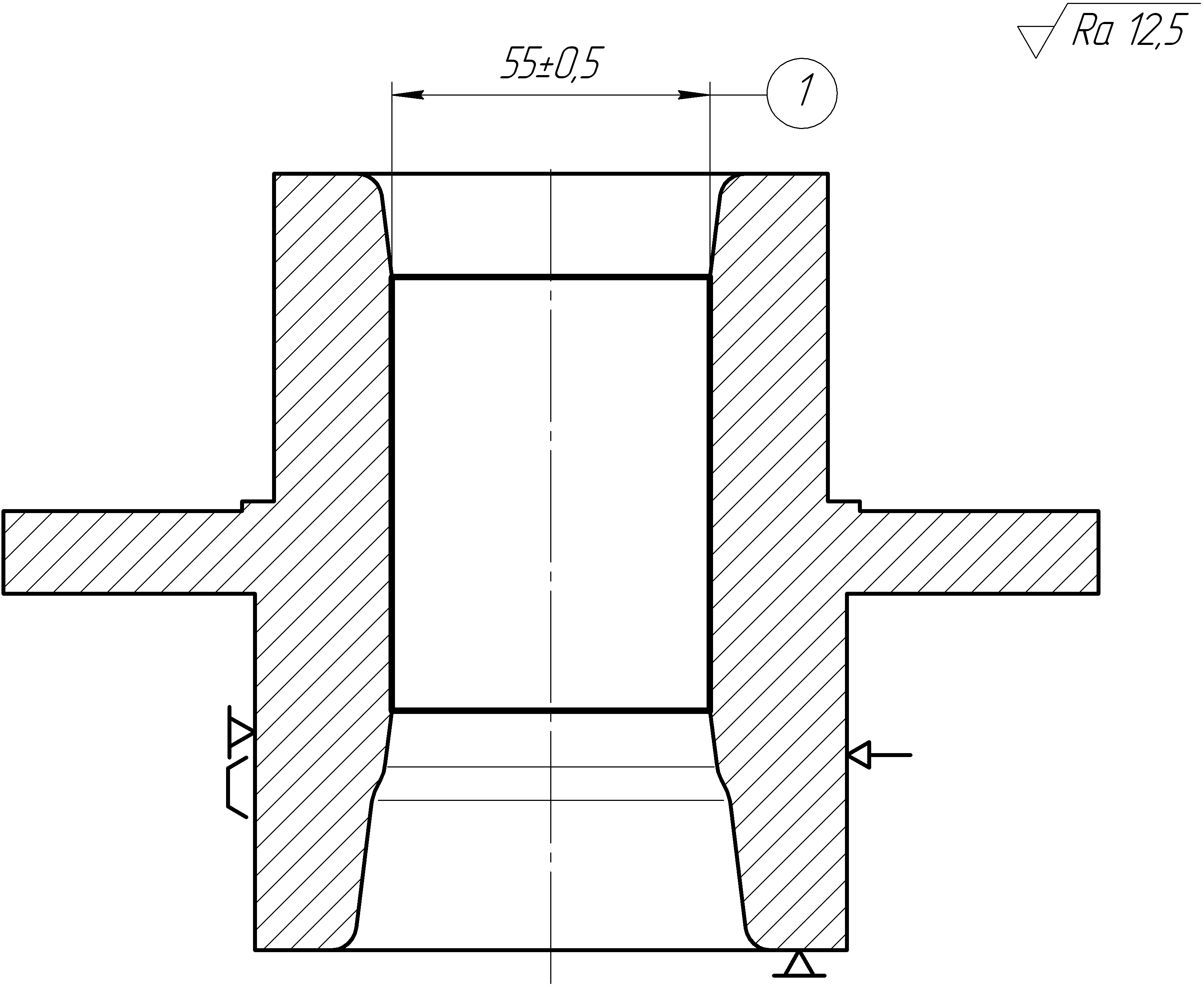
А.Установить и закрепить заготовку.
1.Зенкеровать отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
020
Токарная полуавтоматная,
1А730
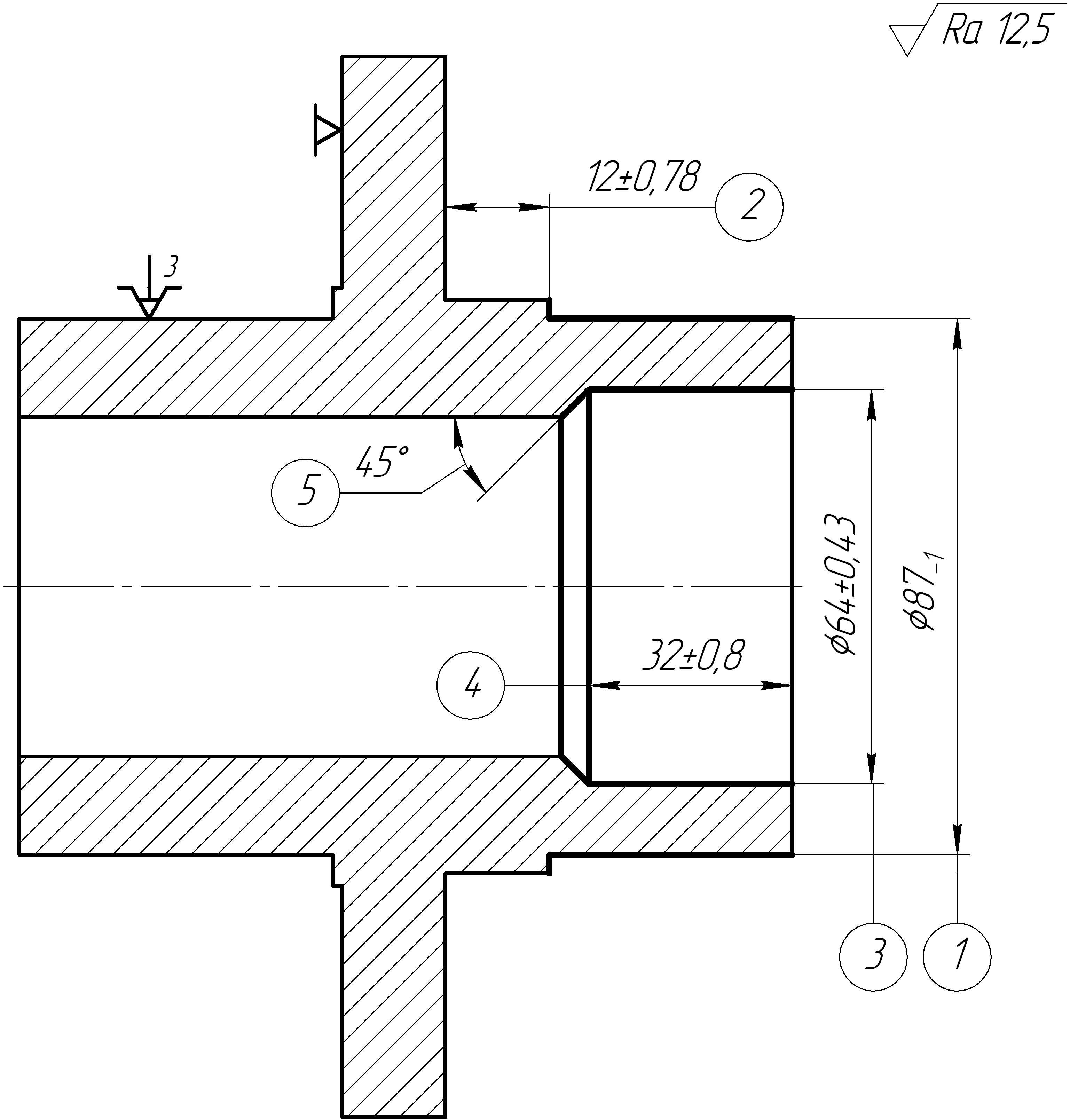
А.Установить и закрепить заготовку.
1.Точить поверхность с одновременной расточкой поверхностей, выдерживая размеры 1,2,3,4,5;
Б.Открепить и снять деталь.
025
Термическая
Продолжение таблицы 6.
-
1
2
3
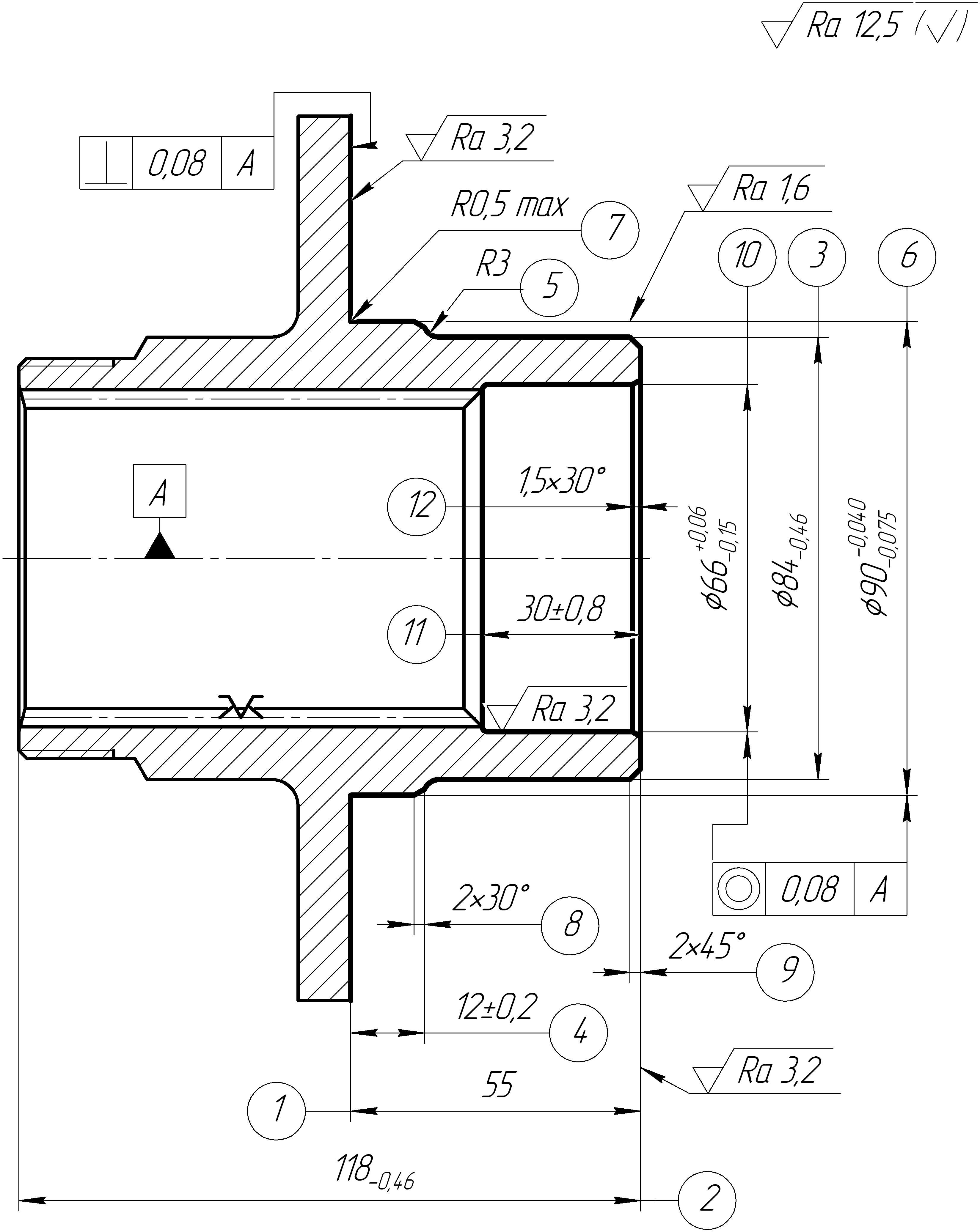
030
Токарно-винторезная,
16К20
А.Установить и закрепить заготовку.
1.Подрезать торец, выдерживая размер 1;
2.Расточить отверстие, выдерживая размер 2;
3.Расточить фаску, выдерживая размеры 3,4;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
035
Горизонтально-протяжная,
Т7540
А.Установить и закрепить заготовку.
1.Протянуть 16 шлицев, выдерживая размеры 1,2,3;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
040
Горизонтально-протяжная,
Т7540
А.Установить и закрепить заготовку.
1.Калибровать 16 шлицев, выдерживая размеры 1,2,3;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
045
Контрольная
050
Токарная с ЧПУ,
16К20Ф3
А.Установить и закрепить заготовку.
1.Точить поверхности 1,2,4,5,6,7;
2.Нарезать резьбу 3;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
055
Токарная с ЧПУ,
16К20Ф3

А.Установить и закрепить заготовку.
1.Точить поверхности 7,6,5,4,3,2,1;
2.Точить поверхность 2;
3.Расточить поверхности 8,9,10;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
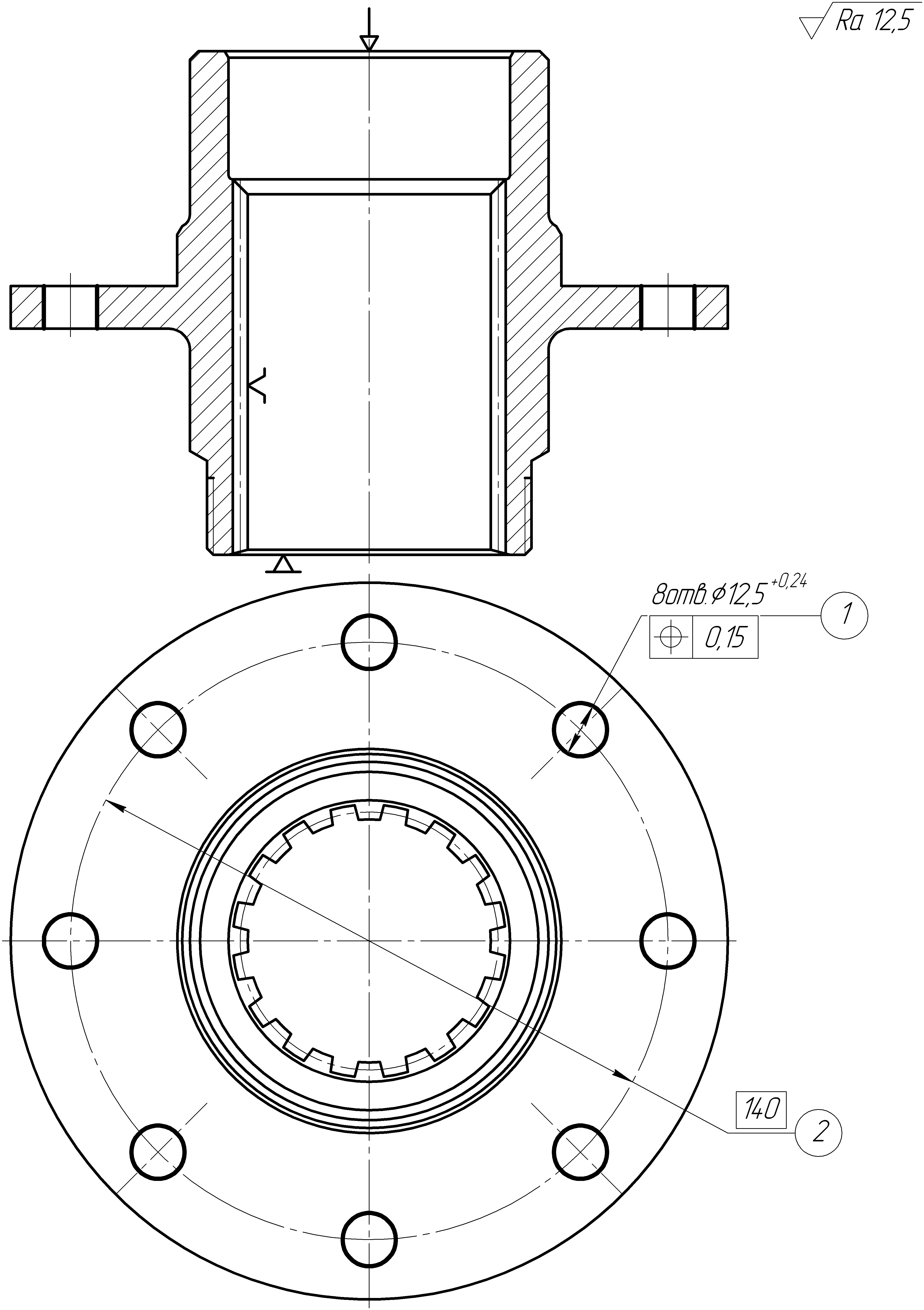
060
Вертикально-сверлильная,
2А135
А.Установить и закрепить заготовку.
1.Сверлить одновременно 8-мь отверстий, выдерживая размеры 1,2;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
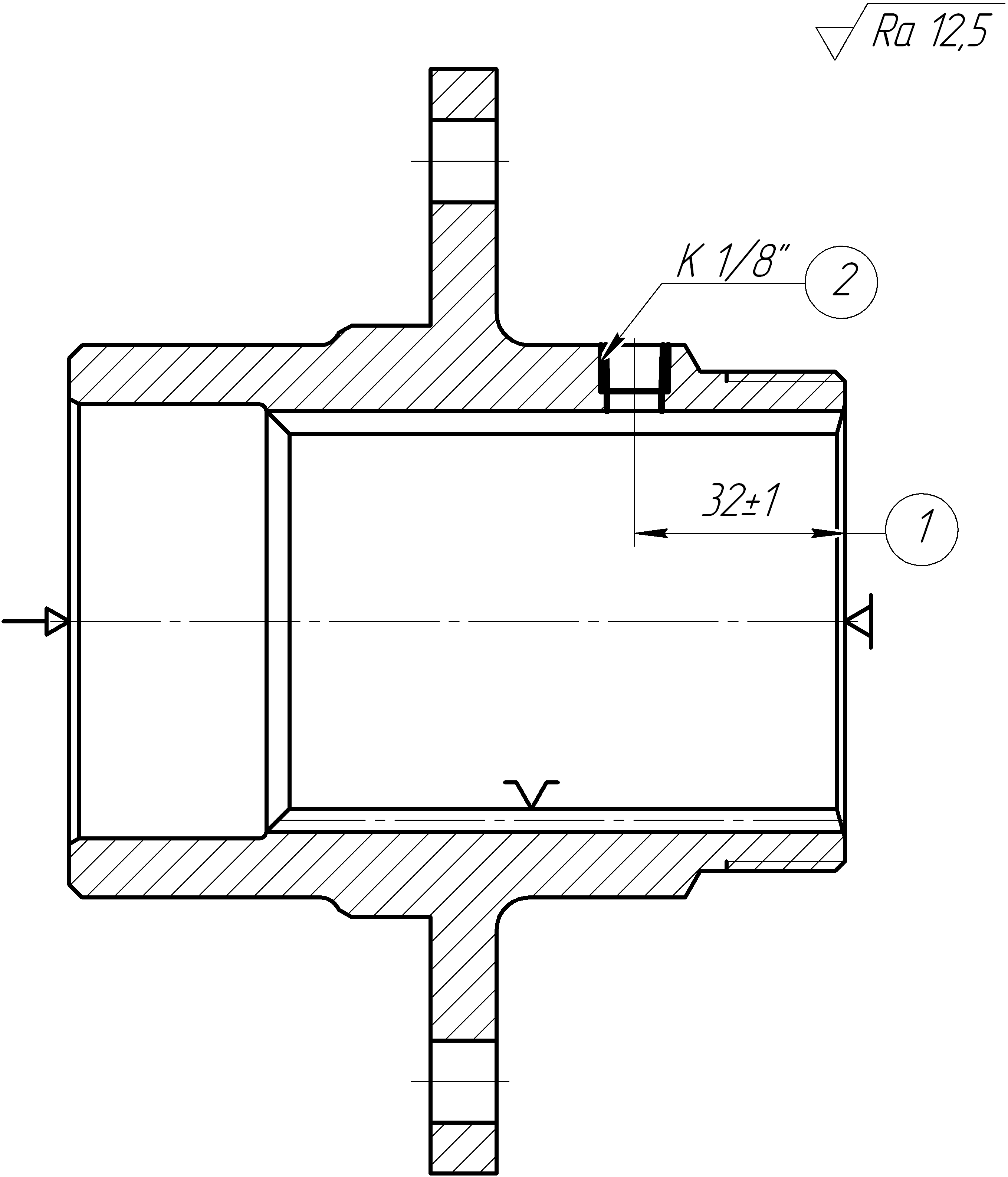
065
Радиально-сверлильная,
2А55
А.Установить и закрепить заготовку.
1.Сверлить отверстие, выдерживая размеры 1 и Ø8,1+0,2 мм;
2.Зенковать фаску, выдерживая размер 0,5×1200;
3.Разверунуть отверстие под коническую резьбу, выдерживая размер Ø8,57+0,1 мм;
4.Нарезать резьбу в отверстии, выдерживая размер 2;
Б.Открепить и снять деталь.
070
Контрольная
075
Термическая
Таблица 7 - Выбор режущего, вспомогательного и измерительного инструмента.
-
№ и наименование операции
Модель оборудования
Приспособление
Режущий
инструмент
Вспомогательный инструмент
Измерительный инструмент
1
2
3
4
5
6
005
Токарная полуавтоматная
1А730
Пневмоналадка
7122-6007
Патрон
7102-2033
ГОСТ 24351-80
Кулачки
7016-6316
Центр
А1-5-Н
ГОСТ 8742-75
Резец
2102–0055, Т14К8
ГОСТ 18877–73
Резец (2 шт)
2103-0057, Т14К8
ГОСТ 18879-73
Стойка цеховая
(2 шт)
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Штангенглубиномер
ШГ-200-0,05
ГОСТ 162-64
010
Токарная полуавтоматная
1А730
Пневмоналадка
7122-6007
Патрон
7102-2033
ГОСТ 24351-80
Резец (2 шт)
2103-0057, Т14К8
ГОСТ 18879-73
Резец
2102–0055, Т14К8
ГОСТ 18877–73
Стойка цеховая
(2 шт)
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Штангенглубиномер
ШГ-200-0,05
ГОСТ 162-64
015
Вертикально-сверлильная
2170
Приспособление
7301-6003
Кулачки
7016-6317
Зенкер насадной
2321-2039, Р6М5
ГОСТ 2255-71
Оправка
6230-0346
ГОСТ 13044-83
Втулка переходная
6100-0148
ГОСТ 13598-85
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
020
Токарная полуавтоматная
1А730
Пневмоналадка
7122-6007
Резец
2103-0057, Т15К6
ГОСТ 18879-73
Стойка
6723-6069
Оправка цеховая
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Продолжение таблицы 7.
-
1
2
3
4
5
6
Патрон
7102-2033
ГОСТ 24351-80
Резец (2 шт)
2100-0008, Т14К8
ГОСТ 18878-73
Штангенглубиномер
ШГ-200-0,05
ГОСТ 162-64
025
Термическая
030
Токарно-винторезная
16К20
Патрон
7100-0014
ГОСТ 2675-80
Фланец
7081-0604
ГОСТ 3889-71
Резец
2102-0055, Т15К6
ГОСТ 18877–73
Резец
2140-0010, Т15К6
ГОСТ 18882-73
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Штангенглубиномер
ШГ-200-0,05
ГОСТ 162-64
035
Горизонтально-протяжная
Т7540
Адаптер
9686-66
Протяжка
9359-214, Р6М5
Патрон
9478-14
Пробка
8141-6074
Калибр
8469-6006
Калибр
8469-6007
040
Горизонтально-протяжная
Т7540
Адаптер
9686-66
Протяжка
7359-59, Р6М5
Патрон
9478-14
Пробка
8141-6074
Калибр
8469-6006
Калибр
8469-6007
045
Контрольная
Стол ТК
Образцы шероховатости №1
ГОСТ 9378-60
Продолжение таблицы 7.
-
1
2
3
4
5
6
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Пробка
8141-6074
Калибр
8469-6006
Калибр
8469-6007
050
Токарная с ЧПУ
16К20Ф3
Оправка шлицевая
7112-6041
Резец
PCLNR2525M12
Т15К6
ТУ 2-035-892-82
Резец
035-2159-0543 Т15К6
ОСТ 2И10-9-84
Резцедержатель
(2 шт)
191711006
ТУ 2-024-5539-81
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Штангенглубиномер
ШГ-200-0,05
ГОСТ 162-64
Шаблоны радиусные
Набор №1
ГОСТ 4126-66
Кольцо
8211-0224
ГОСТ 17763-72
Кольцо
8211-1224
ГОСТ 17764-72
055
Токарная с ЧПУ
16К20Ф3
Оправка шлицевая
7112-6042
Резец
PCLNR2525M12
Т15К6
ТУ 2-035-892-82
Резцедержатель
(2 шт)
191711006
ТУ 2-024-5539-81
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Продолжение таблицы 7.
-
1
2
3
4
5
6
Резец
PCLNR2525M12
Т30К4
ТУ 2-035-892-82
Резец
К.01.4982.000-10
Т30К4
ТУ 2-035-1040-86
Втулка переходная
191746001
ТУ 2-024-5540-81
Штангенглубиномер
ШГ-200-0,05
ГОСТ 162-64
Шаблоны радиусные
Набор №1
ГОСТ 4126-66
Скоба
8113-0290
ГОСТ 16776-71
Пробка
15-8141-6002
060
Вертикально-сверлильная
2А135
Многошпиндельная голова
7389-6022
Подставка
7389-6023
Сверло (8 шт)
2301-0040, Р6М5
ГОСТ 10903-77
Напильник
2822-0022, У12
ГОСТ 1465-80
Втулка переходная
(8 шт)
6100-0142
ГОСТ 13598-85
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
065
Радиально – сверлильная
2А55
Кондуктор
7360-6030
Сверло
2301-0020, Р6М5
ГОСТ 10903-77
Зенковка
2353-0142, Р6М5
ГОСТ 14953-80
Развёртка
2373-0152, Р6М5
ГОСТ 10080-71
Патрон быстросменный
6251-0186
ГОСТ 14077-83
Втулка переходная быстросменная
(4 шт)
6120-0358
ГОСТ 13409-83
Штангенциркуль
ШЦ-I-125-0,1-2
ГОСТ 166-89
К
ГОСТ 6485-69
Пробка
Продолжение таблицы 7.
-
1
2
3
4
5
6
Метчик
2680-0004, Р6М5
ГОСТ 6227-80
Напильник
2820-0007, У12
ГОСТ 1465-80
Втулка переходная
(3 шт)
6100-0221
ГОСТ 13598-85
Патрон
М12-М30-4
ГОСТ 8255-86
070
Контрольная
Стол ТК
Образцы шероховатости №1
ГОСТ 9378-60
Штангенциркуль
ШЦ-I-200-0,1
ГОСТ 166-89
Штангенглубиномер
ШГ-200-0,05
ГОСТ 162-64
Плита
Ш-1-630×400
ГОСТ 10905-64
Штангенциркуль
ШЦ-I-125-0,1-2
ГОСТ 166-89
Скоба
8113-0290
ГОСТ 16776-71
Пробка
15-8141-6002
Продолжение таблицы 7.
-
1
2
3
4
5
6
Шаблоны радиусные
Набор №1
ГОСТ 4126-66
Кольцо
8211-0224
ГОСТ 17763-72
Кольцо
8211-1224
ГОСТ 17764-72
Стойка
С-I
ГОСТ 10197-62
Индикатор
ИЧ02кл.0
ГОСТ 577-68
Оправка
15-8033-6001
075
Термическая