

3.6 Расчёт режимов резания
Операция 055 Внутришлифовальная.
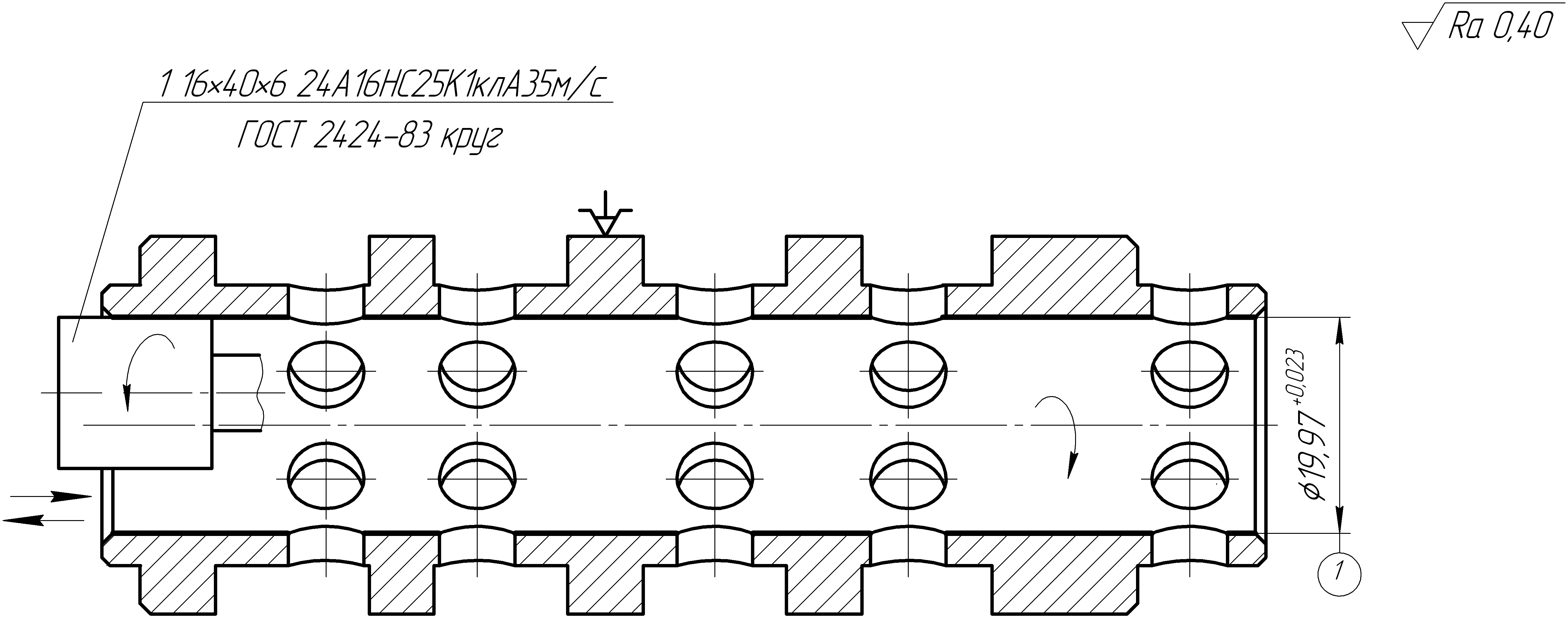
Рисунок – Эскиз операционный
Содержание операции:
А. Установить и закрепить заготовку.
1.Шлифовать отверстие, выдерживая размер 1.
Б. Открепить и снять деталь.
Исходные данные:
1.Наименование детали – гильза диапазонных фрикционов;
2.Обрабатываемый материал – сталь 20Х ГОСТ 4543-71;
3.Предел прочности при растяжении – σВ = 784 МПа;
4.Масса детали – 0,19 кг.
Станок - 3А227, Nдв = 8,42 кВт, η = 0,85.
Выбор режущего инструмента.
Принимаем круг типа 1 с размерами:
Диаметр круга Дк = (0,8…0,9)×Дз = 0,85×Дз = 0,85×19,97 = 16,97 мм. По рядам основных размеров окончательно принимаем Дк = 16 мм.
Ширина круга Вк = L – (10…15) мм = 76 – 10 = 66 мм.
По рядам основных размеров окончательно принимаем Вк = 40 мм.
Станок 3А227 позволяет установить круги с размерами: Вк = 20…50 мм и Дк = 15…100 мм, то обработка принятым кругам возможна.
Параметр шероховатости Ra = 0,4 мкм соответствует 8-му классу точности, поэтому для обработки конструкционной легированной закаленной стали 20Х принимаем параметры круга: 24А16НС25К135м/с.
Класс точности круга – А.
Полная характеристика круга: 1 16×40×6 24А16НС25К1клА35м/с.
Определяем режимы резания.
Определяем скорость резания (скорость круга):
Vк = 35 м/с.
[ 4 ] с.301, т.55
Определяем частоту вращения круга:
![]() мин-1;
мин-1;
корректируем по паспорту станка:
принимаем nкn = 24000 мин-1.
Определяем круговую подачу (скорость заготовки):
Vз = Sк = 20…40 м/мин.
[ 4 ] с.301, т.55
Принимаем Vз = 30 м/мин.
Определяем частоту вращения заготовки:
![]() мин-1;
мин-1;
На станке 3А227 частота вращения заготовки бесступенчато регулируется в пределах 140…1000 мин-1, поэтому обработка с nз = 479 мин-1 возможна.
Определяем поперечную подачу Sп (глубина резания t, мм/дв. ход).
Назначаем поперечную подачу Sп (глубина резания t, мм/дв. ход) стола станка, и учитывая требования к точности обработки (8 квалитет) и шероховатости обрабатываемой поверхности (Ra = 0,4 мкм) задаем из [ 4 ] с.301, т.55.
Sп = t = 0,0025…0,01 мм/дв. ход.
Принимаем Sп = t = 0,005 мм/дв. ход.
корректируем по паспорту станка:
принимаем Sп = t = 0,005 мм/дв. ход.
Определяем продольную подачу на оборот заготовки Sпр мм/об заготовки.
Sпр = (0,25…0,4)×Вк;
[ 4 ] с.301, т.55
Принимаем Sпр = 0,3×Вк = 0,3×40 = 12 мм/об заготовки.
Скорость продольного хода шлифовальной бабки станка:
![]() м/мин.
м/мин.
На станке 3А227 скорость продольного хода стола бесступенчато регулируется в пределах 1…7 м/мин, поэтому обработка с Vпр = 5,57 м/мин возможна.
Определяем мощность резания:
![]() ,
кВт.
,
кВт.
[ 4 ] с.300
СN = 0,3; r = 0,35; x = 0,4; y = 0,4; q = 0,3; z = -. [ 4 ] с.303, т.56
![]() кВт.
кВт.
Проверяем достаточность мощности привода станка:
т.к. Nрез = 0,79 кВт < Nшп = Nдв × η = 8,42×0,85 = 7,16 кВт, то обработка возможна.
Определяем основное время:
![]() ,
мин;
,
мин;
где К = 1,4 – коэффициент выхаживания для окончательной обработки;
h = 0,235 – припуск на обработку на сторону;
L = 108 – длина обрабатываемой поверхности.
![]() мин.
мин.
Таблица 11 - Сводная таблица режимов резания
-
№ и наименование операции, перехода
t,
мм
λ
 ,
,
мин
 ,
,мм/об
 ,
,
мин-1
 ,
,
м/мин
Sм, мм/мин
То,
мин
 ,
,кВт
1
2
3
4
5
6
7
8
9
10
11
005
Фрезерно-центровальная
1.Фрезеровать два торца 1,15
2.Зацентровать два торца 1,15
1,0
2,0
37/44,5
8,9/11,9
0,83
0,75
180/180
15/12
Sz, мм/зуб
0,144/0,045
0,05/0,05
798/745
1333/1254
250,4/233,9
16,8/15,8
1287/400
62,7
0,11
0,19
1,74/5,1
1,6/5,1
010
Токарно-винторезная
1.Точить поверхность 4
0,65
108/110
0,98
60/60
0,195
500
83,2
97,5
1,13
-/10
015
Токарно-винторезная
1.Сверлить отверстие 19
9,125
108/118
0,92
45/45
0,2
475
27,6
95
1,24
-/10
020
Токарно-винторезная
1.Расточить отверстие 19
0,625
108/110
0,98
60/60
0,21
630
39,5
132
0,84
-/10
Продолжение таблицы 11.
-
1
2
3
4
5
6
7
8
9
10
11
025
Токарно-винторезная
Установ А
1.Расточить фаску 17
Установ Б
1.Расточить фаску 22
1,235
1,235
1,235/5
1,235/5
0,3
0,3
60/18
60/18
0,1
0,1
500
500
31,4
31,4
50
50
0,1
0,1
-/10
-/10
030
Горизонтально-фрезерная
1.Фрезеровать паз 16
2,0
35,7/52,7
0,68
120/82
1,56
160
41,2
250
0,21
-/7,5
035
Токарная с ЧПУ
1.Точить канавки 5,8,9,12,14,21 и фаски 2,13,18,20
3,0
4,85/6,85
0,71
60/43
0,094/0,094
1813/1400
203,3/156,9
131,6
Тц.а.
3,07
-/11
040
Вертикально-сверлильная
1.Сверлить отверстия 3,6,7,10,11
3,0
3,25/8,25
0,39
25/10
0,11
750
14,13
82,5
3,0
-/4,5
055
Внутришлифо-вальная
1.Шлифовать отверстие 19
0,235
108
-
20
Sпр
12;
0,005 мм/дв.ход
nз
479
nк
24000
Vз
30
Vк
35 м/с
5,57
1,24
0,79/8,42
Продолжение таблицы 11.
-
1
2
3
4
5
6
7
8
9
10
11
060
Круглошлифо-вальная
1.Шлифовать поверхность 6
0,35
108
-
20
0,0095
290
32,3
5800
1,43
-/10
065
Вертикально – хонинговальная
1.Хонинговать отверстие 11
0,015
108/120
0,9
20
Sp
0,0005
125
-
-
5,22
-/3
070
Вертикально – хонинговальная
1.Хонинговать отверстие 11
0,005
108/120
0,9
20
Sp
0,0005
125
-
-
2,5
-/3
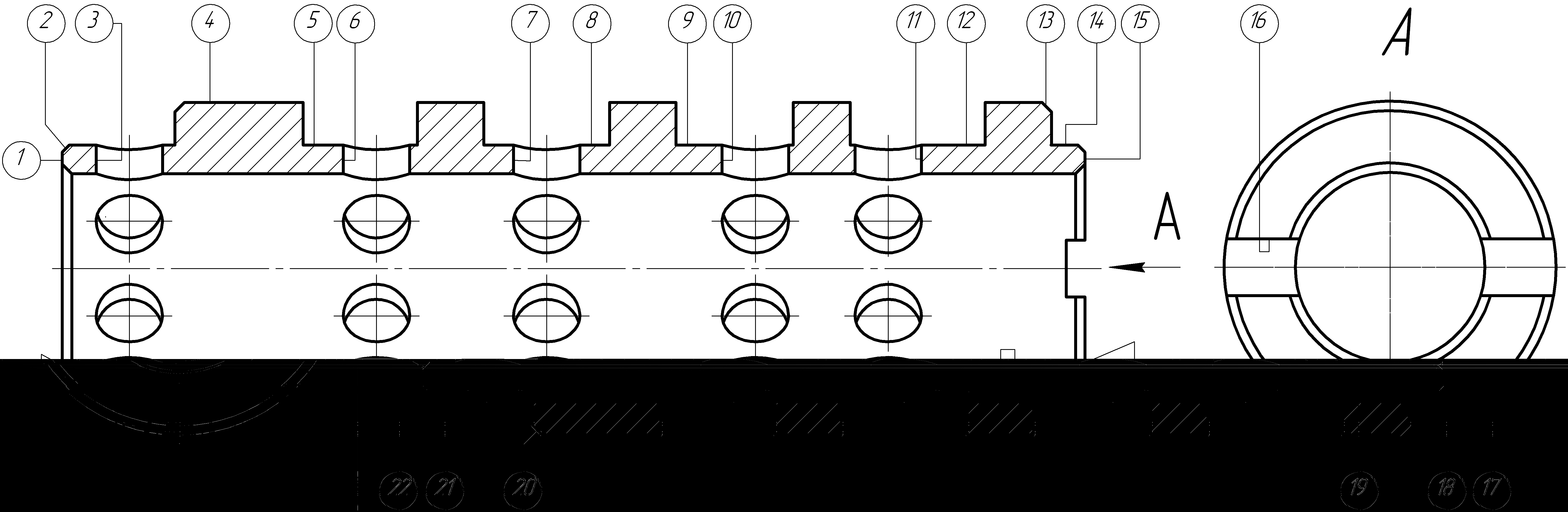
Рисунок – Эскиз детали