

3.3. Разработка маршрута механической обработки детали
Таблица 5 - Существующий технологический маршрут обработки детали № 7548-1712426 – Гильза диапазонных фрикционов.
-
№ и наименование операции, модель оборудования
Эскиз операционный
Содержание операции
1
2
3
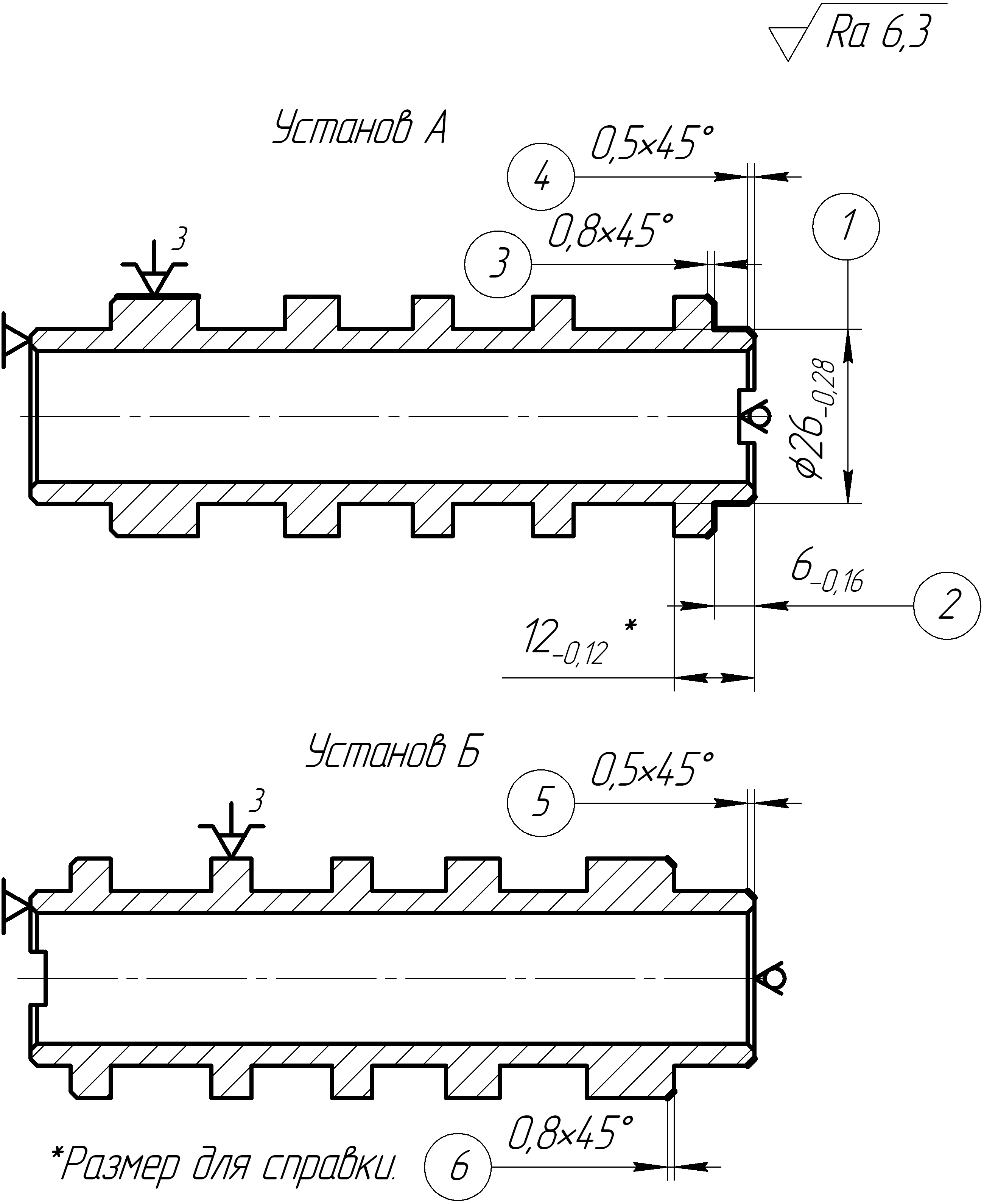
005
Токарно-винторезная
16К20
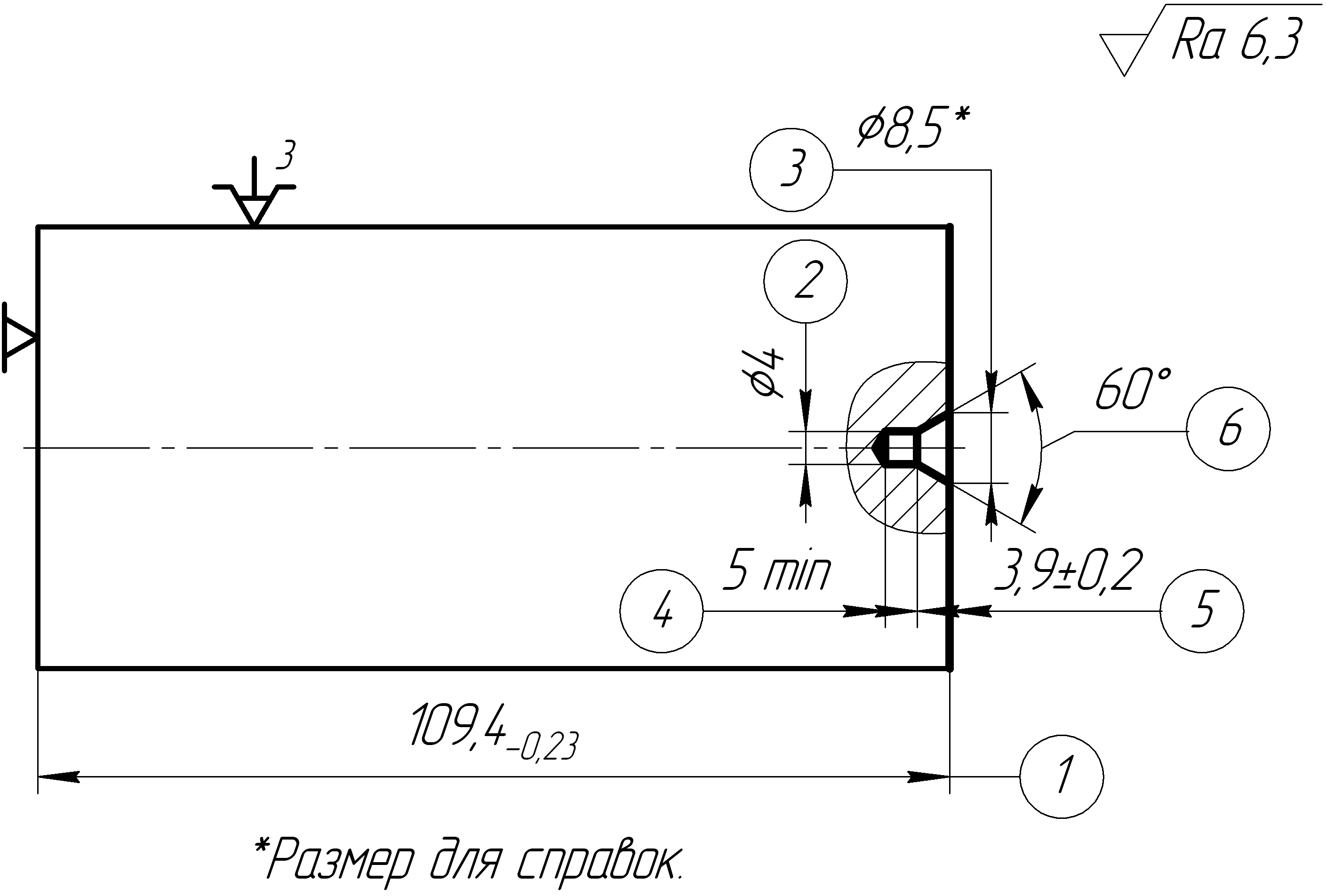
А.Установить и закрепить заготовку.
1.Подрезать торец, выдерживая размер 1;
2.Сверлить отверстие, выдерживая размеры 2,3,4,5,6;
Б.Открепить и снять заготовку.
Продолжение таблицы 5.
-
1
2
3
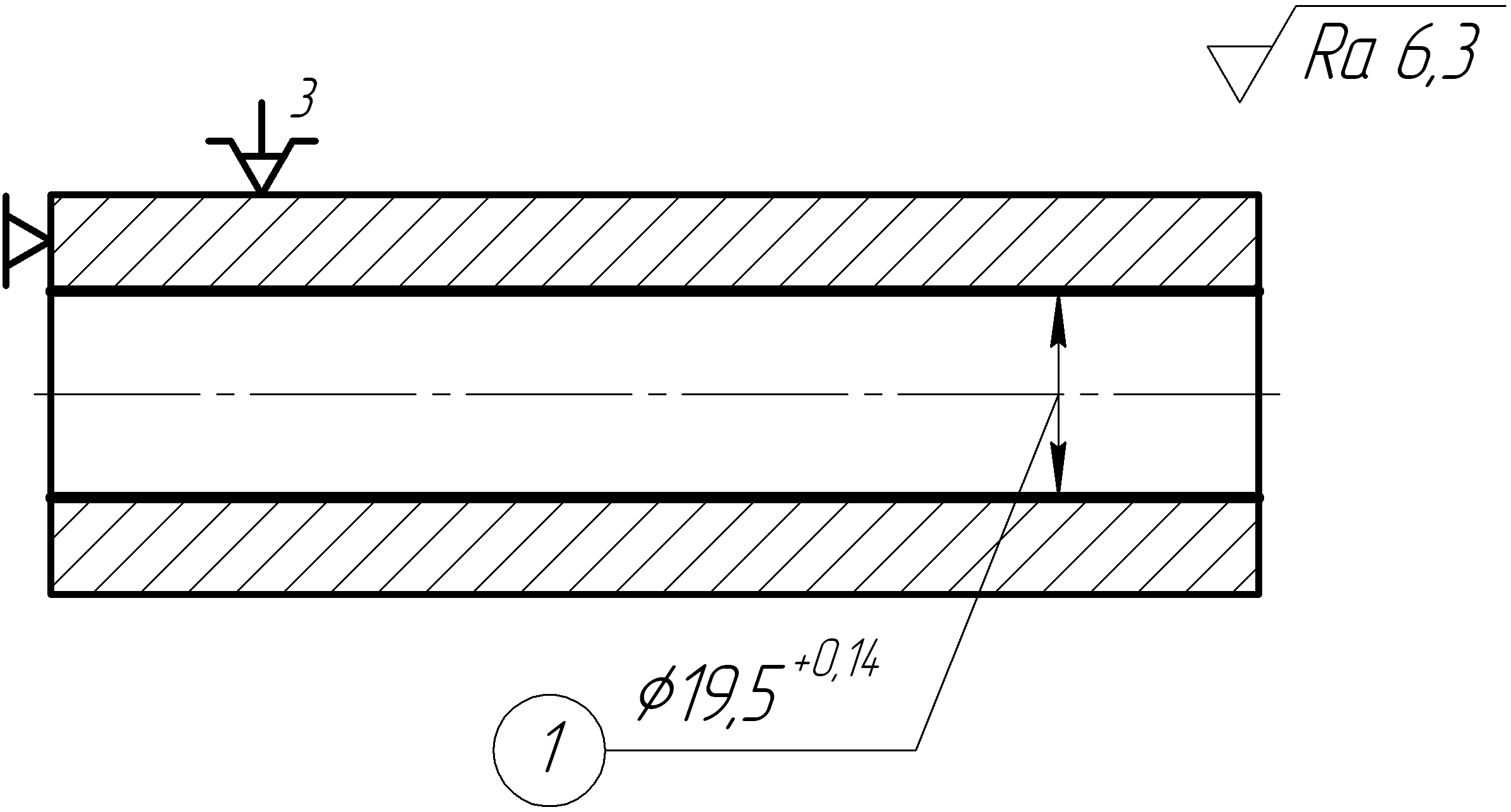
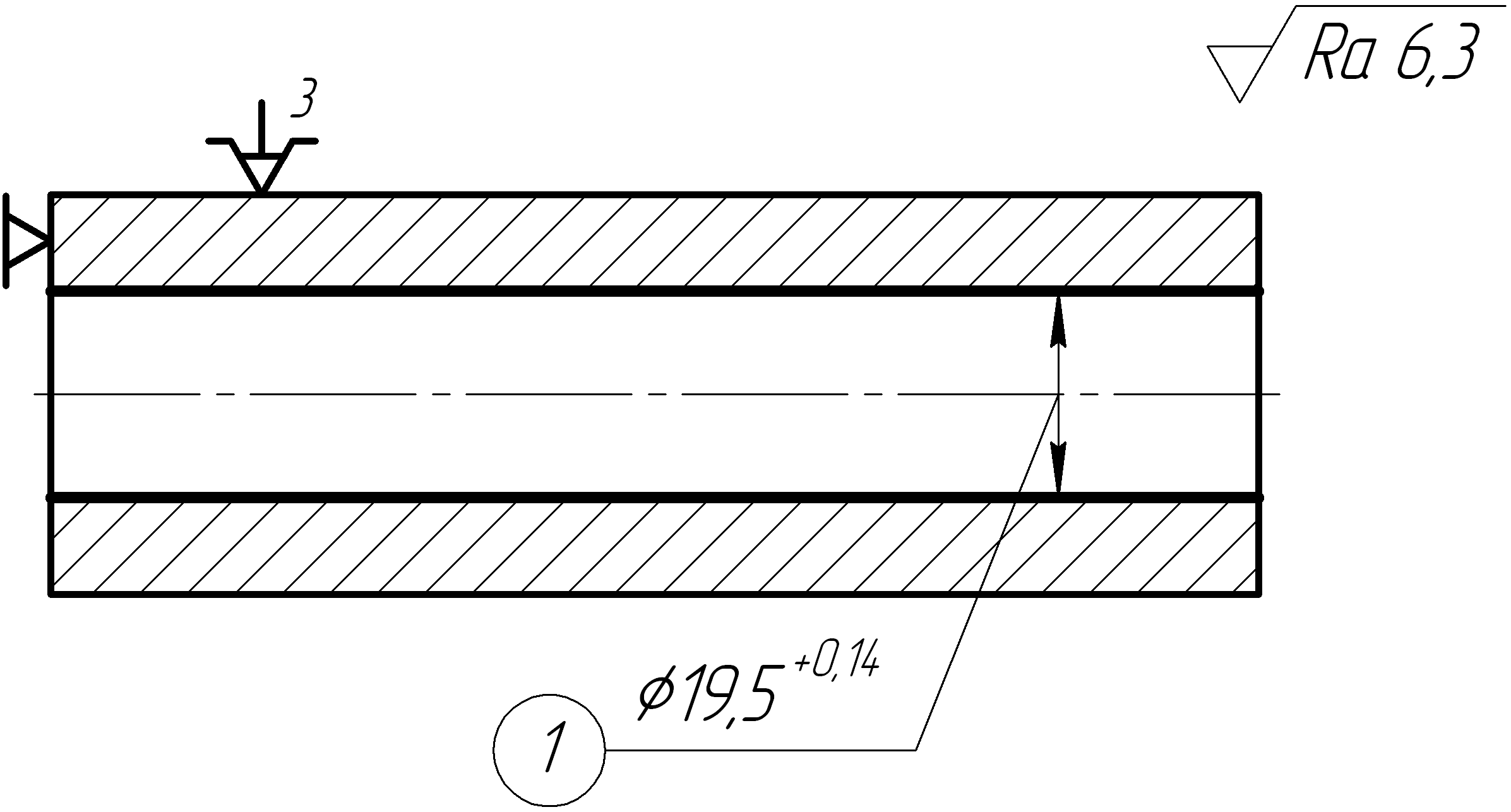
010
Токарно-винторезная
16К20
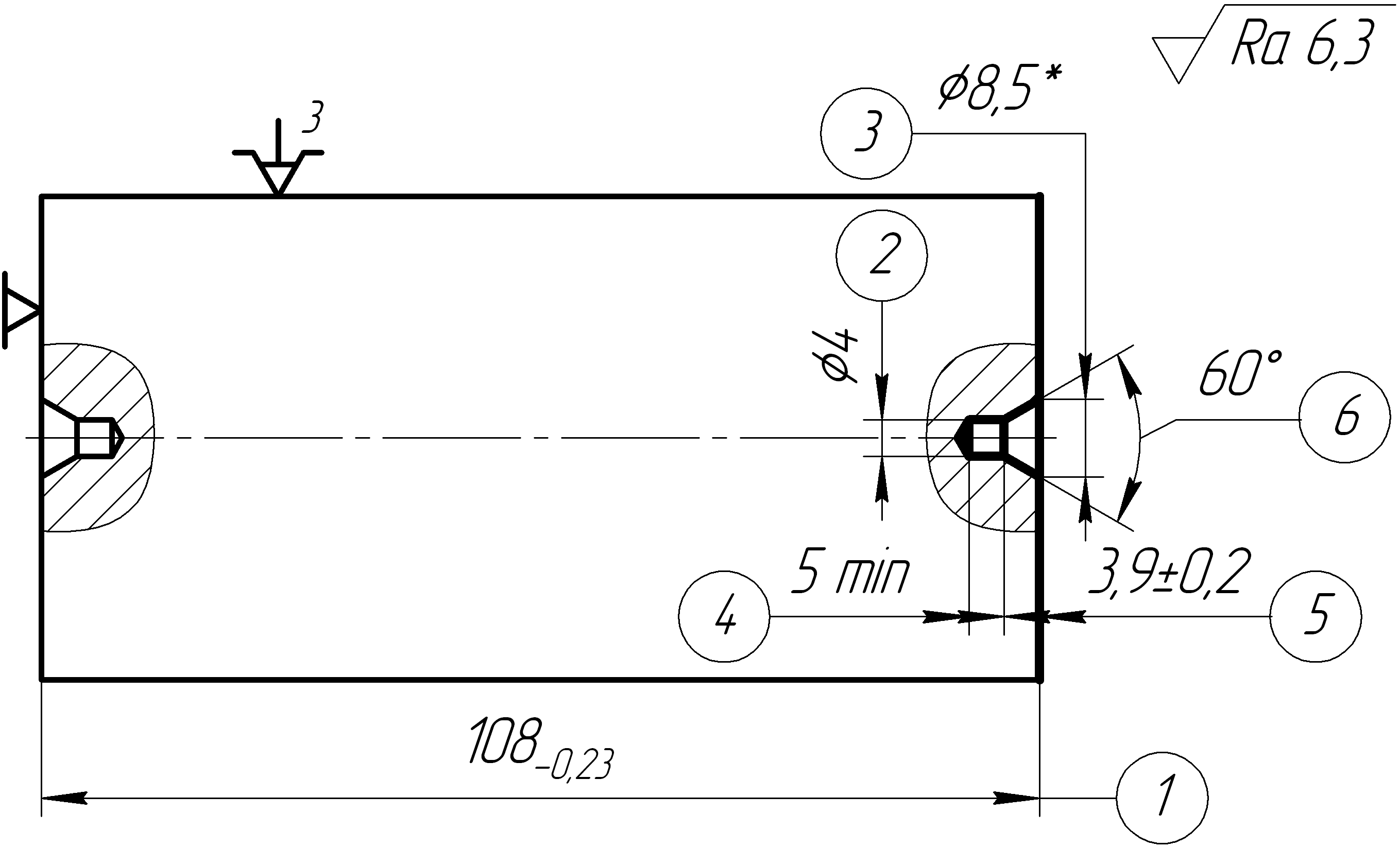
А.Установить и закрепить заготовку.
1.Подрезать торец, выдерживая размер 1;
2.Сверлить отверстие, выдерживая размеры 2,3,4,5,6;
Б.Открепить и снять заготовку.
015
Токарно-винторезная
16К20
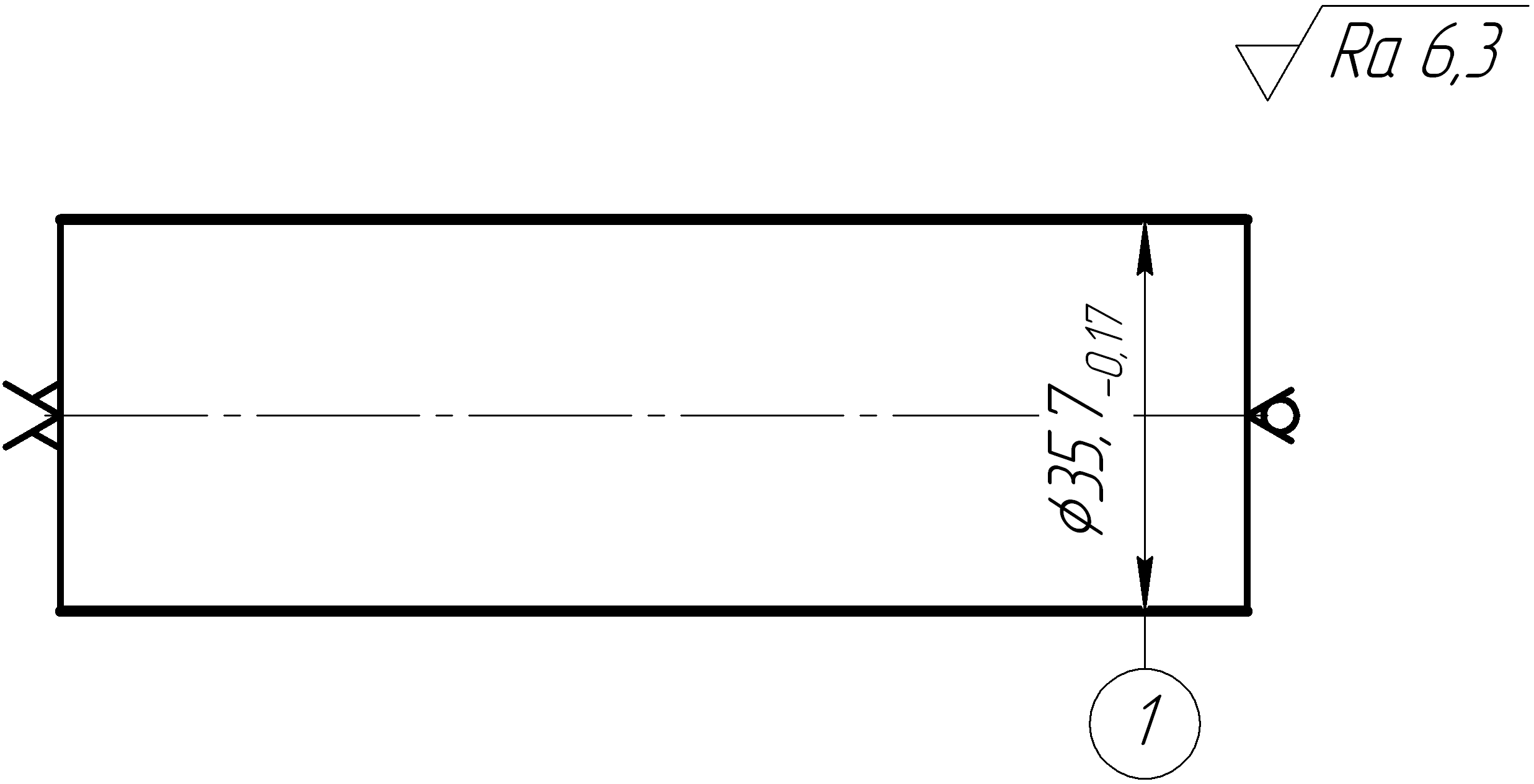
А.Установить и закрепить заготовку.
1.Точить поверхность, выдерживая размер 1;
Б.Открепить и снять заготовку.
Продолжение таблицы 5.
-
1
2
3
020
Токарно-винторезная
16К20
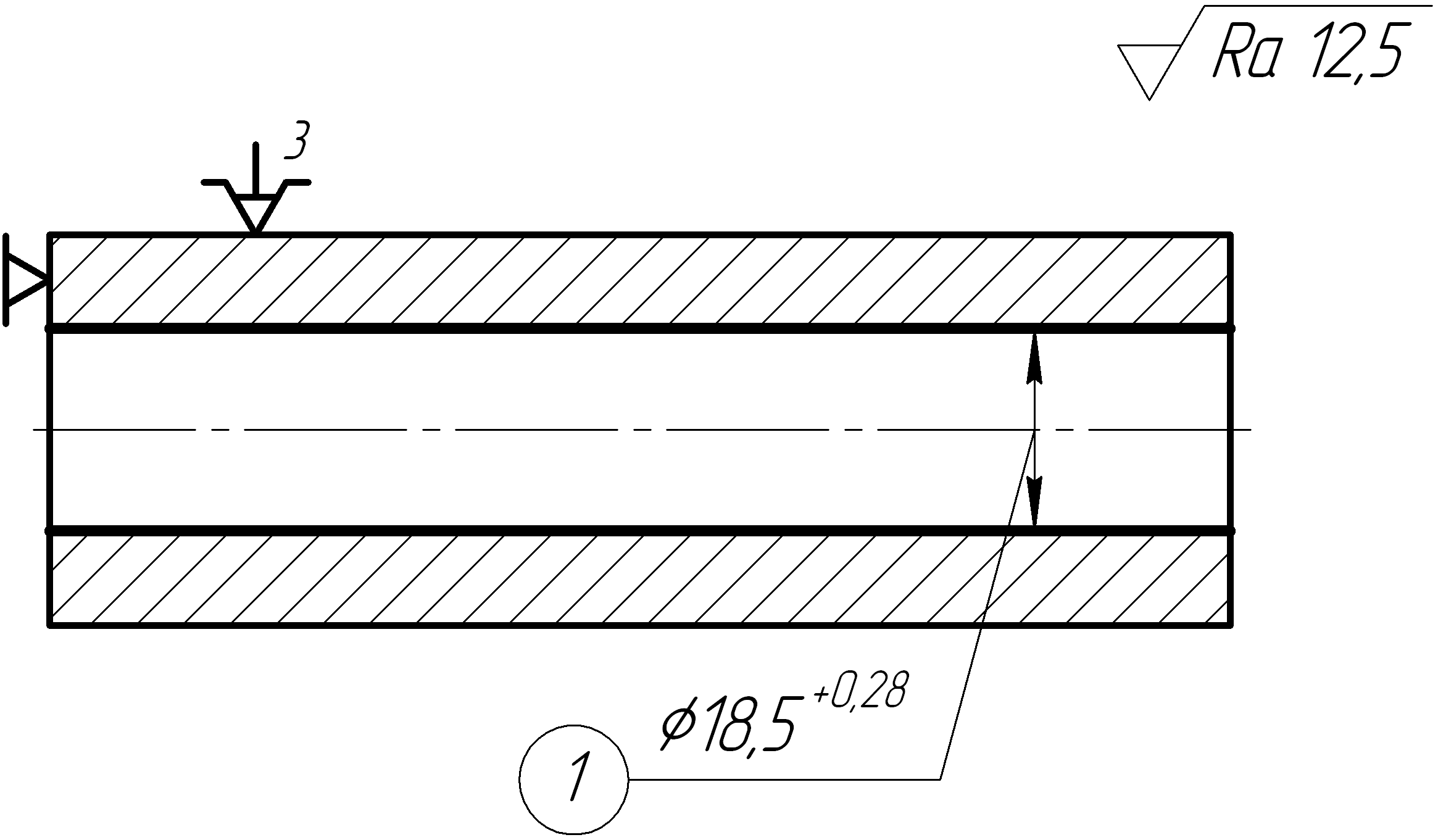
А.Установить и закрепить заготовку.
1.Сверлить отверстие, выдерживая размер 1;
Б.Открепить и снять заготовку.
025
Токарно-винторезная
16К20
А.Установить и закрепить заготовку.
1.Расточить отверстие, выдерживая размер 1;
Б.Открепить и снять заготовку.
Продолжение таблицы 5.
-
1
2
3
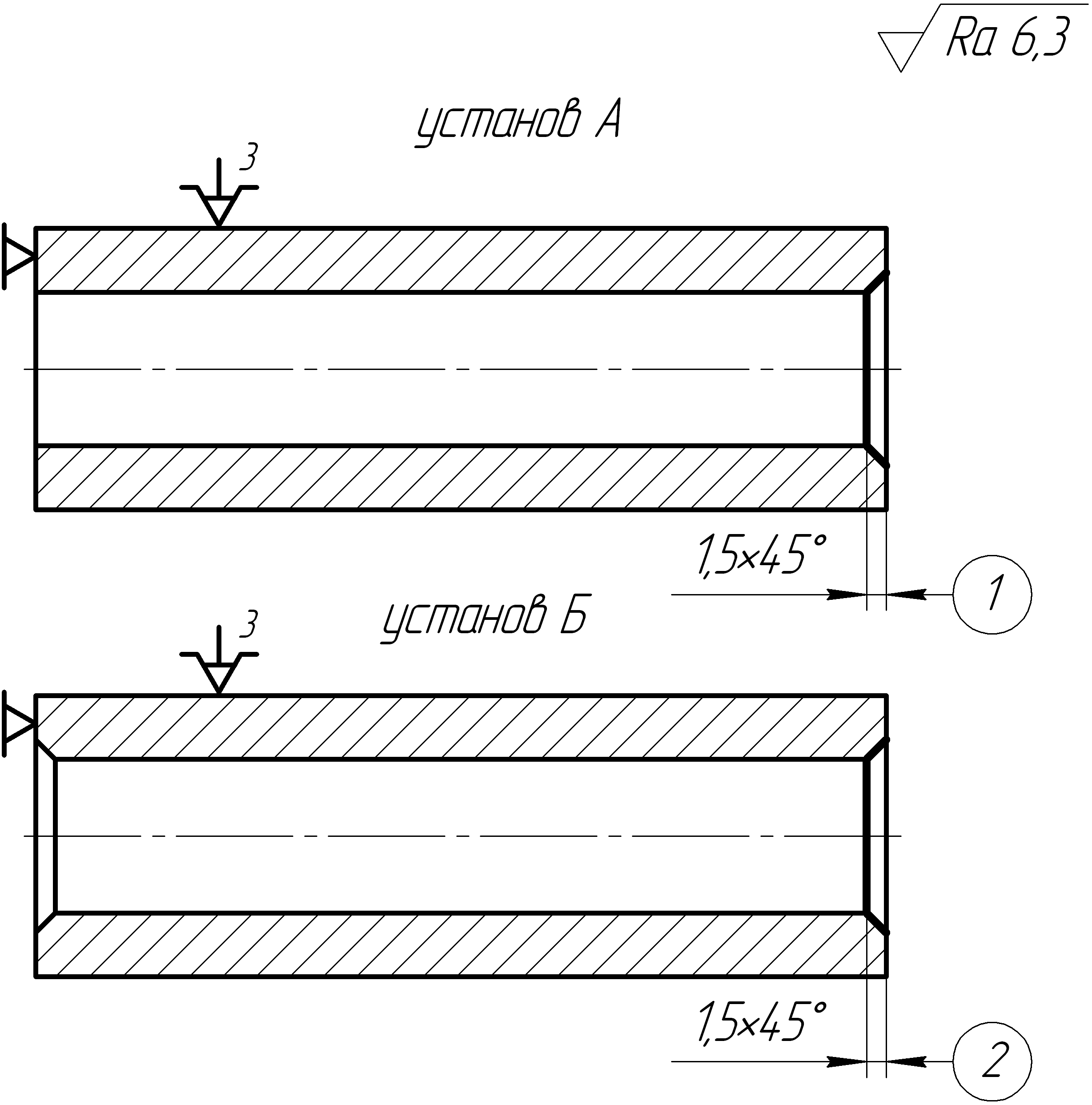
030
Токарно-винторезная
16К20
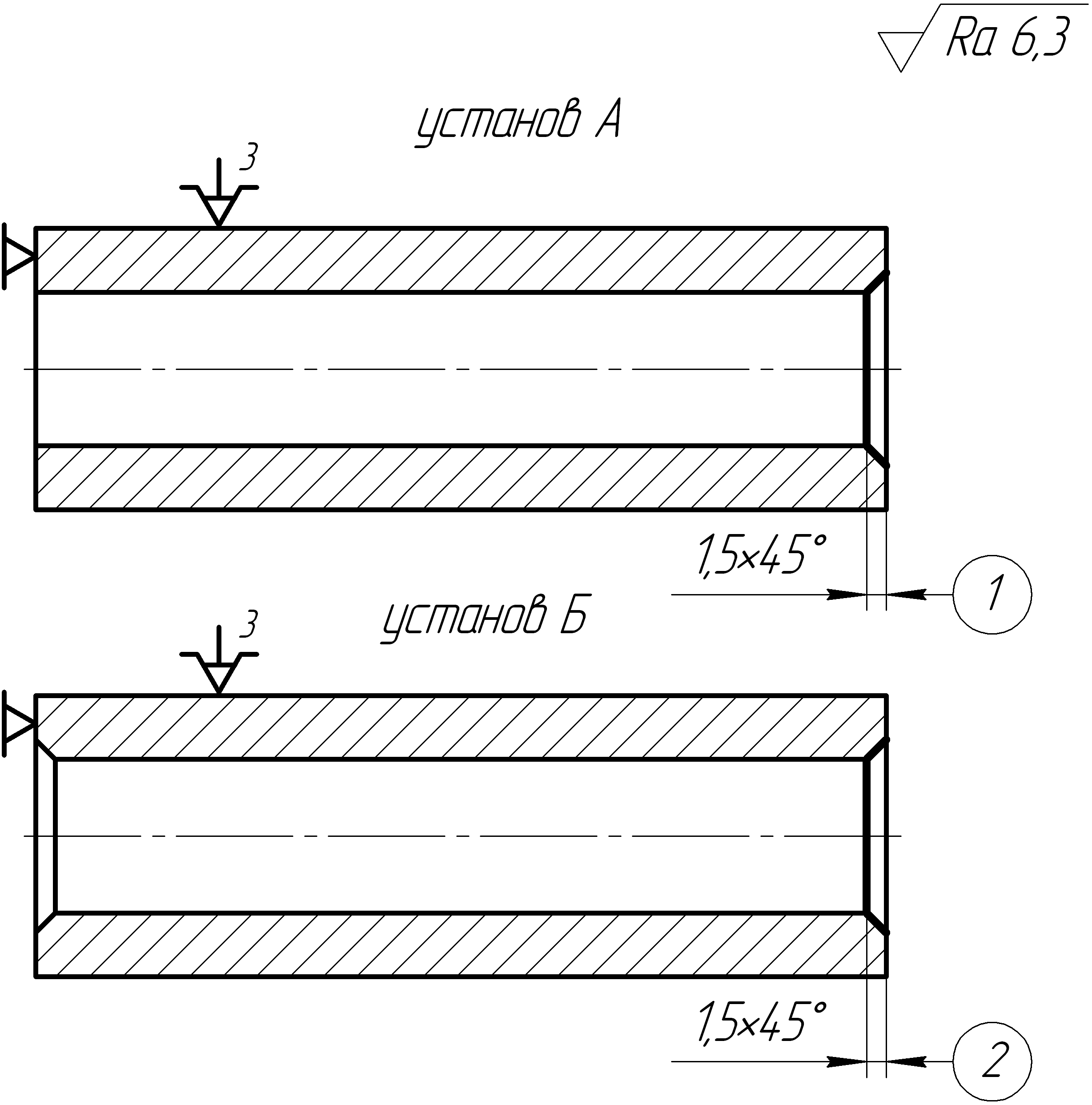
А.Установить и закрепить заготовку.
1.Расточить фаску, выдерживая размер 1;
Б.Открепить и переустановить заготовку;
1.Расточить фаску, выдерживая размер 2;
В.Открепить и снять заготовку.
Продолжение таблицы 5.
-
1
2
3
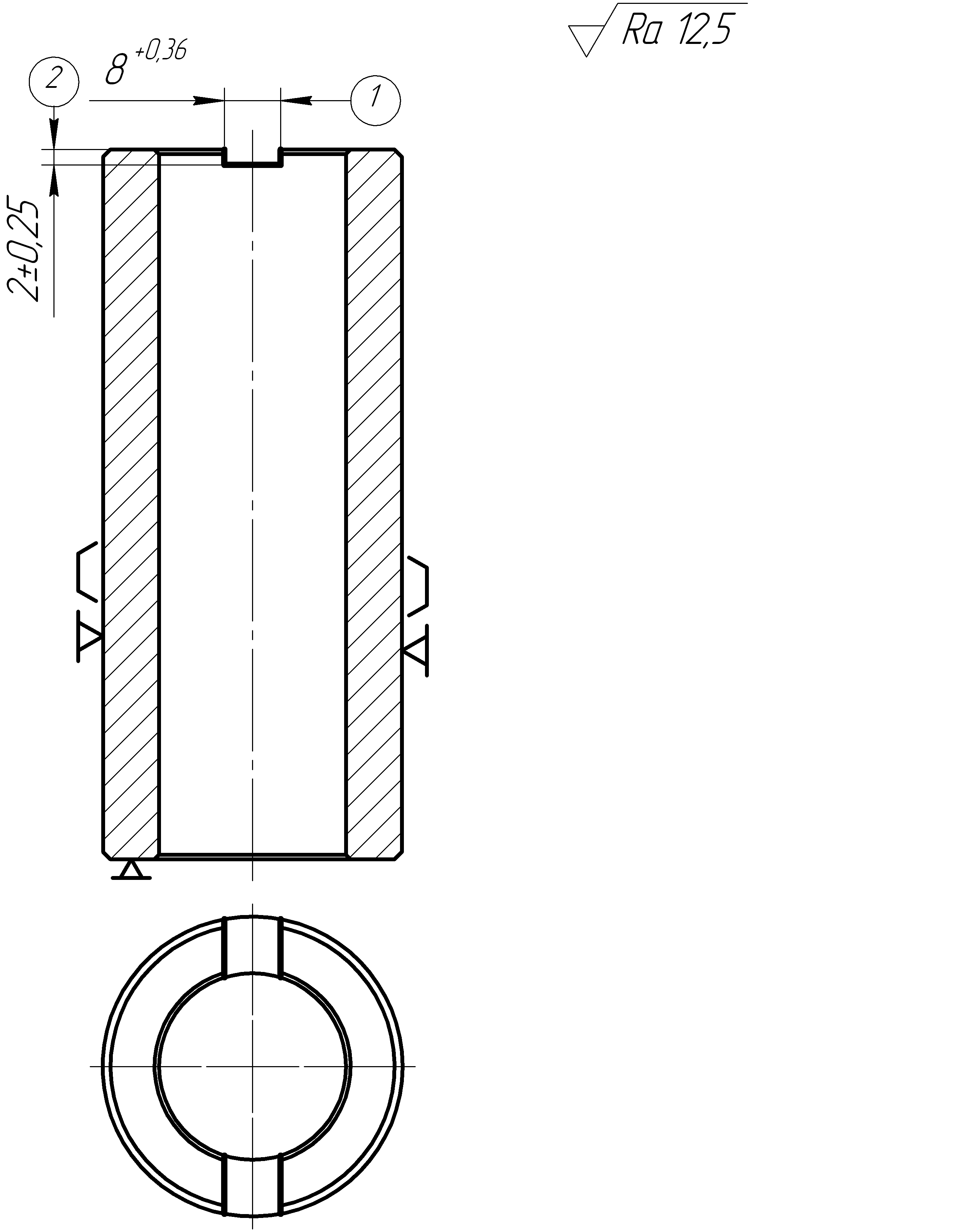
035
Горизонтально–фрезерная
6Р82
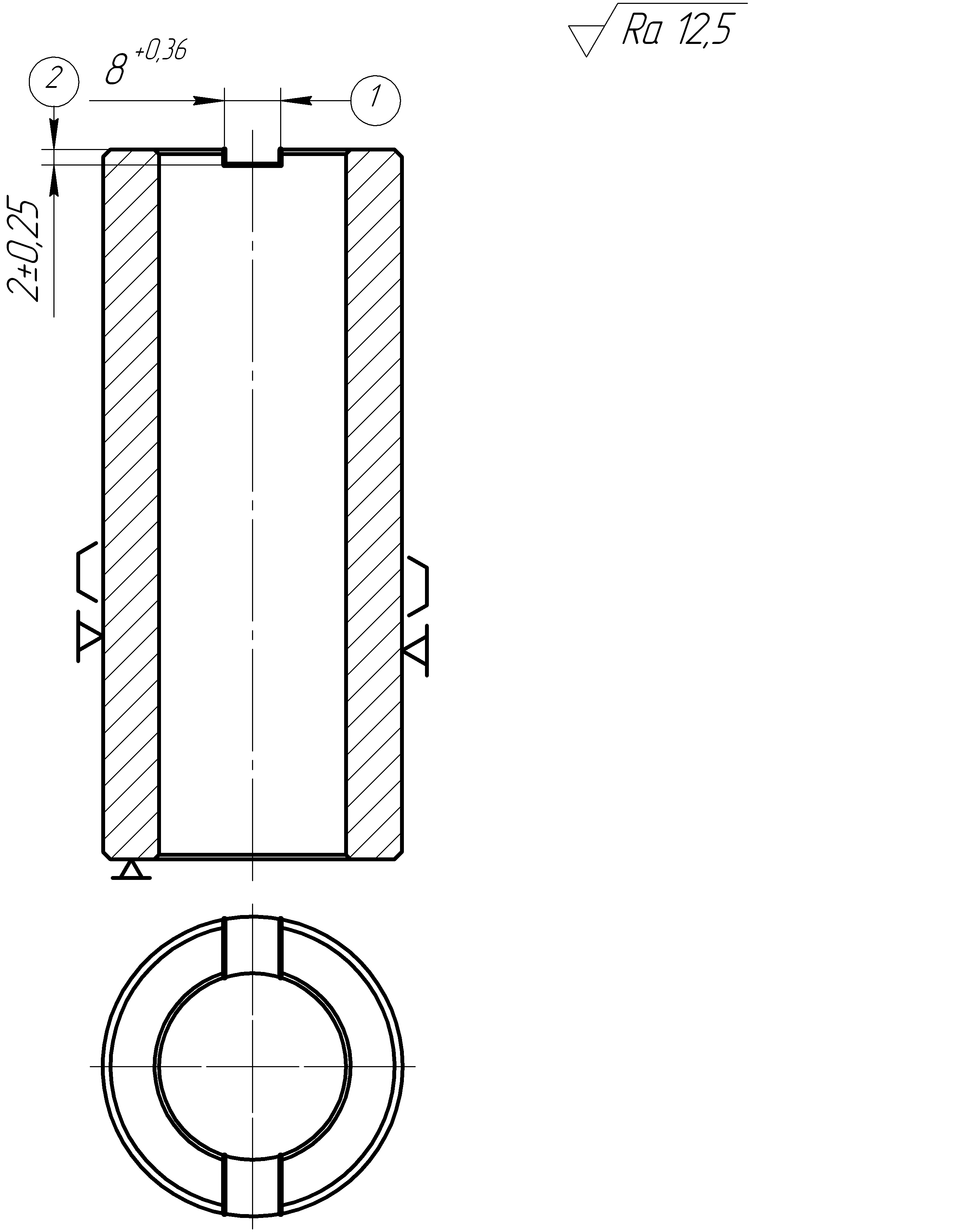
А.Установить и закрепить заготовку.
1.Фрезеровать паз, выдерживая размеры 1,2;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
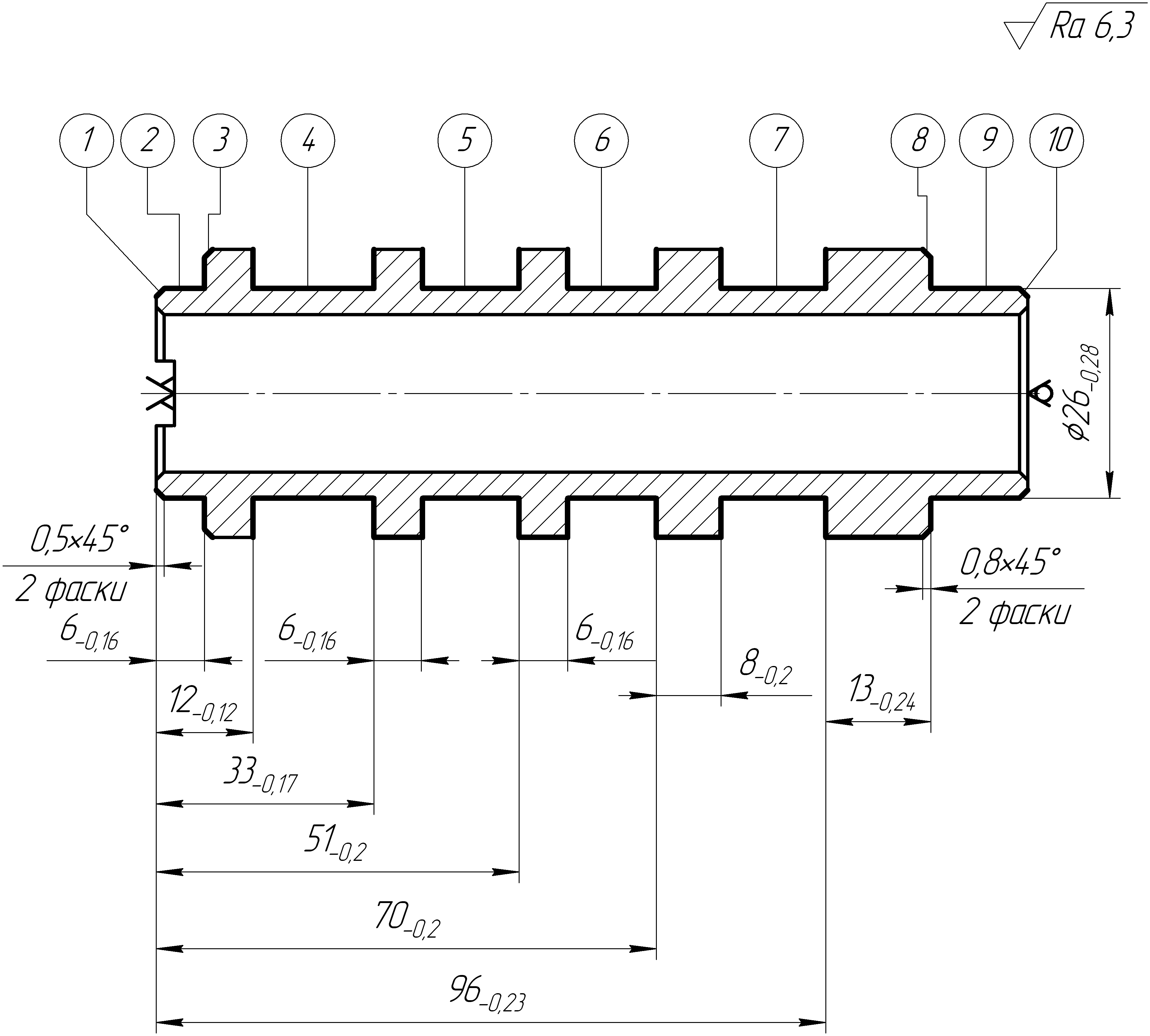
040
Токарно-винторезная
16К20
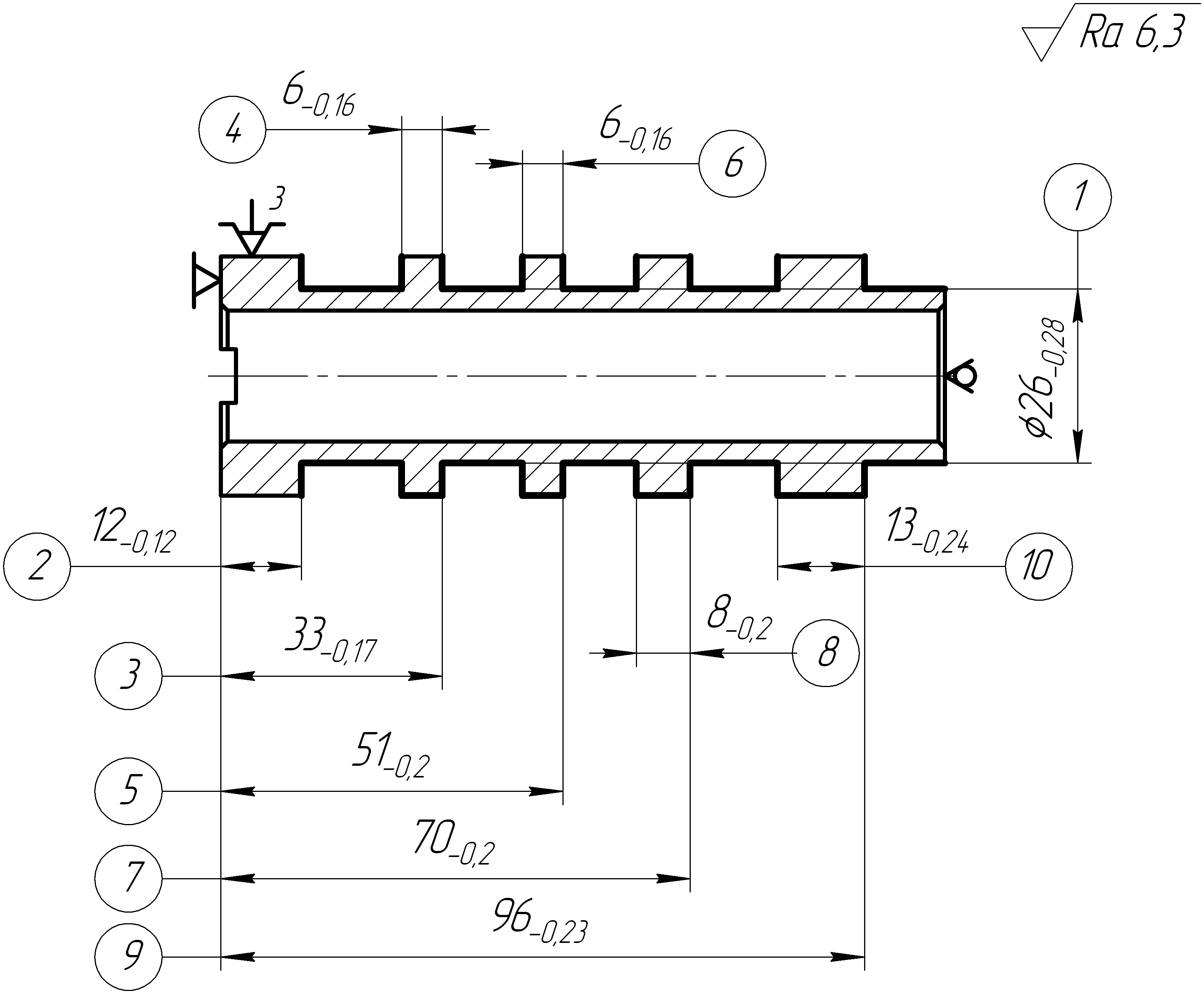
А.Установить и закрепить заготовку.
1.Точить последовательно канавки, выдерживая размеры 1,2,3,4,5,6,7,8,
9,10;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
045
Токарно-винторезная
16К20
А.Установить и закрепить заготовку.
1.Точить поверхность, выдерживая размеры 1,2;
2.Точить фаски, выдерживая размеры 3,4;
Б.Открепить и переустановить заготовку;
1.Точить фаски, выдерживая размеры 5,6;
В.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
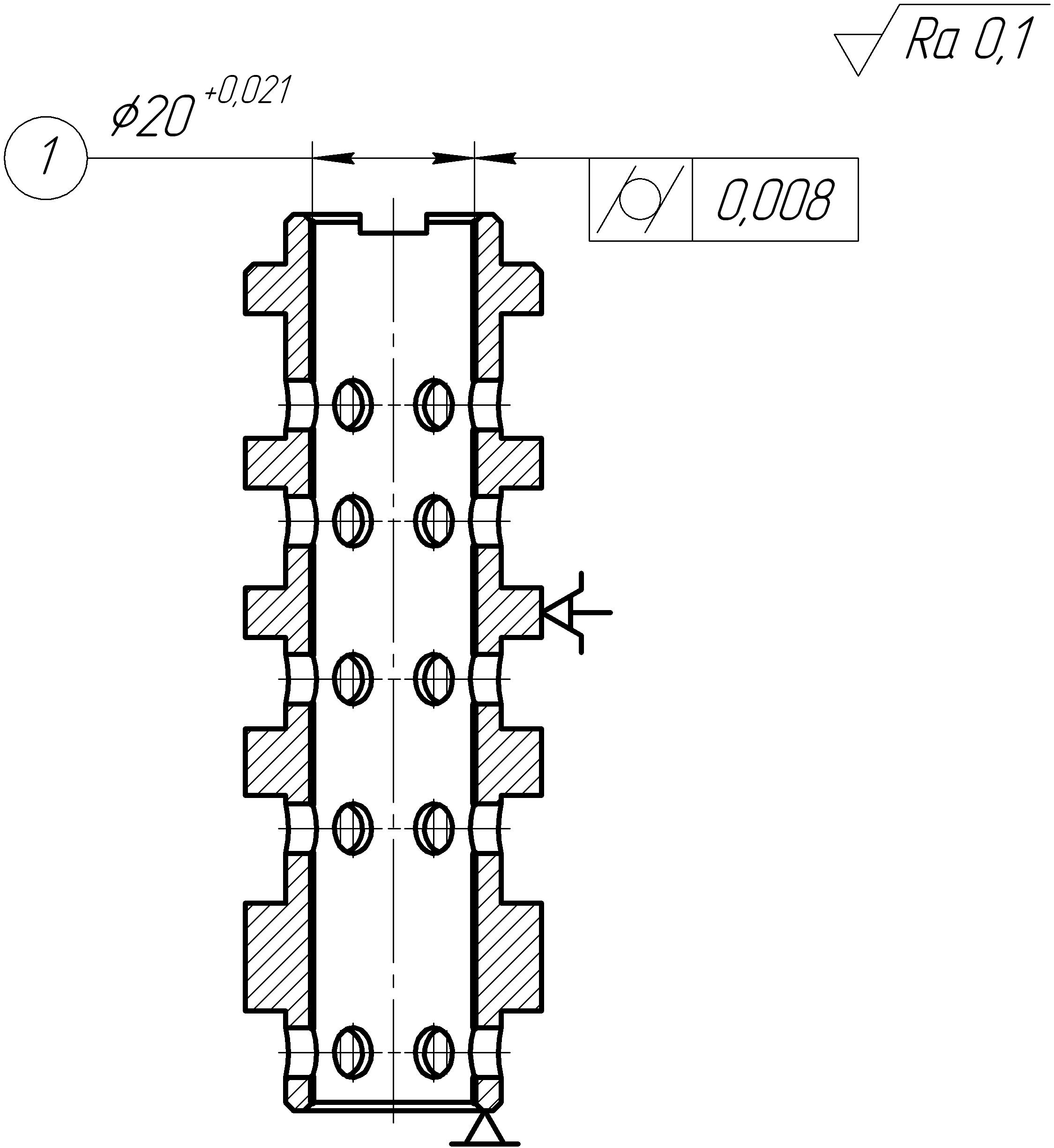
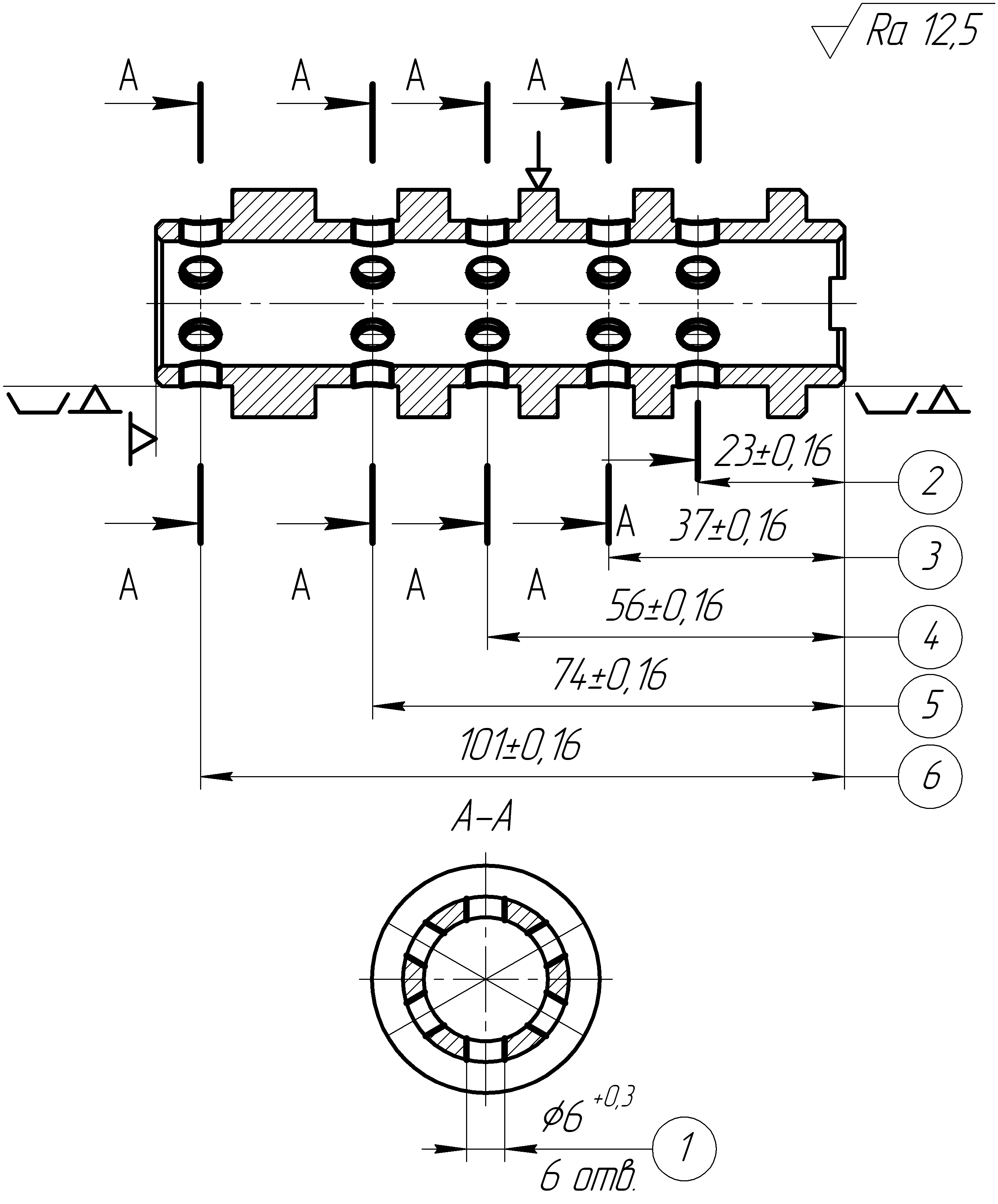
050
Вертикально – сверлильная
2Н135

А.Установить и закрепить заготовку.
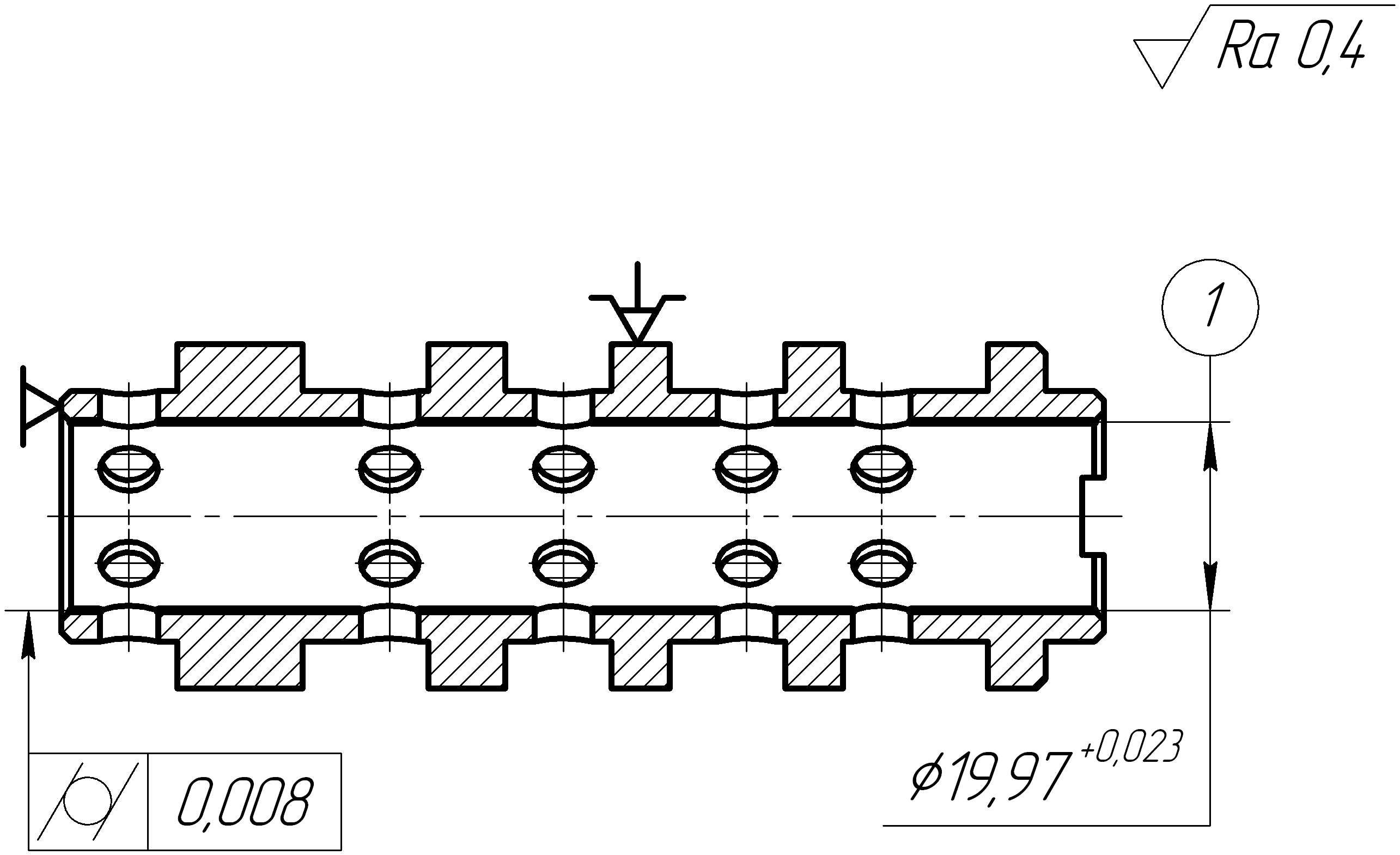
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,2;
Б.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,3;
В.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,4;
Г.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,5;
Д.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,6;
Е.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
055
Слесарная
060
Контрольная
065
Термическая
070
Внутришлифо-вальная
3А227
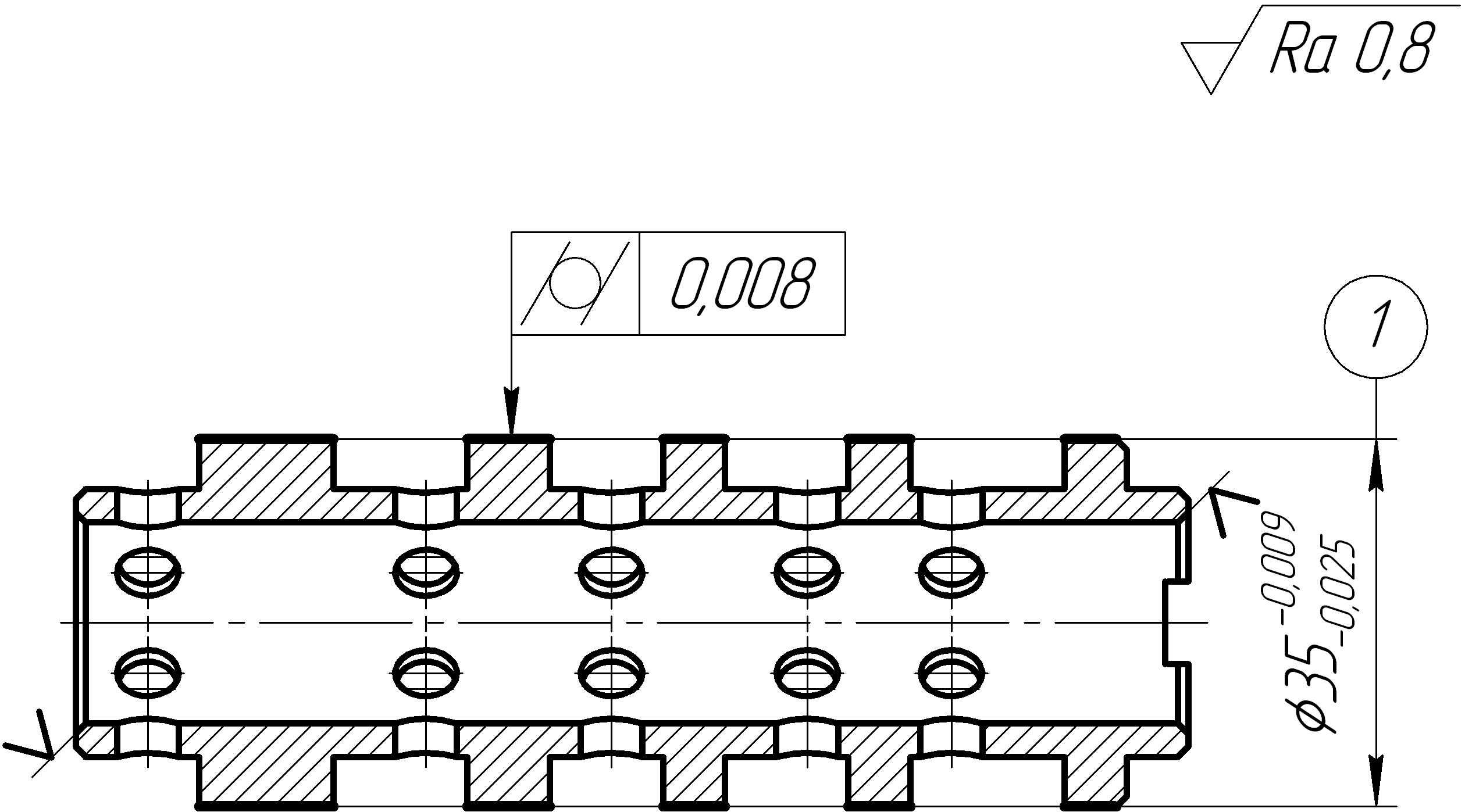
А.Установить и закрепить заготовку.
1.Шлифовать отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
075
Круглошлифо-вальная
3Б151
А.Установить и закрепить заготовку.
1.Шлифовать поверхность, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
080
Вертикально – хонинговальная
3А833
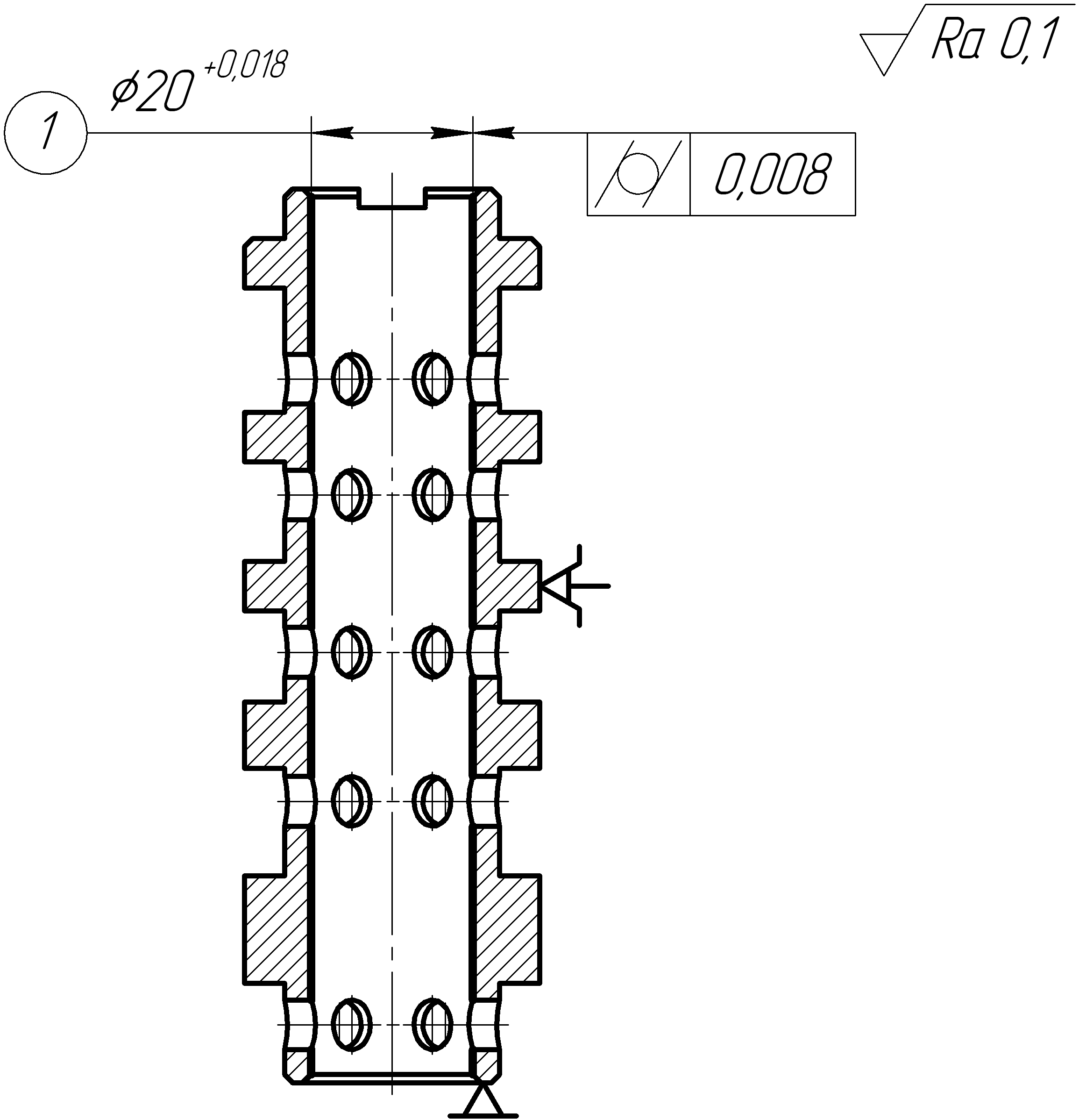
А.Установить и закрепить заготовку.
1.Хонинговать отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 5.
-
1
2
3
085
Вертикально – хонинговальная
3А833
А.Установить и закрепить заготовку.
1.Хонинговать отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
090
Моечная
095
Контрольная
Принятую в данном варианте технологического процесса общую последовательность обработки следует считать логически целесообразной, так как при этом соблюдаются принципы постепенности формирования свойств обрабатываемой детали.
В технологическом процессе применяются как стандартные, так и специальные режущие инструменты, а также твёрдосплавные режущие материалы и абразивные круги. Режимы резания достаточно высокие. Обработка ведётся с применением СОЖ, что позволяет вести её с высокими скоростями резания и сохранением оптимальных периодов стойкости инструмента.
В технологическом процессе применены как универсальные измерительные инструменты (стандартные и специальные), так и быстродействующие.
При лезвийной обработке целесообразно применять подачу СОЖ под давлением. Давление жидкости способствует удалению частиц стружки и металла из зоны обработки. При шлифовании: целесообразно использовать подачу СОЖ поливом – наиболее простой и распространенный способ. Расход СОЖ при работе со скоростями 35 м/с должен быть не менее 8-10 л/мин на 10 мм длины контакта, при круглом шлифовании. Давление СОЖ 0,02 – 0,03 МПа.
Все режимы резания установлены в результате расчётно-аналитического метода. Полученные режимы резания полностью соответствуют прогрессивным, а недостатка в специальных приспособлениях не существует. Всё это даёт необходимую чистоту и качество обработки.
Организацию труда рабочих поставлена на высокий уровень благодаря вспомогательному процессу, т.е. рабочие обеспечены мерительным, режущим инструментом, вспомогательной технологической оснасткой. Также разряды рабочих задействованных в технологическом процессе установлены нормами.
С учётом рассчитанного типа производства, а также с учётом изменения заготовки вносим в заводской маршрут обработки следующие изменения:
1.Заготовку по заводскому варианту, получаемую из горячекатаного проката обычной точности по ГОСТ 2590-88, заменить заготовкой, предложенной мною, получаемую из холоднотянутого калиброванного проката по ГОСТ 7417-75.
2. Операции 005 и 010 Токарно – винторезные, выполняемые на станке модели 16К20, объединить и заменить операцией 005 Фрезерно-центровальной, выполняемой на станке модели МР-77.
3.Операции 040 и 045 Токарно – винторезные, выполняемые на станке модели 16К20, объединить и заменить операцией 040 Токарная с ЧПУ, выполняемой на станке модели 16К20Ф3.
Данные мероприятия позволят уменьшить трудоёмкость изготовления детали за счёт увеличения режимов резания, снижения вспомогательного времени, а следовательно уменьшится необходимое количество станков, производственна площадь участка. Уменьшится количество рабочих, т.к. появится возможность многостаночного облуживания. Снизятся затраты на электроэнергию, затраты на заработную плату. Улучшится качество изготавливаемой продукции, культура производства.
Таблица 6 - Предлагаемый технологический маршрут обработки детали № 7548-1712426 – Гильза диапазонных фрикционов.
-
№ и наименование операции, модель оборудования
Эскиз операционный
Содержание операции
1
2
3
005
Фрезерно-центровальная
МР-77
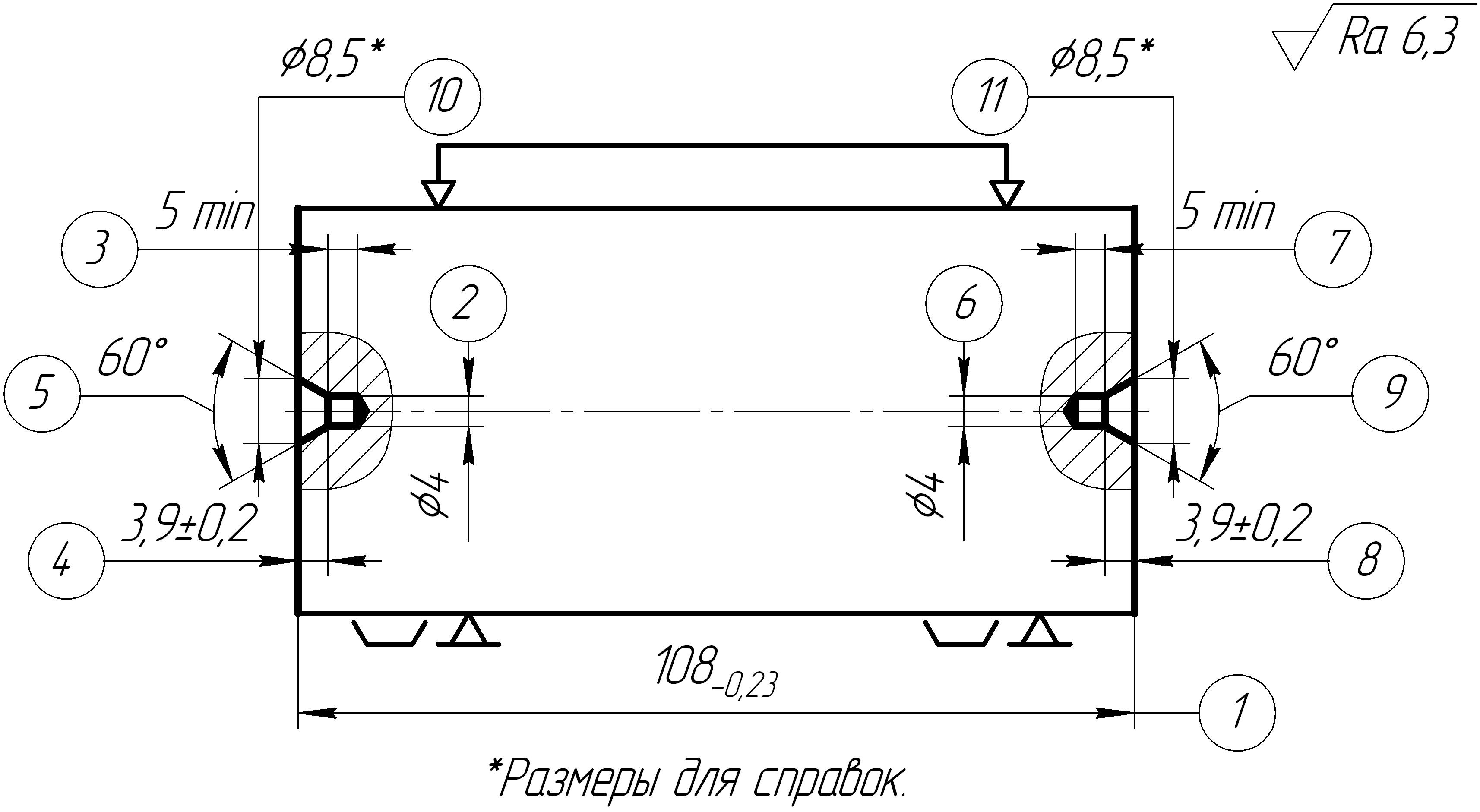
А.Установить и закрепить заготовку.
1.Фрезеровать два торца, выдерживая размер 1;
2.Сверлить два отверстия, выдерживая размеры 2,3,4,
5,6,7,8,9,10,11;
Б.Открепить и снять заготовку.
Продолжение таблицы 6.
-
1
2
3
010
Токарно-винторезная
16К20
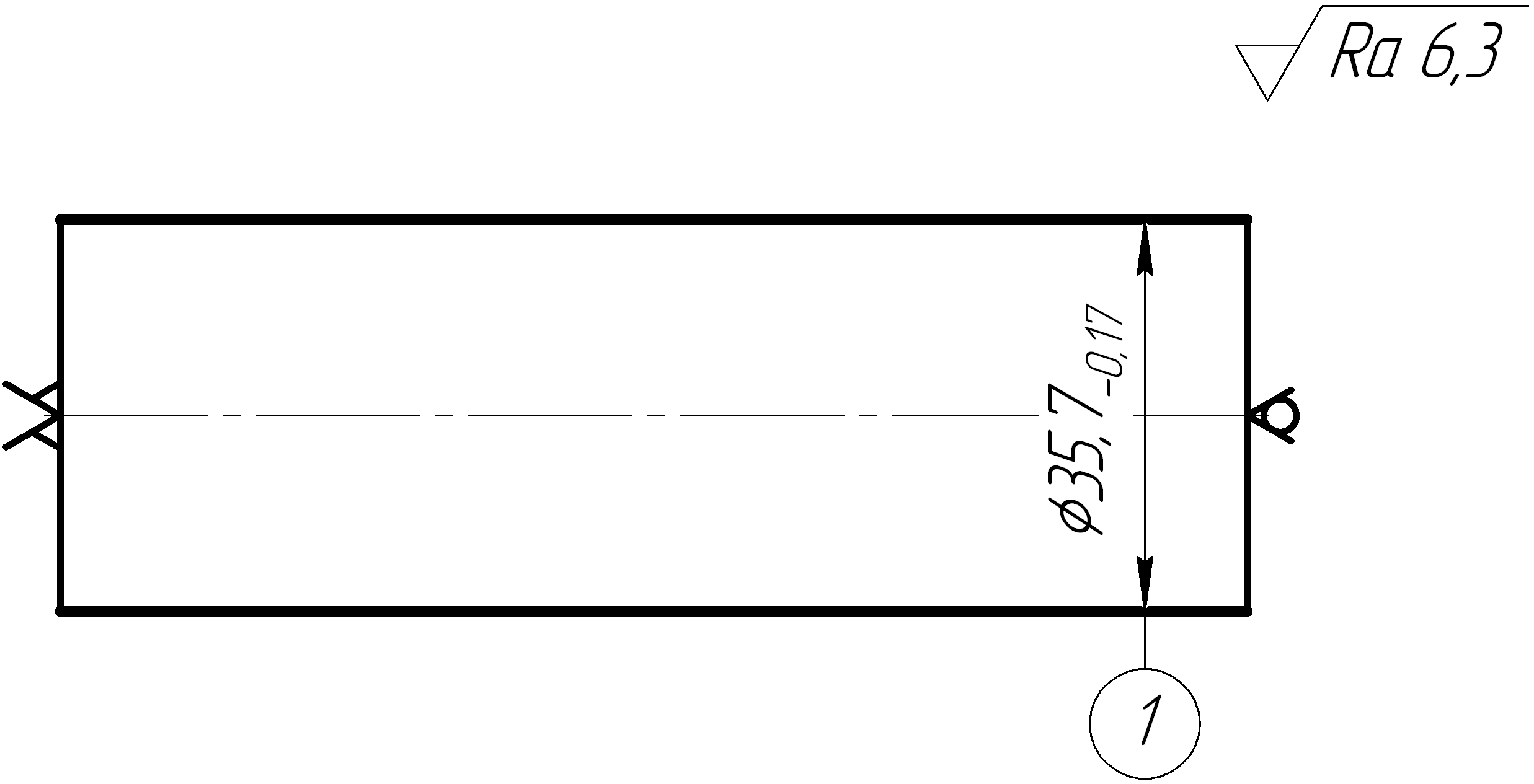
А.Установить и закрепить заготовку.
1.Точить поверхность, выдерживая размер 1;
Б.Открепить и снять заготовку.
015
Токарно-винторезная
16К20
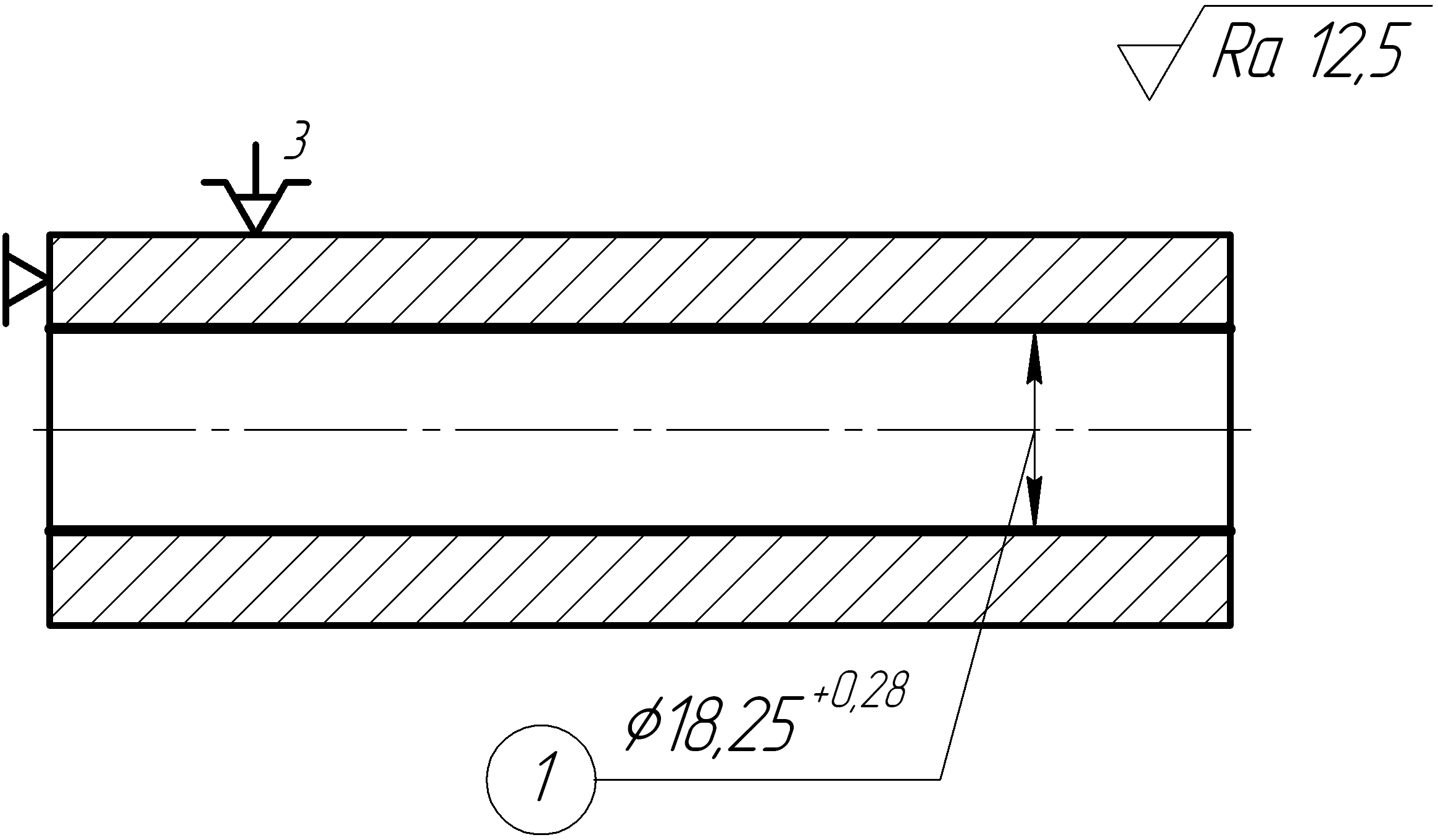
А.Установить и закрепить заготовку.
1.Сверлить отверстие, выдерживая размер 1;
Б.Открепить и снять заготовку.
Продолжение таблицы 6.
-
1
2
3
020
Токарно-винторезная
16К20
А.Установить и закрепить заготовку.
1.Расточить отверстие, выдерживая размер 1;
Б.Открепить и снять заготовку.
Продолжение таблицы 6.
-
1
2
3
025
Токарно-винторезная
16К20
А.Установить и закрепить заготовку.
1.Расточить фаску, выдерживая размер 1;
Б.Открепить и переустановить заготовку;
1.Расточить фаску, выдерживая размер 2;
В.Открепить и снять заготовку.
Продолжение таблицы 6.
-
1
2
3
030
Горизонтально–фрезерная
6Р82
А.Установить и закрепить заготовку.
1.Фрезеровать паз, выдерживая размеры 1,2;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
035
Токарная с ЧПУ,
16К20Ф3
А.Установить и закрепить заготовку.
1.Точить последовательно канавки 2,4,5,6,7,9;
2.Точить фаски 1,3,8,10;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
040
Вертикально – сверлильная
2Н135
А.Установить и закрепить заготовку.
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,2;
Б.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,3;
В.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,4;
Г.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,5;
Д.Открепить и переустановить заготовку;
1.Сверлить последовательно 6-ть отверстий, выдерживая размеры 1,6;
Е.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
045
Слесарная
050
Контрольная
055
Термическая
060
Внутришлифо-вальная
3А227
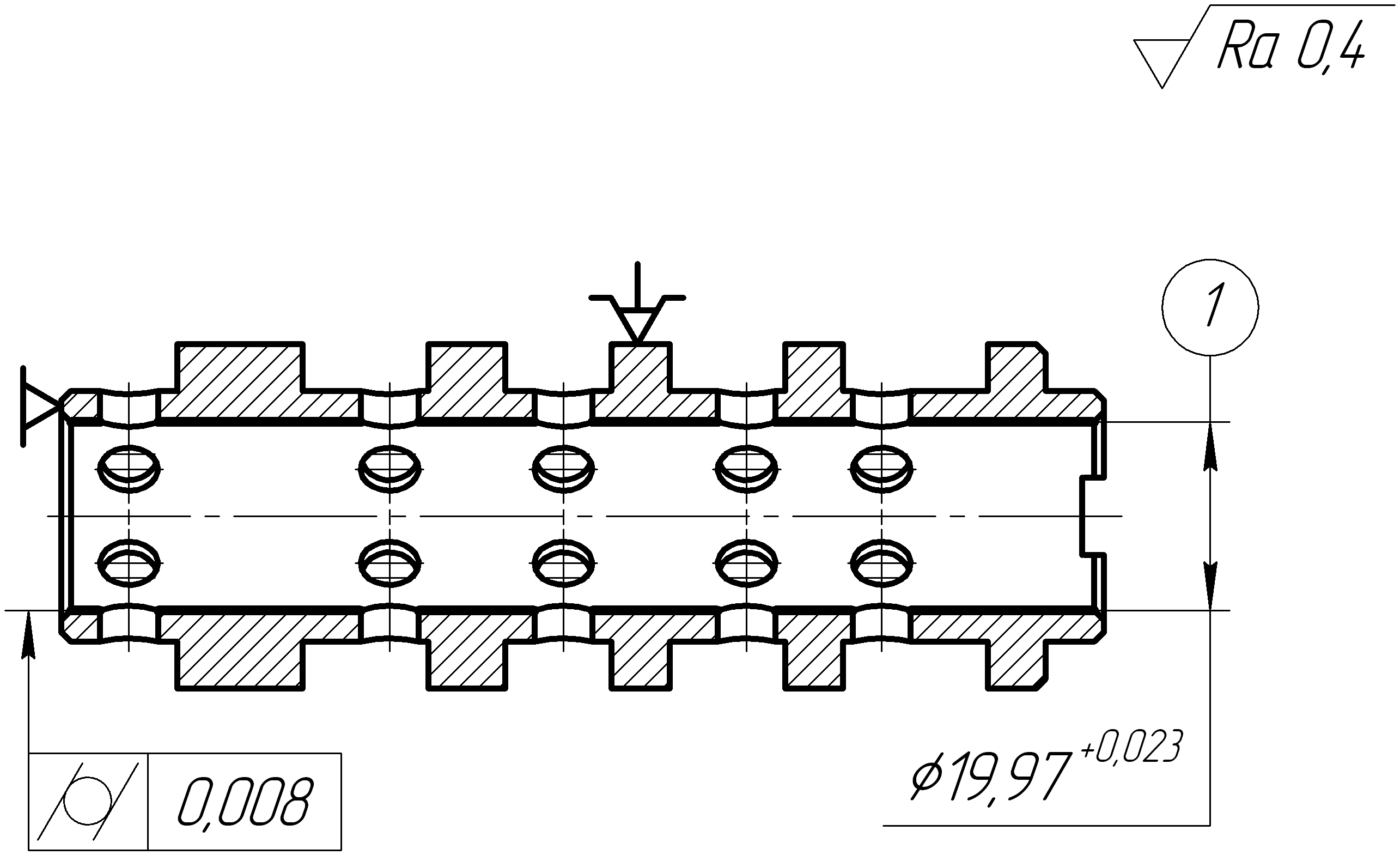
А.Установить и закрепить заготовку.
1.Шлифовать отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
065
Круглошлифо-вальная
3Б151

А.Установить и закрепить заготовку.
1.Шлифовать поверхность, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
070
Вертикально – хонинговальная
3А833
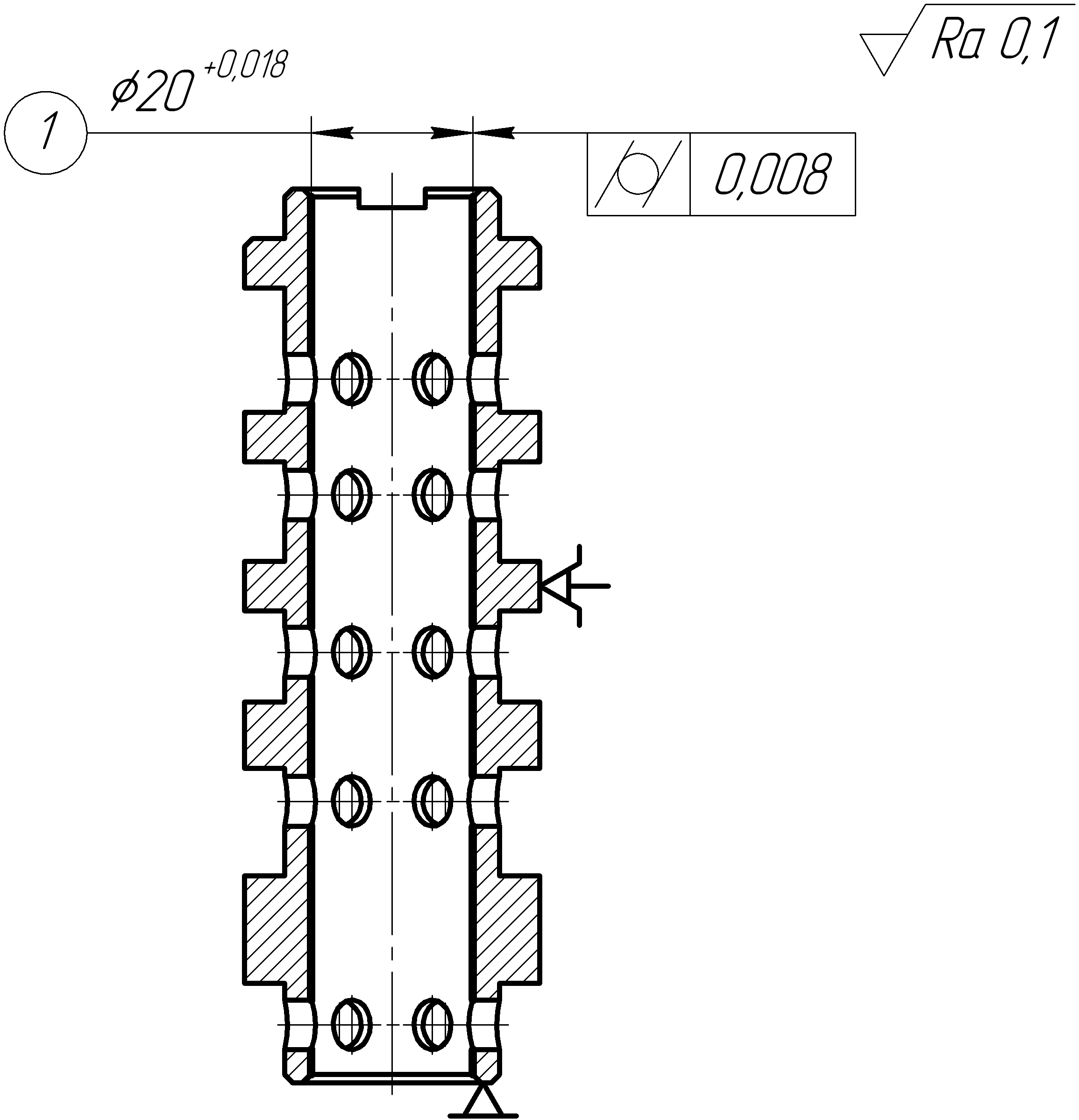
А.Установить и закрепить заготовку.
1.Хонинговать отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
075
Вертикально – хонинговальная
3А833
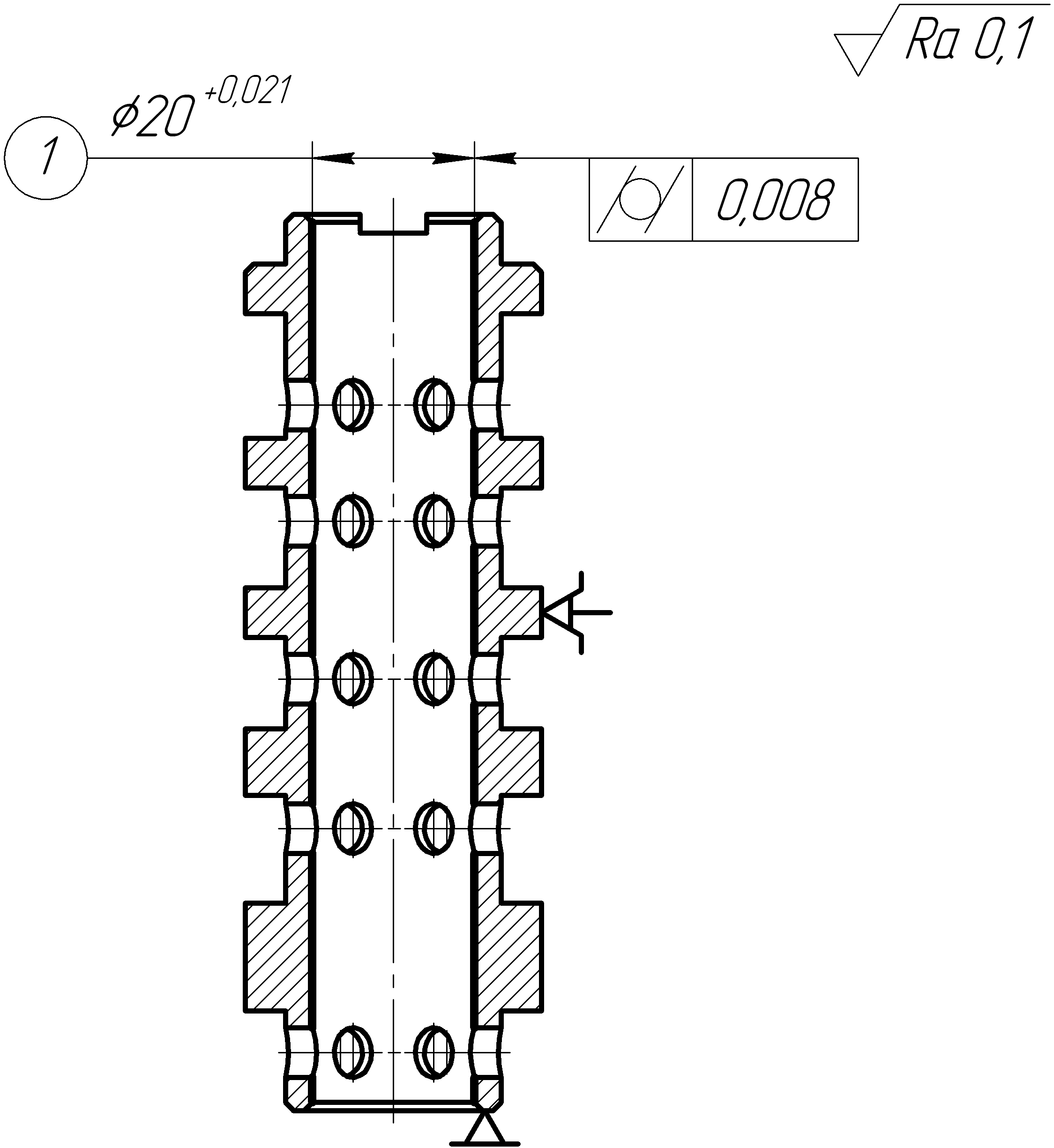
А.Установить и закрепить заготовку.
1.Хонинговать отверстие, выдерживая размер 1;
Б.Открепить и снять деталь.
Продолжение таблицы 6.
-
1
2
3
080
Моечная
085
Контрольная
Таблица 7 - Выбор режущего, вспомогательного и измерительного инструмента.
-
№ и наименование операции
Модель оборудования
Приспособление
Режущий
инструмент
Вспомогательный инструмент
Измерительный инструмент
1
2
3
4
5
6
005
Фрезерно-центровальная
МР-77
Винтовые рычажные тиски
7200-0151
МН 5790-65
Фреза
2210-0085, Т15К6
ГОСТ 9304-69
Фреза
2210-0086, Т15К6
ГОСТ 9304-69
Сверло (2 шт)
2317-0007, Р6М5
ГОСТ 14952-75
Патрон (2 шт)
6156-0011
МН1192-65
Оправка (2 шт)
6220-0253
ГОСТ 13042-83
Штангенциркуль
ШЦ-II-250-0,05
ГОСТ 166-89
Штангенциркуль
ШЦ-I-125-0,1-2
ГОСТ 166-89
010
Токарно-винторезная
16К20
Центр
7162-6004
Центр
А-1-5-Н
ГОСТ 8742-75
Резец
2102-0055, Т15К6
ГОСТ 18877-73
Микрометр
МК 50-1
ГОСТ 6507-90
015
Токарно-винторезная
16К20
Патрон
7100-0011
ГОСТ 2675-80
Сверло
2301-0062, Р6М5
ГОСТ 10903-77
Втулка переходная
6100 – 0225
ГОСТ 13598 – 85
Штангенциркуль
ШЦ-II-250-0,05
ГОСТ 166-89
020
Токарно-винторезная
16К20
Патрон
7100-0011
ГОСТ 2675-80
Резец
2140-0002, Т15К6
ГОСТ 18882-73
Нутромер индикаторный
НИ 18-50
ГОСТ 868-82
Кольцо
8125-6007
Продолжение таблицы 7.
-
1
2
3
4
5
6
025
Токарно-винторезная
16К20
Патрон
7100-0011
ГОСТ 2675-80
Резец
2140-0004, Т15К6
ГОСТ 18882-73
030
Горизонтально – фрезерная
6Р82
Приспособление
7222-6016
Фреза
2240-0207, Р6М5
ГОСТ 3755-78
Оправка
6225-0146
ГОСТ 15067-75
Штангенциркуль
ШЦ-I-125-0,1-2
ГОСТ 166-89
035
Токарная с ЧПУ
16К20Ф3
Центр
7162-6004
Центр
А-1-5-Н
ГОСТ 8742-75
Резец Т15К6
035-2126-1185
Т15К6
ОСТ 2И10-7-84
Резцедержатель
191711006
ТУ 2-024-5539-81
Штангенциркуль
ШЦ-II-160-0,05-1
ГОСТ 166-89
Скоба
8113-0118
ГОСТ 16776-71
040
Вертикально – сверлильная
2Н135
Кондуктор
7370-0138
Сверло
2301-0001, Р6М5
ГОСТ 10903-77
Втулка переходная
6100–0221
ГОСТ 13598 – 85
Штангенциркуль
ШЦ-II-160-0,05-1
ГОСТ 166-89
Пробка
8133-0183
ГОСТ 16779-71
045
Контрольная
Стол ТК
Штангенрейсмас
ШР 160-0,05
ГОСТ 164-90
Плита
1-2-1600×1000
ГОСТ 10905-86
Продолжение таблицы 7.
-
1
2
3
4
5
6
Штангенциркуль
ШЦ-I-125-0,1-2
ГОСТ 166-89
Штангенциркуль
ШЦ-II-160-0,05-1
ГОСТ 166-89
Скоба
8113-0118
ГОСТ 16776-71
Пробка
8133-0183
ГОСТ 16779-71
Нутромер индикаторный
НИ 18-50
ГОСТ 868-82
Кольцо
8125-6007
Микрометр
МК 50-1
ГОСТ 6507-90
050
Термическая
055
Внутришлифо-вальная
3А227
Патрон
7100-0007
ГОСТ 2675-80
Круг
1 16×40×6
24А16НС25К1клА35м/с
ГОСТ 2424-83
Оправка при станке
Нутромер индикаторный
НИ 18-50
ГОСТ 868-82
Продолжение таблицы 7.
-
1
2
3
4
5
6
Кольцо
8125-6007
Профилометр
Мод.253
ГОСТ 19300-86
060
Круглошлифо-вальная
3Б151
Оправка конусная
7110-6009
ГОСТ 16211-70
Центр (2 шт)
7032-0029
ГОСТ 13214-79
Хомутик
7107-0063
ГОСТ 16488-70
Круг
1 600×63×305 24А40СМ26К1клА35м/с
ГОСТ 2424-83
Фланец при станке
Скоба
8113-0127
ГОСТ 18362-73
Профилометр
Мод.253
ГОСТ 19300-86
065
Вертикально – хонинговальная
3А833
Патрон
7100-0011
ГОСТ 2675-80
Брусок алмазный
8×4×100×2×16
АС20 80/63 100 М 73
Колодка в сборе
6380-6010
Хонинговальная
головка
6380-6001
Патрон
6389-6011
Нутромер индикаторный
НИ 18-50
ГОСТ 868-82
Кольцо
8125-6007
Профилометр
Мод.253
ГОСТ 19300-86
070
Вертикально – хонинговальная
3А833
Патрон
7100-0011
ГОСТ 2675-80
Брусок алмазный
4×4×50×2×10
АСМ 14/10 100 М 73
Хонинговальная
головка
6380-6001
Нутромер индикаторный
НИ 18-50
ГОСТ 868-82
Продолжение таблицы 7.
-
1
2
3
4
5
6
Колодка в сборе
6380-6010
Патрон
6389-6011
Кольцо
8125-6007
Профилометр
Мод.253
ГОСТ 19300-86
075
Моечная
080
Контрольная
Стол ТК
Профилометр
Мод.253
ГОСТ 19300-86
Скоба
8113-0127
ГОСТ 16776-71
Нутромер индикаторный
НИ 18-50
ГОСТ 868-82
Кольцо
8125-6007