

3.2 Выбор заготовки
В качестве
заготовки по заводскому варианту
используется горячекатаный прокат
обычной точности по ГОСТ 2590-88. Круг
![]()
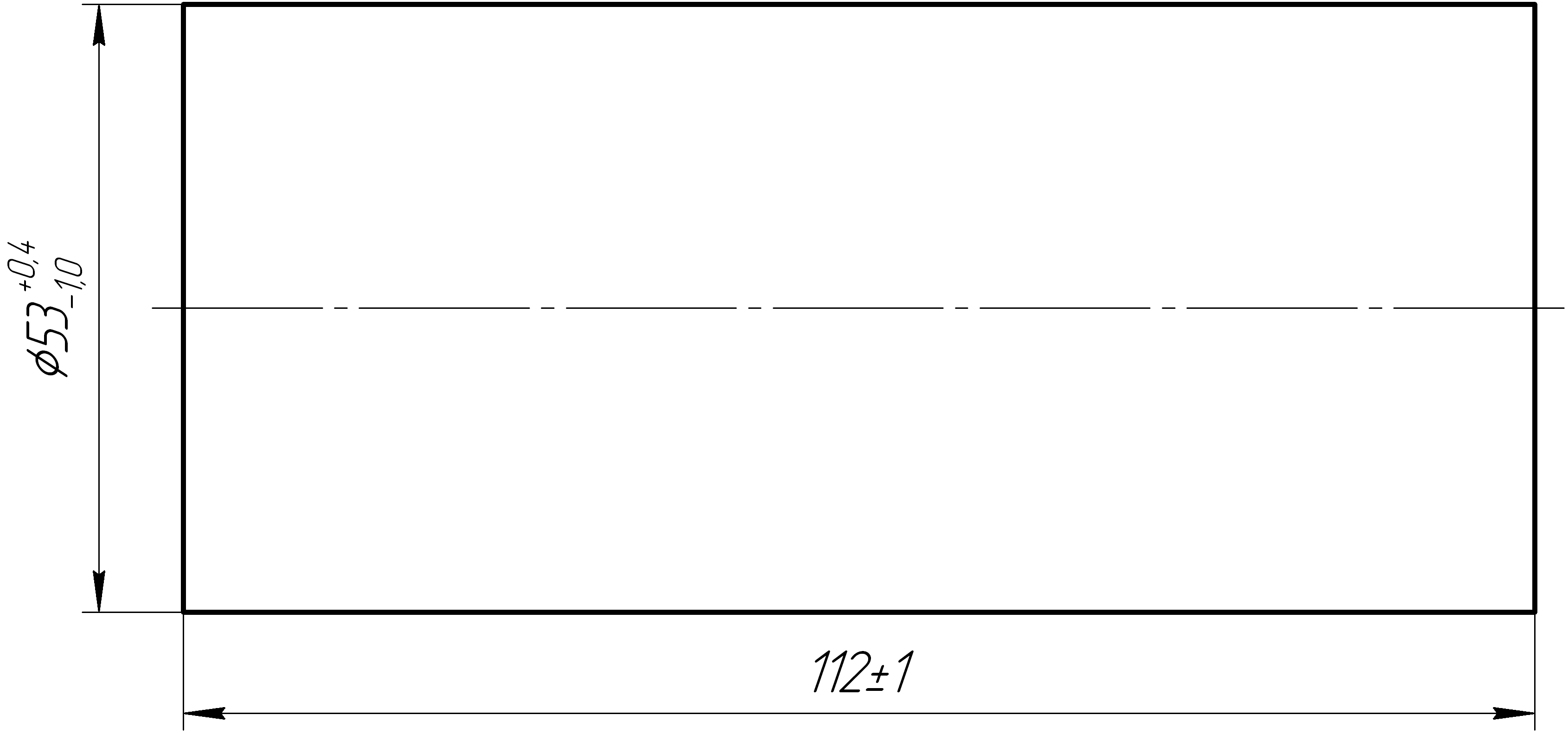
Рисунок – Эскиз заготовки
Определяем стоимость заводского варианта заготовки:
![]()
[ 2 ] с. 30
где М – затраты на материал заготовки;
∑Со.з. – технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки.
![]() ,
,
[ 2 ] с. 30
где Сп.з. – приведённые затраты на рабочем месте;
Тшт. = 1,14 мин – штучное или штучно – калькуляционное время выполнения заготовительной операции (по заводским данным – резка дисковой пилой).
![]() руб.
руб.
![]() ,
,
[ 2 ] с. 30
где Q = 1,94 кг – масса заготовки;
S = 0,161 руб – цена одного килограмма материала заготовки;
[ 2 ] с.31, т.2.6
q = 0,19 кг – масса готовой детали;
Sотх = 25 руб. – цена одной тонны отходов. [ 2 ] с.32, т.2.7
![]() руб;
руб;
![]() руб.
руб.
Определяем коэффициент использования материала:
![]()
Проанализировав существующий метод получения заготовки, я предлагаю использовать в качестве заготовки трубу горячедеформированную бесшовную.
Проектируем заготовку.
Исходные данные:
Масса детали – 0,19 кг;
Материал детали – сталь 20Х ГОСТ 4543-71.
Определяем наружный диаметр трубы.
Технологический маршрут обработки данной поверхности:
- точение черновое;
- точение чистовое;
- шлифование предварительное;
- шлифование окончательное.
Припуск на точение черновое – 4,5 мм.
Припуск на точение чистовое – 1,5 мм.
Припуск на шлифование предварительное – 0,5 мм.
Припуск на шлифование окончательное – 0,5 мм.
[ 10 ] с. 41, т.3,13
Определяем промежуточные размеры обрабатываемой поверхности согласно маршрутному технологическому процессу:
На шлифование предварительное:
![]() мм.
мм.
На точение чистовое:
![]() мм.
мм.
На точение черновое:
![]() мм.
мм.
Расчётный размер заготовки:
![]() мм.
мм.
Определяем внутренний диаметр трубы.
Технологический маршрут обработки данной поверхности:
- растачивание черновое;
- шлифование однократное;
- хонингование предварительное;
- хонингование окончательное.
Припуск на растачивание черновое – 4,5 мм.
Припуск на шлифование однократное – 0,5 мм.
Припуск на хонингование предварительное – 0,1 мм.
Припуск на хонингование окончательное – 0,05 мм.
[ 10 ] с. 41, т.3,13
Определяем промежуточные размеры обрабатываемой поверхности согласно маршрутному технологическому процессу:
На шлифование окончательное:
![]() мм.
мм.
На шлифование однократное:
![]() мм.
мм.
На растачивание черновое:
![]() мм.
мм.
Расчётный размер заготовки:
![]() мм.
мм.
Определяем толщину стенки трубы.
![]() мм.
мм.
По ГОСТ 8732-78 горячедеформированной бесшовной трубы с наружным диаметром 42 мм и толщиной стенки 13,575 мм не существует.
По ГОСТ 8734-75 холоднодеформированной бесшовной трубы с наружным диаметром 42 мм и толщиной стенки 13,575 мм не существует.
В качестве заготовки я предлагаю использовать заготовку из проката калиброванного холоднотянутого по ГОСТ 7417-75 точность по 12 квалитету.
Проектируем заготовку.
Исходные данные:
Масса детали – 0,19 кг;
Материал детали – сталь 20Х ГОСТ 4543-71.
Согласно
точности и шероховатости поверхностей
обрабатываемой детали определяем
промежуточные припуски. За основу
расчёта промежуточных припусков
принимаем наружный диаметр детали Ø35![]() мм.
мм.
Технологический маршрут обработки данной поверхности:
- точение чистовое;
- термическая обработка;
- шлифование предварительное;
- шлифование окончательное.
Припуск на точение чистовое – 1,5 мм.
Припуск на шлифование предварительное – 0,3 мм.
Припуск на шлифование окончательное – 0,2 мм.
[ 10 ] с. 41, т.3,13
Определяем промежуточные размеры обрабатываемой поверхности согласно маршрутному технологическому процессу:
На шлифование предварительное:
![]() мм.
мм.
На точение чистовое:
![]() мм.
мм.
Расчётный размер заготовки:
![]() мм.
мм.
По ГОСТ 7417-75
принимаем прокат, калиброванный
холоднотянутый Ø37-0,17
мм. Круг
![]()
Припуск на подрезание торцевых поверхностей – 0,7 мм.
[ 10 ] с. 40, т.3,12
![]() мм.
мм.
Принимаем длину
заготовки
![]() мм.
мм.
Объём заготовки:
![]() мм3.
мм3.
Масса спроектированной заготовки:
![]() кг.
кг.
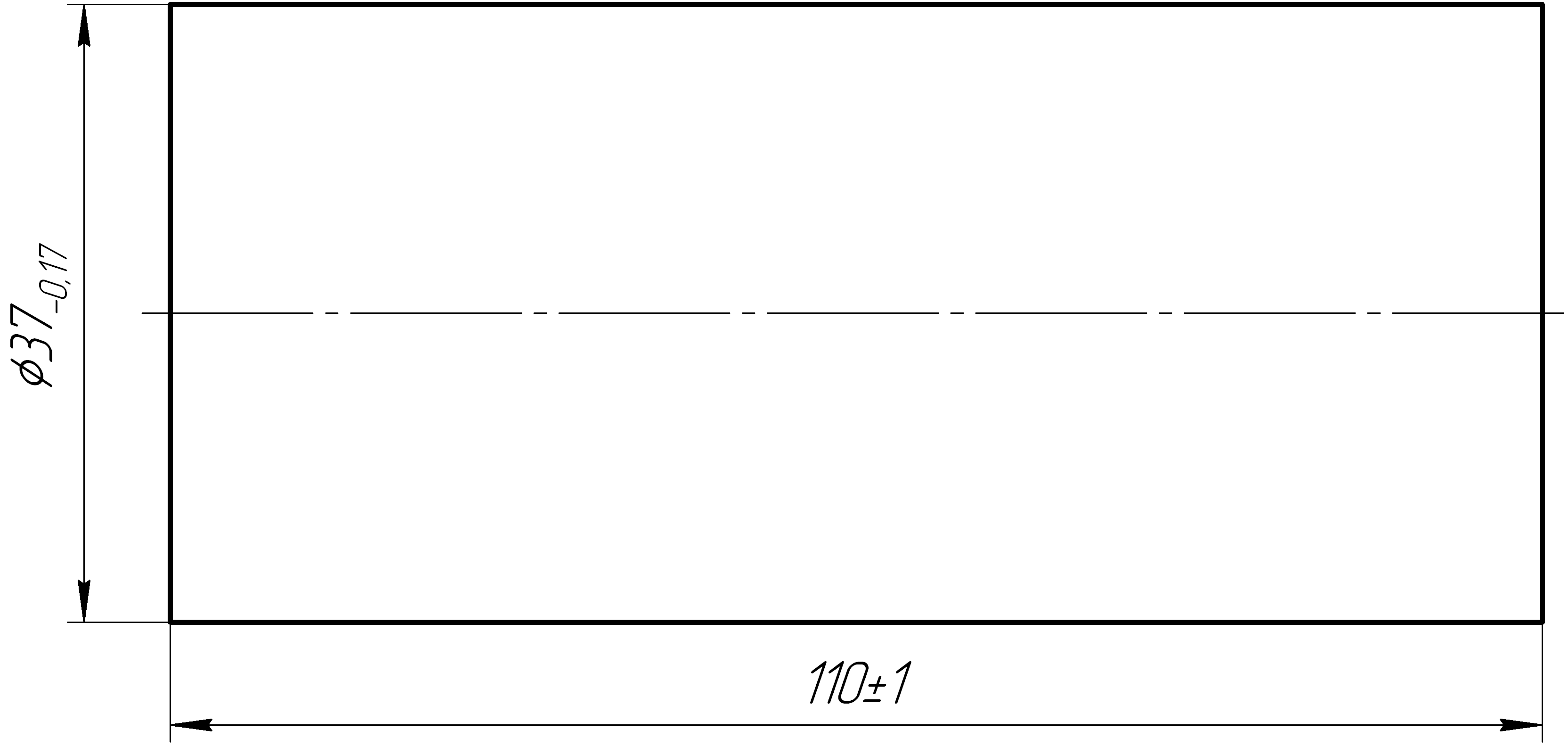
Рисунок – Эскиз заготовки
Определяем стоимость спроектированного варианта заготовки:
![]()
[ 2 ] с. 30
где М – затраты на материал заготовки;
∑Со.з. – технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки.
![]() ,
,
[ 2 ] с. 30
где Сп.з. – приведённые затраты на рабочем месте;
Тшт. – штучное или штучно – калькуляционное время выполнения заготовительной операции.
![]()
[ 2 ] с. 147
где То – основное время на заготовительной операции;
φк = 2,14 – поправочный коэффициент, зависящий от типа производства.
[ 2 ] с. 147
![]()
[ 2 ] с. 146
![]() мин.
мин.
![]() мин.
мин.
![]() руб.
руб.
![]() ,
,
[ 2 ] с. 30
где Q = 0,93 кг – масса заготовки;
S = 0,211 руб – цена одного килограмма материала заготовки;
[ 2 ] с.32, т.2.6
q = 0,19 кг – масса готовой детали;
Sотх = 25 руб. – цена одной тонны отходов. [ 2 ] с.32, т.2.7
![]() руб;
руб;
![]() руб.
руб.
Определяем коэффициент использования материала:
![]()
Определяем экономический эффект от замены заготовки:
![]() ,
,
[ 2 ] с. 39
![]() руб.
руб.
Таким образом, вследствие замены заготовки предприятие получит прибыль в размере 356 рублей в год. Поэтому целесообразней использовать предложенный мною вариант получения заготовки, а именно холоднотянутый калиброванный прокат обычной точности по ГОСТ 7417-75.