

3.5 Определение припусков
Исходные данные:
Материал – Сталь 20Х ГОСТ 4543-71.
Масса детали – 0,19 кг.
Масса заготовки – 0,93 кг.
Так как, в
качестве заготовки используется прокат,
то расчет припусков производим по
наибольшей обрабатываемой наружной
поверхности, а именно по поверхности 2
- Ø35![]() мм.
мм.
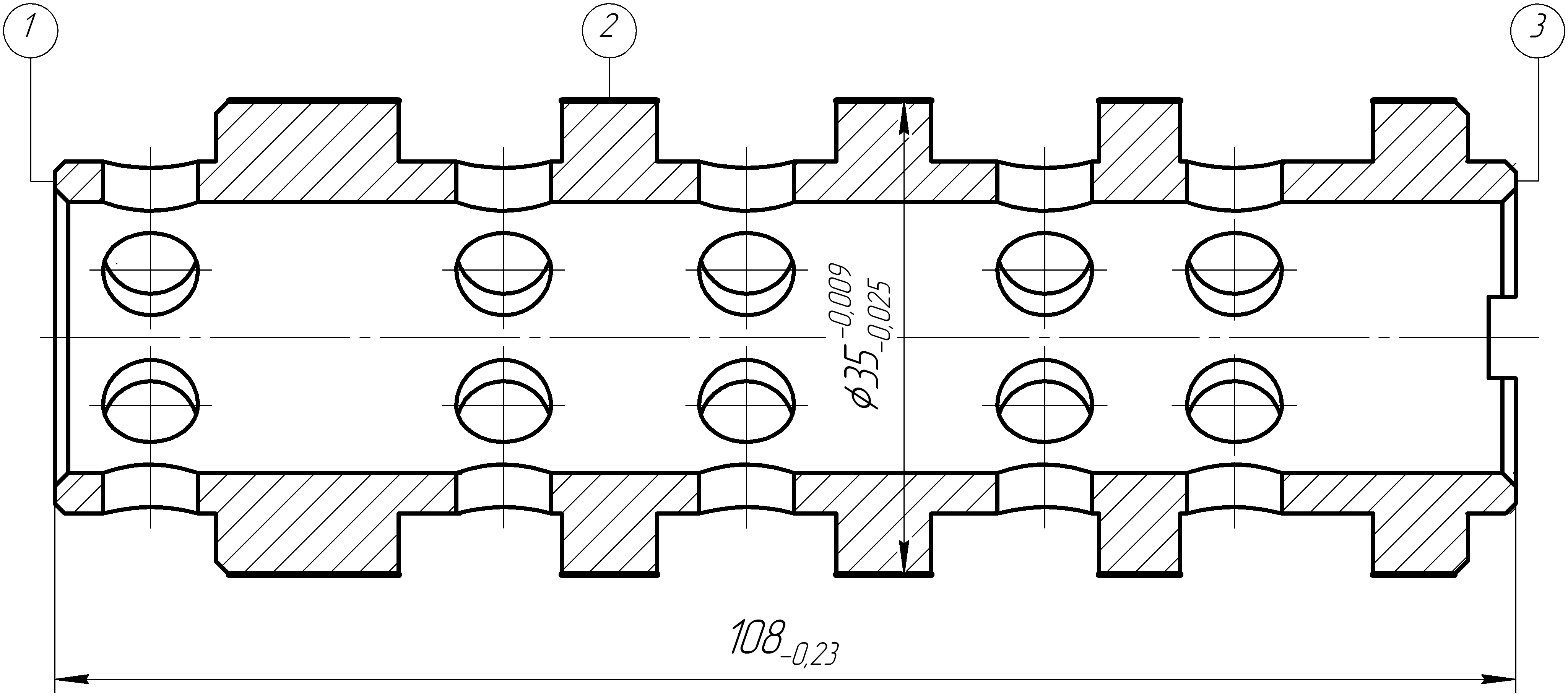
Рисунок – Эскиз детали
Таблица 9 - Расчёт
припусков и предельных размеров по
технологическим переходам на обработку
поверхности Ø35![]() мм.
мм.
|
Технологические переходы обработки поверхности
Ø35
|
Элементы припуска, мм. |
Расчётный припуск, 2Zmin |
Расчётный размер, dp мм. |
Допуск δ, мм |
Предельные размеры, мм |
Предельные значения припусков, мм | |||||
|
Rz |
Т |
ρ |
Е |
dmin |
dmax |
np 2Zmin |
np 2Zmax | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1.Заготовка |
0,06 |
0,06 |
0,256 |
- |
- |
35,869 |
0,17 |
35,87 |
36,04 |
- |
- |
Продолжение таблицы 9.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
2.Точение однократное
|
0,03 |
0,03 |
0,011 |
0 |
0,752 |
35,117 |
0,17 |
35,12 |
35,29 |
0,75 |
0,75 |
|
3. Шлифование однократное |
0,005 |
0,015 |
0,005 |
0 |
0,142 |
34,975 |
0,016 |
34,975 |
34,991 |
0,145 |
0,299 |
Маршрут обработки поверхности:
1.Заготовка Ø37-0,17 мм.
2.Точение однократное Ø35,7-0,17 мм.
3.Шлифование
однократное Ø35![]() мм.
мм.
Определяем допуск:
1.Заготовка
![]() мм – 12 квалитет.
мм – 12 квалитет.
2.Точение однократное
![]() мм – 11 квалитет;
мм – 11 квалитет;
3.Шлифование
однократное
![]() мм – 6 квалитет.
мм – 6 квалитет.
Определяем параметры Rz, T, ρ, Ε.
1.Заготовка.
T1 = 60 мкм = 0,06 мм;
Rz1 = 60 мкм = 0,06 мм. [ 2 ] с.63, т.4.3
![]() ,
,
![]() ,
при
,
при
![]() мм. [ 2 ] с.68,
т.4.7
мм. [ 2 ] с.68,
т.4.7
где ΔК – удельная кривизна заготовок
![]() 1 мкм/мм = 0,001 мм/мм.
[ 2 ] с.71,
т.4.8
1 мкм/мм = 0,001 мм/мм.
[ 2 ] с.71,
т.4.8
![]() мм = 54 мкм.
мм = 54 мкм.
![]() мм.
мм.
![]() мм
= 256 мкм.
мм
= 256 мкм.
Е -
2.Точение однократное.
T2 = 30 мкм = 0,03 мм;
Rz2 = 30 мкм = 0,03 мм. [ 2 ] с.64, т.4.5
![]() ,
[ 2 ] с.73
,
[ 2 ] с.73
где Ку – коэффициент уточнения формы
Ку2 = 0,04. [ 2 ] с.73
![]() мм = 11 мкм.
мм = 11 мкм.
Погрешность установки:
![]()
![]() ,
Еб
= 0, Ез
= 0, т.к. базирование в центрах.
,
Еб
= 0, Ез
= 0, т.к. базирование в центрах.
Е2 = 0.
3.Шлифование однократное.
T3 = 15 мкм = 0,015 мм;
Rz3 = 5 мкм = 0,005 мм. [ 2 ] с.64, т.4.5
![]() .
.
Ку3 = 0,02. [ 2 ] с.77
![]() мм = 5 мкм.
мм = 5 мкм.
Погрешность установки:
![]()
![]() ,
Еб
= 0, Е3
= 0, т.к. базирование в центрах.
,
Еб
= 0, Е3
= 0, т.к. базирование в центрах.
Е3 = 0.
Определяем минимальные расчётные припуски:
![]()
![]() мм;
мм;
![]() мм.
мм.
Определяем расчётные размеры:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем минимальные размеры:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем максимальные размеры:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем предельные минимальные припуски:
![]() мм;
мм;
![]() мм.
мм.
Определяем предельные максимальные припуски:
![]() мм;
мм;
![]() мм.
мм.
Определяем общие минимальные и максимальные припуски:
![]()
![]() мм.
мм.
![]()
![]() мм.
мм.
Определяем номинальный припуск и диаметр заготовки:
![]()
![]()
где Нзаг. – нижнее отклонение заготовки;
Ндет. – нижнее отклонение детали.
![]() мм;
мм;
![]() мм.
мм.
Выполняем проверку произведенных расчетов:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Таблица 10 - Припуски и допуски на обрабатываемые поверхности детали.
|
Поверхности |
Размер, мм. |
Припуск, мм. |
Допуск, мм. | |
|
Табличный |
Аналитический | |||
|
1,3
2
|
108-0.23
Ø35
|
2×1
2×1
|
-
1,04
|
2
0,17 |
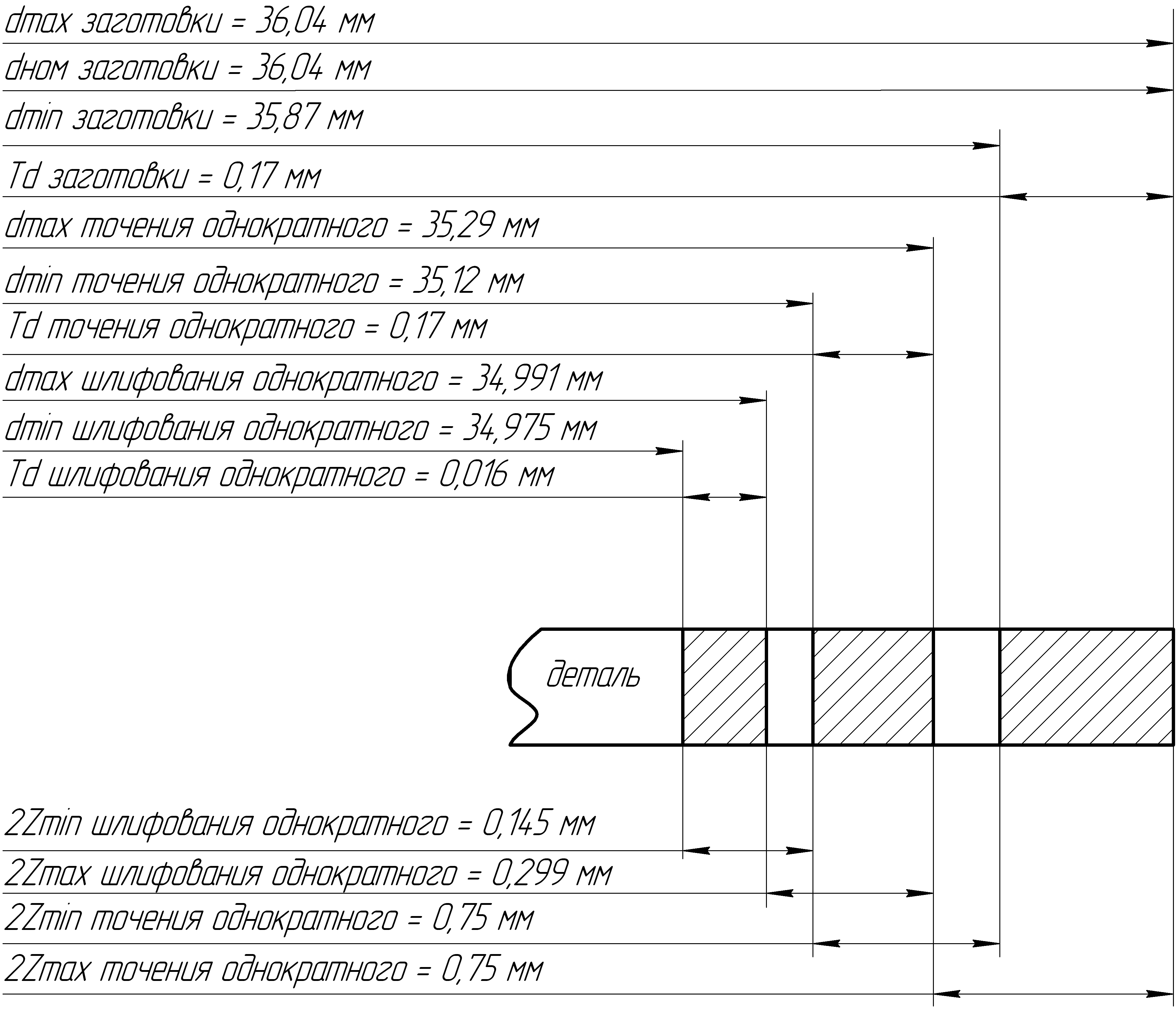
Рисунок –
Графическое расположение припусков и
допусков, назначенных на поверхность
Ø35![]() мм.
мм.