

Лекц Т К М 2014г
.pdfприкипания стали стенки предварительно подогретой до 80 – 100°С изложницы покрывают смазкой из каменноугольной смолы или графита.
Способы разливки стали. Существуют три способа разливки стали: 1) сверху; 2) снизу; 3) непрерывная.
При разливке сверху разливочный ковш транспортируется электромостовым краном к подготовленным под заливку изложницам и останавливается над каждой из них. Изложницы, открытые снизу, устанавливаются перед заливкой на толстые чугунные плиты-поддоны и по периметру обмазываются огнеупорным материалом. После установки разливочного ковша над изложницей открывается стопорное устройство, и струя жидкого металла заполняет изложницу.
При разливке снизу (сифонный способ) изложницы устанавливаются на специальные керамические плиты (сифонный кирпич), соединенные между собой шамотными трубами. Эти плиты имеют внутри каналы, объединяющие их в единую литниковую систему. Через один общий литник можно отливать одновременно до 40 слитков. Такая схема разливки получила название «паук». Существуют и другие способы установки изложниц.
а б
Рис. 9.8 Разливка стали сверху (а) и снизу (б)
81
Отсутствие брызг при заполнении изложниц снизу позволяет получить более чистую поверхность слитка, но размывание металлом огнеупоров центрального литника и каналов сифонных кирпичей приводит к образованию большего количества неметаллических включений, чем при разливке сверху. Кроме этого, сифонная разливка имеет еще ряд недостатков: потеря металла в виде литниковой системы, более трудоемкая подготовка изложниц к заливке, однократное использование сифонного припаса (керамических плит, труб и др.) Однако, оценивая сравнительную экономичность обоих способов, следует иметь в виду, что дополнительные затраты на сифонную разливку полностью окупаются уменьшением стоимости зачистки поверхности слитков.
Некоторую особенность представляет получение слитков из кипящей стали, т. е. из стали, раскисление которой происходит в изложнице за счет взаимодействия углерода металла с растворенным в металле кислородом. Содержания FeO в такой стали достаточно для протекания реакции с образованием окиси углерода: FeO + C = Fe + CO.
Окись углерода, выделяющаяся в виде пузырей, создает впечатление кипения металла в изложнице. Одновременно с СО из стали выделяются N2 и Н2, растворимость которых в жидком металле при понижении температуры уменьшается. Таким образом получают малоуглеродистую сталь с содержанием С от 0,05 до 0,25%. Слиток кипящей стали имеет малую усадочную раковину, но значительное количество пузырей.
При заполнении изложницы кипящей сталью необходимо в определенный момент прекратить выделение окиси углерода, так как в противном случае объем металла будет увеличиваться и над слитком образуется «шапка». Чтобы закрыть газам выход из металла, Необходимо создать твердую корку в верхней части слитка. С этой целью после заполнения изложницы и некоторой выдержки на кипящую сталь накладывается чугунная плитка. Образующаяся при этом корка затвердевшей стали приводит к повышению давления внутри слитка и
82
прекращению выделения газов. Газовые пузыри, распределенные по объему слитка, завариваются при последующей прокатке.
Кипящую сталь обычно разливают сифонным способом. Наиболее прогрессивной является непрерывная разливка.
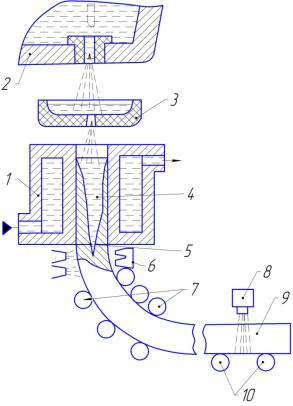
Рис.9.9 Непрерывная разливка стали
В установке для непрерывной разливки стали (УНРС) радиального типа (рис 9.9) жидкая сталь из ковша через промежуточное разливочное устройство поступает в кристаллизатор, нижнее отверстие которого перед заливкой закрыто затравкой – металлическим стержнем с сечением, соответствующим сечению кристаллизатора. Кристаллизатор представляет собой пустотелую сквозную изложницу, охлаждаемую проточной водой. Он может иметь квадратное или прямоугольное сечение заданных размеров. Металл при помощи паза в виде «ласточкина хвоста» сцепляется с затравкой и затвердевает у ее поверхности и у стенок кристаллизатора. По достижении поступающим из ковша металлом определенного уровня включаются тянущие валки, и затравка вместе с приварившимся к ней
83
слитком начинает вытягиваться из кристаллизатора. Слиток, имеющий еще жидкую сердцевину, проходит зону вторичного охлаждения, где обрызгивается водой и затвердевает по всему сечению. Под действием тянущих валков вытягиваемый из кристаллизатора слиток изгибается, а затем продолжает перемещаться по роликам горизонтально установленного рольганга. При помощи автогенного резака от слитка отрезается заготовка необходимой длины, которая передается на последующую операцию прокатки или транспортируется на склад.
При непрерывной разливке облегчаются условия труда, уменьшается площадь разливочного отделения, становится ненужным дорогостоящее оборудование разливочных пролетов (тележки, изложницы, сифонный припас и т. д.), обжимные прокатные стены, нагревательные колодцы и др. Но главное достоинство непрерывной разливки состоит в том, что отходы металла составляют 2 – 3% вместо 15 – 20% при получении слитков ранее рассмотренными способами. Потери металла здесь возникают только при разрезании слитка.
Разливка под вакуумом позволяет получить металл с минимальным содержанием кислорода, азота и водорода.
Сталь из разливочного ковша попадает в промежуточную воронку, выходное отверстие которой сообщено с камерой. Изложница устанавливается в камере, крышка герметически закрывается, и через патрубок производится отсос воздуха. Расплавленный металл, заполняющий воронку, создает своеобразный «гидравлический» затвор, изолирующий внутреннюю полость камеры от атмосферы и позволяющий поддерживать необходимый вакуум при заполнении изложницы струей металла. В начале разливки металл накапливается в воронке, для чего в ее нижней части вставляется алюминиевый лист такой толщины, чтобы за время расплавления этого листа в воронке успело накопиться необходимое количество жидкой стали. При этом способе вакуумирование стали происходит в падающей струе металла.
84
Более просто вакуумирование стали может быть осуществлено, если ковш с жидким металлом перед разливкой поместить в камеру, имеющую герметически закрывающуюся крышку. Соединив камеру с вакуумнасосом, из нее можно отсосать воздух и выделяющиеся из стали газы. В такой же камере можно установить изложницу и после заполнения ее сталью обработать вакуумом.
Пути уменьшения прибыльной части слитка. После заполнения изложницы сталью начинается кристаллизация – переход из жидкого в твердое состояние. При затвердевании сталь уменьшается в объеме приблизительно на 8%. При остывании в изложнице в первую очередь затвердевают наружные слои слитка, образуется корка, и в этом замкнутом объеме продолжается дальнейшая кристаллизация. Жидкий металл, находящийся внутри постепенно нарастающей корки, тоже охлаждается, объем его уменьшается, и под коркой образуется пустота – так называемая усадочная раковина.
Верхняя часть слитка, затвердевающая в последнюю очередь, содержащая усадочную раковину и питающая нижележащую часть слитка во время затвердевания и усадки, называется прибылью. Прибыль является дефектной частью слитка и идет в отход.
Глубина усадочной раковины зависит от формы слитка, способа разливки и скорости наполнения верхней части слитка. При сифонной разливке более горячий металл оказывается в нижней части слитка и застывает позднее, чем в верхней, поэтому усадочная раковина получается более глубокой, чем при разливке сверху, когда верхняя часть слитка питается более горячим металлом и застывает позже, чем нижняя.
Существует несколько способов сосредоточения усадочной раковины в самой верхней части слитка и ее уменьшения.
В изложнице, расширяющейся кверху, охлаждение большой массы металла, находящейся вверху, происходит медленнее; металл, стекая вниз, питает усадочную раковину, уменьшая ее.
85
Врезультате замедленного охлаждения сталь в надставке долго находится в жидком состоянии и, стекая вниз, питает усадочную раковину. Таким образом, не устраняя усадки, этот способ позволяет «вывести» усадочную раковину за пределы слитка и сосредоточить ее в надставке.
Для уменьшения усадочной раковины применяют обогрев прибыльной части слитка коксовым газом или электродугой.
При разливке сверху применяют замедление заливки к концу заполнения изложницы, при этом питание жидким металлом верхней части слитка продолжается дольше, что приводит к уменьшению усадочной раковины.
При разливке снизу применяют следующий способ: заполнив изложницу сталью, прекращают подачу металла в центровой литник, а после образования корки на слитке вновь открывают стопор ковша и подают в литник сталь. При такой разливке «с допрессовкой» слиток питается жидким металлом, поступающим в изложницы под ферростатическим давлением, определяемым высотой столба. Однако при этом способе возможно загрязнение донной части слитка остывшими и загрязненными порциями металла из сифонных путей.
Внастоящее время сталь разливается преимущественно в расширяющиеся кверху изложницы с прибыльными надставками.
Слиток кипящей стали в отличие от рассмотренных выше условий кристаллизации спокойной стали не имеет усадочной раковины; она скомпенсирована объемом многочисленных пузырей.
Строение стального слитка. При соприкосновении жидкой стали с относительно холодными стенками изложницы возникает корковый слой, состоящий из мелких неориентированных кристаллов. Изложница, разогреваясь, расширяется, а корковый слой, охлаждаясь, суживается. Поэтому между слитком и стенками изложницы образуется воздушная прослойка, плохо проводящая тепло, в результате чего скорость охлаждения жидкого металла уменьшается. Наступают условия для образования второй кристаллизационной зоны, состоящей из столбчатых
86
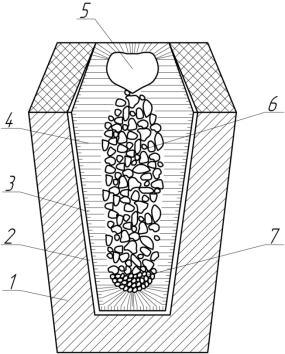
дендритов, растущих по направлению отвода тепла (перпендикулярно к стенкам изложницы). Это явление как бы прорастания кристаллов в толщу слитка называют транскристаллизацией. При медленном затвердевании этой зоны в первую очередь затвердевают кристаллы более чистого металла, содержащего меньше примесей и имеющего наибольшую температуру затвердевания.
Рис. 9.10 Структура слитка
Остающаяся между дендритами жидкая фаза, называемая маточным раствором, обогащается примесями (С, S, Р и др.), что понижает ее температуру плавления. По мере роста дендритов отдача теплоты наружу замедляется, скорость охлаждения внутреннего объема стали становится ничтожной, и в этой зоне начинается рост кристаллов одновременно во всей массе. Возникает область неориентированных зерен, свободно растущих в жидком расплаве. И нижней части слитка может образоваться конус осаждения, богатый неметаллическими включениями. В верхней части располагается усадочная раковина.
Дефекты стального слитка и способы их устранения. Стальному слитку присущи такие дефекты, как усадочная раковина, усадочные рыхлоты,
87
химическая неоднородность состава (ликвация), неметаллические включения, газовые раковины, трещины, плены и др.
Усадочные раковины и усадочные рыхлоты возникают из-за различия в объеме жидкой и затвердевшей стали. Возникновение дефектов и меры уменьшения их рассмотрены выше.
Ликвация возникает из-за разности состава между твердой и жидкой фазами, затвердевающими неодновременно. При медленном затвердевании в первую очередь затвердевают кристаллы, содержащие минимальное количество примесей (как имеющие более высокую температуру кристаллизации), а остающаяся жидкая часть слитка обогащается примесями (С, S, Р и др.). Такая избиратель ная кристаллизация и приводит к ликвации – образованию в слитке областей, неоднородных по химическому составу. Ликвация может быть микроскопической и макроскопической.
Микроскопическая ликвация – это неоднородность в пределах одного зерна, при этом затвердевающий в последнюю очередь маточный раствор располагается между растущими кристаллами. Такая дендритная и междендритная ликвация не оказывает заметного влияния на качество слитка.
Макроскопическая ликвация проявляется в том, что в различных частях слитка могут располагаться области или зоны, отличающиеся по удельному весу или химическому составу. Ликвация по удельному весу вызывает образование слоя затвердевшего металла с большим или меньшим удельным весом, расположенного соответственно в нижней или верхней части слитка.
Ликвация наиболее опасна, если ликвационная зона насыщена такими примесями, как О2, S, Р, вызывающими значительное ухудшение механических и технологических свойств стали. Химическая неоднородность проявляется тем сильнее, чем медленнее идет охлаждение слитка и чем больше содержится в стали таких лидирующих примесей, как
88
S, Р и С. Очевидно, что уменьшения ликвации можно добиться увеличением скорости затвердевания слитка. Кроме того; необходимо хорошо раскислять сталь, доводить до минимума содержание S и Р, перед заливкой стали в изложницы выдержать ее в разливочном ковше для понижения температуры.
Одним из главнейших внутренних дефектов слитка являются газовые пузыри. Они образуются вследствие выделения расплавленным металлом газов, поглощенных в процессе плавки (N2, Н2, СО, СО2, СН4 и Др.). Газы могут образовываться также и в самой изложнице при взаимодействии загрязненной поверхности ее стенок с заливаемой сталью (например, восстановление растворенным в стали углеродом окислов железа из ржавчины на стенках изложницы с образованием пузырьков окиси углерода, которая проникает в жидкую сталь: C + Fe2O3 = CO + 2FeO).
Если газы успевают выделиться за время затвердевания стали в изложнице, то слиток получается плотным. Но часто они, не успев выделиться, остаются в слитке в виде пузырей, что при последующей прокатке может привести к образованию таких пороков стали, как рванины и плены.
Трещины на поверхности слитка могут быть продольными и поперечными. Продольные трещины являются следствием неравномерного остывания слитка по сечению: остывающий в первую очередь наружный слой по мере охлаждения стремится уменьшиться в объеме, а этому препятствует еще раскаленная сердцевина. При этом наружный слой как бы стягивает сердцевину, что приводит к возникновению растягивающих напряжений в наружных слоях и образованию продольных трещин. Уменьшить эти напряжения можно соответствующим подбором сечения слитка. Очевидно, что минимальными напряжения в поверхностном слое будут тогда, когда отношение его периметра к площади сечения будет наибольшим. В этом случае круглое сечение слитка является наиболее неблагоприятным.
89
Поперечные трещины возникают, когда создаются препятствия для продольной усадки слитка при его охлаждении. Это может происходить при низкой технологической дисциплине на участке разливки (недоброкачественные стаканы и пробки в разливочных ковшах, что приводит к переливу стали через верхний край изложницы; раковины и выступы на внутренней поверхности изложницы и т. д.). В таких условиях могут возникнуть продольные растягивающие напряжения в наружном слое.
Плены – наслоения на поверхности – характерны для слитков, полученных разливкой сверху. При такой разливке заплески металла, пристающие к стенкам изложницы, окисляются с поверхности и, захватываемые поднимающейся кверху жидкой сталью, не свариваются с ней. При последующей прокатке эти окисленные включения могут быть закатаны в слиток и образовать плены.
Чтобы предупредить образование плен, нужно тщательно готовить изложницы под заливку, смазывать их внутренние стенки смолой или графитом, а также принимать меры для уменьшения силы удара падающей струи металла (применяя для этого установку между разливочным ковшом и изложницей промежуточной воронки или малого ковша).
Наружные дефекты стального слитка удаляются обрубкой при помощи пневматических зубил, обдиркой на специальных станках или зачисткой поверхности огневым способом.
10. МЕТАЛЛУРГИЯ МЕДИ И АЛЮМИНИЯ
10.1 Производство меди
Медь получают из медных руд, содержащих сульфиды меди CuS, Cu2S и сульфиды железа FeS, например медный колчедан. Из сульфитных руд получают 80% меди. Содержание меди в рудах мало и составляет 1 – 3%.
90